分離機主軸加工工藝與鉆孔專用夾具設計
2021-04-01 09:42:24李小龍胡二樂
南方農機 2021年4期
關鍵詞:工藝
李小龍,胡二樂
(1.運城職業技術學院機電工程系,山西 運城 044000;2.內蒙古納順裝備工程(集團)有限公司,內蒙古呼 呼和浩特 010050)
隨著智能制造技術的不斷發展,傳統機械加工行業面臨著極大挑戰,傳統機械行業必須進行由粗加工向精加工和超精加工的轉變,工藝規程的發展也應朝著智能制造方向靠攏,軸類零件作為機械設備中的關鍵零件,其加工精度直接影響設備的正常運行。由于分離機主軸零件具有軸類零件的大部分結構特性和技術特點,其工藝路線和鉆孔夾具對軸類零件的加工具有通用性[1]。因此,文章以分離機主軸為研究對象,重點分析了該零件的技術要求、關鍵尺寸與幾何公差、加工工藝路線制定以及鉆孔專用夾具的設計,文章所提出的工藝流程和設計的鉆孔夾具極大提高了零件的加工效率和精度,對軸類零件的加工具有一定的參考價值。
1 分離機主軸零件的技術要求
分離機主軸零件具有軸類零件的大部分特點,包含軸肩、中心孔、螺紋、退刀槽、越程槽、錐度等結構特點,如圖1所示。該零件毛坯選用φ80mm×745mm 的圓棒料,材料為鋼35CrMo,屬于中合金調質結構鋼,其中Cr含量為0.8%~1.1%,Mo 含量為0.15%~0.25%,具有良好的靜力強度、沖擊韌性和較高的疲勞強度,其化學成分如表1 所示,因此需根據其力學性能進行熱處理工序安排與加工方案制訂。
該零件屬于車鉆復合零件,總體尺寸為φ75mm×741mm,其中零件主要加工要素如下:車削錐面、M24x1.5LH-6H 內螺紋;φmm 外圓、φmm 外圓、φmm 外圓;鉆削φ9mm 深8mm 盲孔和φ5mm 的通孔,要求兩孔位置垂直;磨削錐面并進行光整加工,保證表面粗糙度為Ra0.4um,外圓跳動0.015mm;磨φmm 外圓、φ mm 外圓、φmm 外圓,保證外圓表面粗糙度為Ra0.8um,保證同軸度要求0.015mm。該零件以φmm 外圓、φmm 外圓為設計基準,在加工過程中要合理地進行基準轉化,保證基準的統一性和互換性。綜上所述,分離機主軸零件包含車削加工、鉆削加工、磨削加工等多道工序,為了保證零件的加工質量,提高生產效率,必須對工藝進行優化研究,并設計鉆孔工序的專用夾具[2]。

圖1 分離機主軸零件圖

表1 35CrMo 合金鋼的化學成分 (單位:%)
2 分離機主軸零件加工工藝方案制訂
2.1 確定加工方案及設備選用
分離機主軸零件圖如圖2 所示,根據表1 所示的零件技術要求和材料特性確定工藝方案:毛坯探傷檢測,熱處理方式為調質處理,磨削后磁力探傷檢查,錐面涂色檢驗。根據圖1 和圖2 所示,零件加工方案選用車削加工,鉆削加工、磨削加工等,最終確定零件的加工方案:車、鉆、磨、檢、熱、探傷、鉗。
根據確定的加工方案選擇如下機床設備與刀具:
設備:普通車床(CDE6140A)、數控車床(CDK4083Si)、外圓磨床(M1332B)、立式鉆床(Z5140)、磁力探傷機床。
刀具:90°車刀、45°車刀、中心鉆、B5 切槽刀、φ22錐柄麻花鉆、φ22.5 錐柄麻花鉆、盲孔鏜刀、Sandvik 系列數控車刀、φ9 直柄麻花鉆、φ5 直柄麻花鉆。

圖2 分離機主軸零件圖
2.2 擬定工藝路線
由于零件外圓、內孔的加工精度和表面粗糙度不同,加工方法也不同,根據零件的技術要求分析,參照機械制造工藝手冊的規定,按照先加工基準,然后先粗后精、先面后孔的工藝基本原則,制訂主軸零件的工藝路線[3]。主軸加工工藝路線如表2 所示。
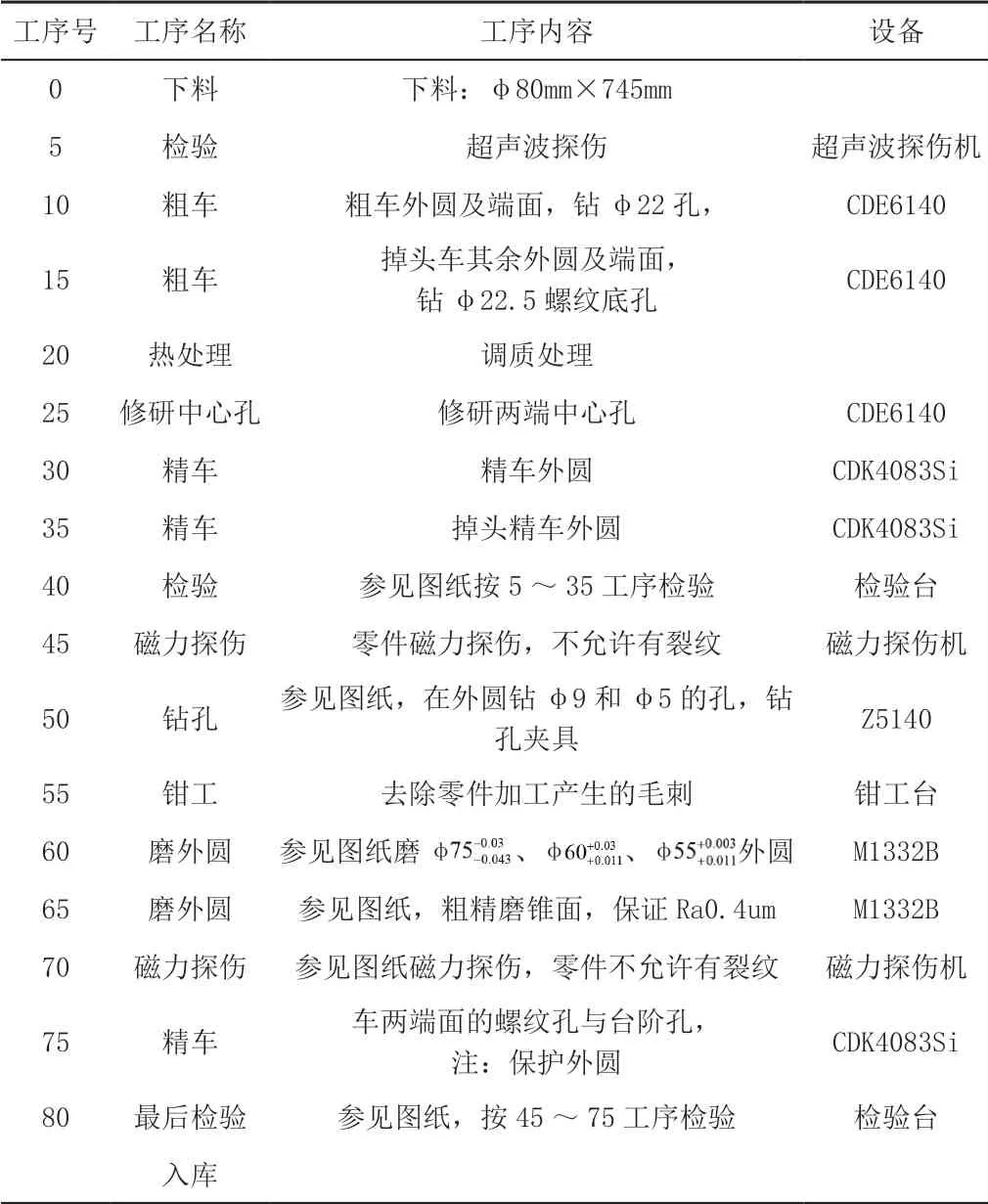
表2 主軸加工工藝路線
2.3 關鍵尺寸及幾何公差加工
2.3.1 錐面加工
零件錐面的表面粗糙度為Ra0.4um,加工采用粗車→精車→粗磨削→精磨削的加工方法,通過兩次磨削達到零件表面粗糙度要求。同時,精磨削錐面必須安排在所有磨削工藝的最后,80 工序精車端面螺紋時要保護錐面,防止表面磕碰或劃傷。
2.3.2 M24x1.5-LH-6H 螺紋加工
主軸兩端的M24x1.5 螺紋,是連接其他零件的主要部分,必須嚴格保證其6H 的精度。同時,零件需要磨外圓,保留中心孔結構,因此在粗車和精車加工工序中不能進行螺紋的加工,磨削加工完成后再進行螺紋的加工,這樣可以保證零件加工過程中基準的一致性,從而滿足零件的幾何公差要求。在加工螺紋的過程中,為了保證螺紋的精度和表面質量,需要反復加工螺紋3 次,進刀量逐級減少,第1次進刀量0.8mm,最后1 次進刀量≤0.3mm,應用此加工方法加工出的螺紋可以滿足圖紙要求6H 精度和表面質量。
2.3.3 φ9 和φ5 孔加工
主軸零件φ9 孔為盲孔,φ5 孔為通孔,φ9 孔加工過程中,由于麻花鉆鉆削過程中,鉆頭刀刃區域產生高溫,為了保護刀具和保證加工質量,需要開啟冷卻液,同時注意及時排屑,防止刀具斷裂[4]。
3 鉆孔夾具設計
鉆孔夾具是用于鉆床上的鉆、擴、鉸孔的機床夾具,包括定位裝置、夾緊裝置、導向機構和夾具體等部分。該零件屬于大批量生產,為了提高生產效率,保證加工質量,提高企業產能,筆者利用企業現有的夾具配件設計裝配了一套快速裝卸的鉆孔夾具,如圖3 所示。該鉆孔夾具結構簡單,可以快速裝夾零件,具有良好的通用性。鉆孔夾具由12 部分構成,其中包括V 型塊、滑動襯套、T 型螺栓、墊片、六角螺母、鉆模板、平口螺釘、可換鉆套為夾具的導向機構、快速夾鉗機構、內六角螺釘、支撐板和夾緊壓頭,通過這幾部分的配合完成主軸的定位夾緊過程。

圖3 鉆孔夾具結構圖
3.1 定位與夾具方案
根據六點定位原理,保證零件準確定位的準則,必須限定零件6 個方向的自由度,即x、y、z軸方向的移動和三個軸線方向的旋轉[5]。設計的主軸鉆孔夾具采用夾緊壓頭和V 型塊限制零件的6 個自由度,如圖4、圖5 所示。通過螺母的旋轉調節夾緊壓頭與主軸外表面的貼合點、V型塊的結構,限制零件沿軸向移動,即可限定軸向移動和轉動,滿足了定位要求,避免了主軸零件重復定位而引起的定位干涉[6]。

圖4 夾緊壓頭

圖5 V 型塊
夾緊裝置采用快速夾鉗機構能快速安裝夾緊零件外圓,通過扳手的轉動夾緊壓頭6 與主軸零件。調整扳手的角度控制夾緊力大小,通過加工實驗,該定位夾緊機構可以滿足主軸加工需要,極大提高了生產效率,縮短了加工周期。快速夾鉗機構如圖6 所示。

圖6 快速夾鉗機構
3.2 零件鉆孔過程
分離機主軸加工過程中,將主軸放置在V 型塊上,通過定位靠板限制零件沿軸向方向的自由度,調整快速夾鉗機構的夾緊壓頭,對主軸進行快速夾緊,最終通過鉆套鉆孔,保證了零件的定位準確性和安裝方便性。
鉆孔夾具具有良好的通用性,可以根據不同的零件調整導向機構和夾具機構的位置,以方便不同零件孔的位置加工。
4 結束語
筆者針對分離機主軸零件的結構特點,分析了零件技術要求和關鍵尺寸,制訂了合理的零件加工工藝路線方案,還根據零件兩個孔的加工方案,設計了一套鉆孔專用夾具。通過企業的生產實踐驗證了該零件工藝路線的正確性和所設計的鉆孔夾具的有效性、可靠性,滿足了設計要求和工藝要求,所設計的鉆孔夾具可以被運用于不同類型的軸類零件鉆孔生產,為軸類零件的加工提供了參考。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52