鏤空支架注射模設(shè)計(jì)
2021-03-31 05:09:18魏倩
模具制造 2021年2期
魏 倩
(廣東省機(jī)械技師學(xué)院,廣東廣州 510080)
1 塑件工藝分析
圖1所示塑件是鏤空支架,6個(gè)角有6個(gè)裝配孔,8個(gè)面都為鏤空結(jié)構(gòu)。塑件外形尺寸為:30.4×30.4×37.6mm,材料為PC,顏色為黑色。從使用性能上分析該塑件必須具備有一定的綜合機(jī)械強(qiáng)度。

圖1 鏤空支架塑件圖
2 模具設(shè)計(jì)
根據(jù)對(duì)塑件的結(jié)構(gòu)和成型工藝分析,選用1 模1腔的模具結(jié)構(gòu),160t 注塑機(jī),型腔、型芯材料選用S136,熱處理硬度50~52HRC。
2.1 分型線的選擇
該塑件由于其結(jié)構(gòu)的特殊性,主要脫模方式采用側(cè)向分型與抽芯機(jī)構(gòu),設(shè)計(jì)了定模斜抽滑塊4 個(gè),動(dòng)模斜抽滑塊4個(gè),動(dòng)模裝配孔滑塊4個(gè)。分型線如圖2所示。
2.2 澆注系統(tǒng)設(shè)計(jì)
由于塑件正中心有孔,無(wú)法在正中心進(jìn)膠,在塑件頂端設(shè)計(jì)了平臺(tái)進(jìn)膠,進(jìn)膠方式如圖3所示。整段澆口料長(zhǎng)112mm,為保證澆口料能順利脫出,定距拉桿的限位設(shè)置為130mm。
2.3 側(cè)向分型與抽芯機(jī)構(gòu)設(shè)計(jì)
塑件是鏤空結(jié)構(gòu),設(shè)計(jì)了12 個(gè)滑塊,包括:定模斜抽滑塊4 個(gè),動(dòng)模斜抽滑塊4 個(gè),動(dòng)模裝配孔滑塊4 個(gè)。

圖2 分型線選擇

圖3 澆注系統(tǒng)
(1)定模斜抽滑塊設(shè)計(jì)。
為保證塑件能夠從定模脫模,定模需設(shè)計(jì)抽芯機(jī)構(gòu),因?yàn)樗芗?nèi)斜角不水平,滑塊運(yùn)動(dòng)不能設(shè)計(jì)為水平運(yùn)動(dòng),需設(shè)計(jì)為滿足其脫模角度的運(yùn)動(dòng),如圖4所示。

圖4 定模斜抽滑塊
定模斜抽滑塊運(yùn)動(dòng)方向角度=32.3°+6°/2=35.3°(見圖5),抽芯距>5.41+3~5mm(見圖6)。
定模滑塊的斜楔固定在定模座板上,在開模的過(guò)程中需脫出112mm 長(zhǎng)的澆口料,斜楔會(huì)脫離滑塊,在設(shè)計(jì)的過(guò)程中為保證滑塊能夠順利的開模和合模需注意設(shè)計(jì)滑塊的定位,此滑塊設(shè)計(jì)的定位為定位波珠,如圖7所示。

圖5 斜抽滑塊運(yùn)動(dòng)方向

圖6 抽芯距

圖7 動(dòng)、定模斜抽滑塊
為保證斜楔能夠順利脫出滑塊,斜楔與滑塊的配合處角度也需設(shè)計(jì)為較合適的角度,如圖7所示,本滑塊此角度設(shè)計(jì)為75°,開模后定模斜楔運(yùn)動(dòng)32.6mm帶動(dòng)滑塊在運(yùn)動(dòng)方向上抽芯9mm后脫離滑塊。
(2)動(dòng)模斜抽滑塊。
塑件為對(duì)稱樣式,動(dòng)模斜抽滑塊的設(shè)計(jì)與定模滑塊基本相同,如圖7所示。由于動(dòng)模滑塊斜楔不需要與動(dòng)模滑塊分離,為滿足頂出距離,減小應(yīng)力,斜楔與滑塊的T槽配合角度與滑塊運(yùn)動(dòng)角度垂直為54.7°,通過(guò)動(dòng)模板和脫料板上的限位螺釘?shù)淖饔茫摿习鍘?dòng)動(dòng)模斜楔運(yùn)動(dòng)18mm 后停止,此時(shí)在滑塊運(yùn)動(dòng)方向的抽芯距離為10.4mm,滿足塑件的脫模要求。
(3)動(dòng)模裝配孔滑塊。
由于支架的裝配孔精度需保證,滑塊在設(shè)計(jì)時(shí)采用裝配鑲針的樣式、插穿的結(jié)構(gòu),如圖8所示,便于調(diào)整和替換。

圖8 動(dòng)模裝配孔滑塊
2.4 頂出結(jié)構(gòu)
上下端的裝配孔使用司筒結(jié)構(gòu)進(jìn)行頂出,如圖9所示,司筒頂管不直接參與成型,滑塊滑開后頂出塑件。

圖9 司筒頂出
2.5 成型零件設(shè)計(jì)
根據(jù)塑件的分型線可知塑件膠位多在滑塊上,定模型腔有少量膠位,動(dòng)模型芯沒有膠位,如圖10 所示。此模的模仁的主要起滑塊導(dǎo)向與定位作用,在設(shè)計(jì)時(shí)需考慮好細(xì)節(jié)的處理及加工裝配的難易。
2.6 模架的確定
根據(jù)型腔的布局以及互相位置尺寸,選用模架的結(jié)構(gòu)形式為DAI-3535-A100-B110-C120-L420。由于實(shí)際生產(chǎn)要求,對(duì)模具結(jié)構(gòu)作部分調(diào)整。

圖10 定、動(dòng)模型芯、型腔
3 整體模具結(jié)構(gòu)
模具結(jié)構(gòu)如圖9所示。

圖9 模具結(jié)構(gòu)圖
4 模具工作過(guò)程
此模由于滑塊結(jié)構(gòu)多,為保證模具正常開模和合模,需多次分型,如圖10所示。
第一次分型:注塑機(jī)開模時(shí),動(dòng)定模板之間裝有膠塞,而剝料板與定模板只有導(dǎo)柱導(dǎo)向相連接,這時(shí)在拉力的作用下,第一分型面Ⅰ-Ⅰ首先分開,將塑件與澆口料拉開,定模板隨著動(dòng)模板一起運(yùn)動(dòng)130mm的一段距離。這時(shí),4個(gè)定模斜楔拉動(dòng)定模滑塊運(yùn)動(dòng),脫出塑件的上部,隨后定模斜楔與定模滑塊分離。
第二次分型:澆口料由于澆口套的倒扣而被拉住,沒有隨定模板一起運(yùn)動(dòng),定模板運(yùn)動(dòng)到設(shè)定距離時(shí)130mm 時(shí),被定距拉桿擋住,由于定模板在膠塞的作用下隨著動(dòng)模板接著運(yùn)動(dòng),這樣定距拉桿帶動(dòng)卸料板繼續(xù)運(yùn)動(dòng)一個(gè)由限位螺釘限定的距離6mm,第二分型面Ⅱ-Ⅱ分開。這時(shí),被倒扣拉住的澆口料被卸料板強(qiáng)行拉出,脫出澆口料。
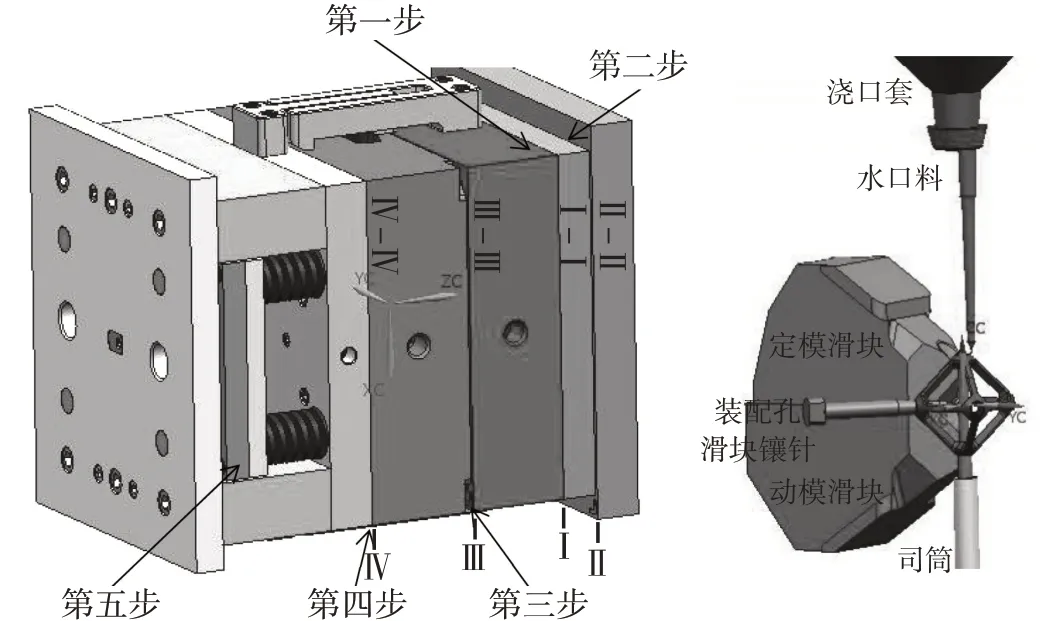
圖10 模具開模運(yùn)動(dòng)
第三次分型:澆口料順利脫出,定模滑塊也隨之脫出后,動(dòng)模帶著定模板繼續(xù)后退,由于動(dòng)模板和脫料板有限位機(jī)構(gòu)進(jìn)行限位固定(限位塊1、限位塊2、彈塊),當(dāng)注塑機(jī)的移動(dòng)模板拉力大于膠塞的鎖緊力時(shí),第三分型面Ⅲ-Ⅲ先分開,裝配孔滑塊向后運(yùn)動(dòng),脫出塑件裝配孔。
第四次分型:第三分型面Ⅲ-Ⅲ分開后,動(dòng)模部分接著向后運(yùn)動(dòng),由于限位機(jī)構(gòu)的作用,限位塊1卡在彈塊位,動(dòng)定模板之間開模50mm,當(dāng)注塑機(jī)的移動(dòng)模板拉力大于彈塊中彈簧的彈力時(shí),限位塊2推動(dòng)彈塊,然后隨著脫料板一起向后運(yùn)動(dòng),第四分型面Ⅳ-Ⅳ分開,脫料板向后運(yùn)動(dòng)到限定距離18mm,動(dòng)模斜楔拉動(dòng)動(dòng)模滑塊運(yùn)動(dòng),脫出塑件膠位,由于復(fù)位桿拉塊的作用,頂桿固定板、頂桿墊板、司筒與動(dòng)模板的關(guān)系不發(fā)生變化,脫料板、方鐵、動(dòng)模座板、司筒針在注塑機(jī)拉力的作用下向后運(yùn)動(dòng)。這時(shí)當(dāng)限位塊Ⅱ推動(dòng)彈塊至彈塊沉入動(dòng)模板時(shí),限位塊Ⅰ與彈塊的限制解除,動(dòng)定模板完全分開。
最后注塑機(jī)上的頂柱推動(dòng)頂桿板向上運(yùn)動(dòng)30mm,司筒推出塑件。
合模時(shí),受壓縮彈簧的作用頂桿固定板、頂桿墊板帶動(dòng)司筒先復(fù)位;脫料板與動(dòng)模板合模,動(dòng)模滑塊復(fù)位;接著動(dòng)模板推動(dòng)定模板和剝料板復(fù)位,定模滑塊、裝配孔滑塊復(fù)位,膠塞鎖緊,完成一個(gè)周期。
5 結(jié)束語(yǔ)
在剛剛拿到這套鏤空支架塑件模型時(shí),感覺無(wú)從下手,它與之前接觸的那些塑件在結(jié)構(gòu)上有本質(zhì)的不同,設(shè)計(jì)的其他模具成型主要是以動(dòng)定模型腔成型,這副模具主要依靠滑塊來(lái)成型,加上滑塊多,在設(shè)計(jì)時(shí)很多數(shù)據(jù)和參數(shù)很難確定,模棱兩可,通過(guò)查找資料計(jì)算和3D模擬運(yùn)動(dòng),進(jìn)行了多次修改,才逐步趨向合理和完善。在設(shè)計(jì)模具的過(guò)程中充分考慮到空間的利用和加工裝配的便利性,將12個(gè)滑塊有序的設(shè)計(jì)在模具中;為了滿足這些滑塊的脫模運(yùn)動(dòng),需設(shè)置一些限位機(jī)構(gòu),還需考慮各板的運(yùn)動(dòng)及可能發(fā)生的運(yùn)動(dòng)順序變化造成的零件干涉。
該模具由于策略性原因還未進(jìn)行正式投產(chǎn),可能有些機(jī)構(gòu)還需要通過(guò)生產(chǎn)驗(yàn)證進(jìn)行調(diào)整,但其特殊的結(jié)構(gòu)特點(diǎn),體現(xiàn)了模具設(shè)計(jì)的專業(yè)性和靈活性。模具的設(shè)計(jì)就是在不斷分析與對(duì)比較和總結(jié)中找出最優(yōu)方案,然后通過(guò)生產(chǎn)發(fā)現(xiàn)一些容易忽略的問(wèn)題。當(dāng)中側(cè)向分型與抽芯機(jī)構(gòu)的設(shè)計(jì),模具的分型面運(yùn)動(dòng)都是本模具的設(shè)計(jì)的關(guān)鍵環(huán)節(jié)。本模具通過(guò)詳細(xì)的分析比對(duì)和相關(guān)工程和制造人員的審核,已基本確認(rèn)可以生產(chǎn)。
