熱成形模具的托起機構設計
2021-03-31 05:09:04翟海峰
模具制造 2021年2期
關鍵詞:設置
翟海峰
(精工汽車保定模具技術分公司,河北保定 071000)
1 引言
熱成形技術是一項將熱鍛造技術和冷沖壓技術相結合的新型制造工藝。熱成形工藝可使板料成形性能提升,制件能夠拉伸一次成形,并通過激光切割形式完成修邊及沖孔的加工。
拉伸成形后的制件通過托起機構頂起,機械手抓取制件,完成制件的轉運生產。
熱沖壓成形技術中冷卻系統對模具溫度分布以及成形后制件品質有重要影響。因此托起機構的布置在滿足托舉制件的功能時,也需要滿足對鑲塊冷卻系統即水路系統布置的影響最小的要求。
2 托料機構組成
托料機構一般由頂出機構、油管、油路接頭組成,頂出機構主要有以下兩種類型。
2.1 推桿型頂出機構
推桿型頂出機構如圖1 所示,推桿型頂出機構由推桿1、連接桿2、油缸3 組成,件1 直徑φ10~φ12mm,長度L為200~450mm,頂部40~50mm范圍內高頻淬火。

圖1 推桿型頂出機構
2.2 托板型頂出機構
托板型頂出機構如圖2 所示。托板型頂出機構:由托料板1、雙肘節接頭2、連接桿3、油缸4 組成。托板型頂出機構托料板厚度t 優選6~8mm,頂部40~50mm范圍內高頻淬火。

圖2 托板型頂出機構
2.3 安裝要求
頂出部位與鑲塊的單邊間隙為0.5mm,其余部位與模座間隙大于3mm,避免因鑲塊與模座之間的安裝誤差引起托起機構與鑲塊干涉的問題。
3 托起機構對水路影響
在布置托起的位置,冷卻系統的水道在鑲塊長度方向不能貫通,如圖3所示,托板型影響的區域大于推桿型影響區域。
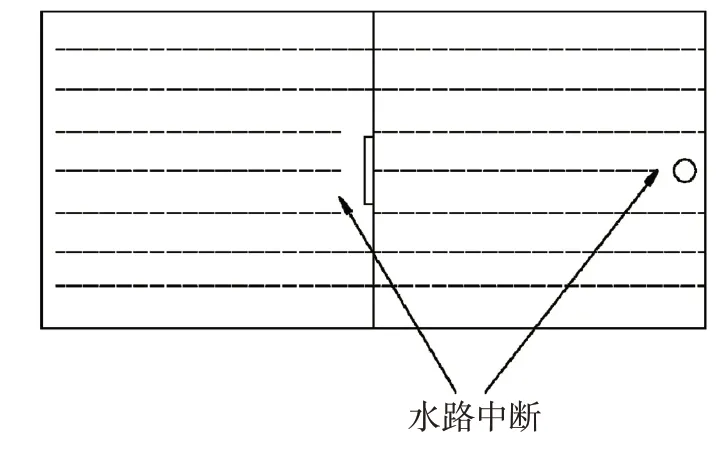
圖3 托起位置水路中斷
熱成形模具通過鑲塊的冷卻系統對制件進行淬火,流速越快,制件淬火效果越好。如圖4所示,通過水流速度模擬可以看出,長度方向不連貫的水路相對水流速度慢,鑲塊冷卻效果相對弱一些,因此優選推桿型。

圖4 冷卻系統流速模擬
4 托起機構布置原則與特性
4.1 布置位置原則
(1)一般布置在下模制件型面較低位置。
(2)優先選擇制件的平面區域、平面有孔的非制件區。
(3)制件凹槽區域為避免卡件,需設置托起。
(4)一個制件一般布置3到4處,當制件較大且形狀復雜時,在易卡件處增加托起。
4.2 推桿型
由于體積小,對水路布置影響小,設計靈活。托舉面積小,依靠制件自身形狀保證舉升時制件的穩定性。
4.3 托板型
(1)頂出面積相對大,托舉制件穩定性好。
(2)由于舉升位置水路隔斷,優選制件平面區域。必須在有造型的位置設置時,在托料板周圍的下模鑲塊能夠水路貫通,且托料板處無小造型的特征。
5 實例說明托起機構布置
(1)案例Ⅰ。
成形方式:凸模、壓邊圈、凹模、壓料芯。成形后制件通過壓邊圈頂起,如圖5所示。
凸模型面位置較平坦時,凸模區域可不設置頂出機構。
凸模有凹槽造型時,需在凹槽部位設置頂起。

圖5 壓邊圈頂起制件
(2)案例Ⅱ。
成形方式:凸模、壓邊圈、凹模、壓料芯。成形后制件完全進入凸模區域。
制件拉伸深度大的U 型制件,側壁深度在40 以上,制件成形后通過頂起機構脫離凸模,制件自身側壁對頂起后的制件起到一定導向作用,因此在制件長度方向布置3處推桿型頂起,如圖6所示。

圖6 托起機構布置
此制件在型面頂部有凹槽造型,推桿布置在凹槽位置,如圖6中A-A截面圖所示。
因在制件上型面中部有造型的位置需要布置水路,保證成形后的制件冷卻均勻。頂起機構選擇占用面積小的推桿型布置在制件中間。
(3)案例Ⅲ。
成形方式:凸模、凹模、壓料芯。
制件外形接近矩形,模具成形簡單,制件長度小于800mm且造型較平整時可設置2處,制件長度大于800mm時托起塊數量優選3處以上,確保制件頂起時平穩,如圖7a所示。
圖7b所示位置頂起塊布置在制件平面區域,鑲塊冷卻水路可沿頂起塊外周貫通,托起塊的布置對制件成形影響小。
圖7c所示制件長度方向的中間位置,制件上型面有小凹槽造型,寬度尺寸為8.6mm,小于12mm,設置推桿型空間不足。凹槽左側為小的凸筋造型,板料形狀變化大,不適合設置頂起塊。凹槽右側制件造型相對平緩,在托起塊外周的水路也可以左右貫通,因此在凹槽右側可設置頂起塊(圖7a、圖7c的A線區域)。

圖7 平面位置布置托起機構
(4)案例Ⅳ。
成形方式:凸模、凹模、壓料芯。制件中心相對端頭中心線偏向一側。
制件中心不在端頭中心線上的,頂起機構布置至少3 處(見圖8),根據空間大小選擇托起類型且制件重心在頂起塊連線包含的區域內。

圖8 托起機構布置
6 現場問題
(1)油路長短影響制件頂起時序。
如圖9所示,頂起塊通過油管中的油壓頂起,油管的長度影響頂起塊頂起的快慢,當機床油路接頭處開始為油管提供壓力時,油路短的L1最先達到頂起壓力,這樣頂起塊Ⅰ先頂起制件,頂起塊Ⅱ后頂起,形成了旋轉支點。生產中制件發生旋轉,制件卡在模具側壁和定位銷位置,機械手無法取件,影響了線體的正常生產。

圖9 油路長短引起生產制件卡滯問題
對策:
同一制件不同位置的頂起塊,油路長短接近L1=L2。
(2)托料機構行程設置。
托起機構行程一般優選20mm。對于制件拔模角度為0時(即制件側壁與Z方向夾角為0),制件的拔模高度H,是決定頂起高度的主要因素。
托起機構行程小于制件拔模高度H時,制件不能脫離凸模,機械手不能正常轉運制件。
圖10中制件拔模深度H=45mm,托起機構頂起行程優選ST=H+5=50mm,設計時確保制件側壁完全脫離下模。

圖10 行程設置
7 總結
熱成形模具托起機構的設計,對模具生產效率以及制件品質有直接的影響。基于模具托起平穩,一般設置在制件較低的平面位置、且制件凸模凹槽處需設置托起;托起機構優選推桿型,以減小對凸模冷卻系統的影響;托起數量一般在3處以上,根據制件幾何形狀和制件重心設置托起,并注意油路長短和頂起行程的設置,避免制件旋轉和無法脫離凸模的問題發生。
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
水上消防(2020年5期)2020-12-14 07:16:18
中國畢業后醫學教育(2020年5期)2020-12-06 06:52:46
鐵道通信信號(2019年7期)2019-10-08 08:38:02
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
鐵道通信信號(2018年1期)2018-06-06 02:27:38
玩具世界(2017年9期)2017-11-24 05:17:29
作文評點報·低幼版(2017年42期)2017-11-16 22:12:34
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
