噴氣織機經位置線對織造效率與織物質量影響研究
2021-04-02 12:06:41郭肖青竇玉坤劉迎春田明偉劉榮興
青島大學學報(工程技術版) 2021年1期
郭肖青 竇玉坤 劉迎春 田明偉 劉榮興
摘要:? 針對噴氣織機在織造生產中經位置線配置的重要性,本文以實驗室JAT-810豐田噴氣織機為例,主要研究噴氣織機經位置線對織造效率與織物質量的影響。首先對其經位置線進行量化,并通過調節經位置線各參數,分析梭口的變化形態,計算上下層經紗的張力和織物緊度的變化,并分析了經位置線參數的改變對織造效率和織物質量的影響。研究結果表明,隨著后梁高度的上升、梭口高度的下降及梭口長度的增加,織物的緯密增加,緯向緊度Ew和織物的總緊度隨之增加,說明后梁越高,織物的緊度越好。該研究對噴氣織機織造經位置線的配置具有一定的參考意義。
關鍵詞:? 噴氣織機; 經位置線; 經紗張力; 織造效率; 織物質量
中圖分類號: TS105.4文獻標識碼: A
作者簡介: ?郭肖青(1979-),女,博士,副教授,主要研究方向為機織物織造工藝與設計及質量控制。 Email: gxiaoqing@163.com
隨著紡織工業的發展,高速織造已經成為生產中的一大基本要求,因此,噴氣織機應運而生[12]。在無梭織機中,由于噴氣織機引緯方式合理,入緯率高,品種適應性較廣,在高速高產的同時,產生的噪音較低,已成為目前最具有發展前途的織機之一。織機參變數,是指織機上各種運動相互配合時正確選擇織造參變數,它對織物質量、產量以及提高織造效率和節能都會產生重要影響[3]。根據機型特點和結構,在經紗張力變化和引緯打緯過程中,紗線運動規律都會影響上機織造的參數。經位置線是指經紗位于綜平位置時,經紗自織口到后梁,同有關機件相接觸的各點連線,其根據織機后梁與胸梁相對位置的不同而不同,并且會對經紗張力、引緯和打緯產生較大影響,不同的經位置線,適用于不同的產品及不同的紗線。近年來,對織機參變數已有許多研究,李竹君等人[3]從經位置線的幾何配置(或經位置線中如后梁等各部件的動態規律)、織機引緯紗線飛行狀態和打緯時經紗張力波動等方面進行研究,目前已取得較多成果。而這些成果最早都是在實際生產和生活中提出的個別問題,進而發展到學術上織造過程中織機參變數對張力、打緯區、織物風格的研究[4]。基于此,本文以實驗室JAT-810豐田噴氣織機為例,主要對噴氣織機經位置線對織造效率與織物質量的影響進行研究。通過對JAT-810噴氣織機進行機構配合實驗,研究經位置線的調整和機件配置對織物風格的影響。研究結果表明,后梁越高,織物的緊度越好。該研究對噴氣織機織造進行經位置線的配置具有一定的參考意義。
1噴氣織機經位置線參數
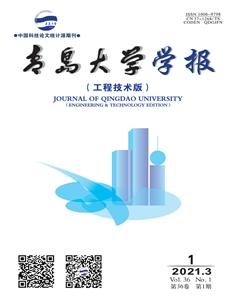
由于噴氣織機后梁高度、后半部梭口長度及梭口高度的改變會導致梭口形狀的變化,從而使經紗張力對織造過程產生影響,因此正確選擇經位置線至關重要,否則會產生張力不勻,外觀疵點等問題,給織造帶來很大困難[5]。在實際生產中,應根據目標產物的手感要求進行參數配置,并適當調整這些數據[6]。梭口幾何形狀如圖1所示。
圖1中,a為織口距胸梁水平線的垂直距離;b為綜平時綜絲眼距胸梁水平線的垂直距離;c為停經片距胸梁水平線的垂直距離;d為后梁距胸梁水平線的垂直距離;l1為前半部梭口的長度;l2為后半部梭口的長度;l3為后梁距離綜絲眼的水平距離;C1為綜框到達的最高點;C2為綜框到達的最低點;H為梭口的最大高度;α為梭口的前半部分角度;β為梭口的后半部分角度。
在實際生產中,參數a和b值一般不變,而織口和綜絲眼位置的改變會影響織造過程,造成織造困難[7]。梭口前部長度l1由筘座擺動動程決定,也是常量,因此研究對象為梭口高度H、梭口后半部長度l2和后梁高度d。
2經位置線參數改變對織造工藝的影響
2.1織口高度變化對織造工藝的影響
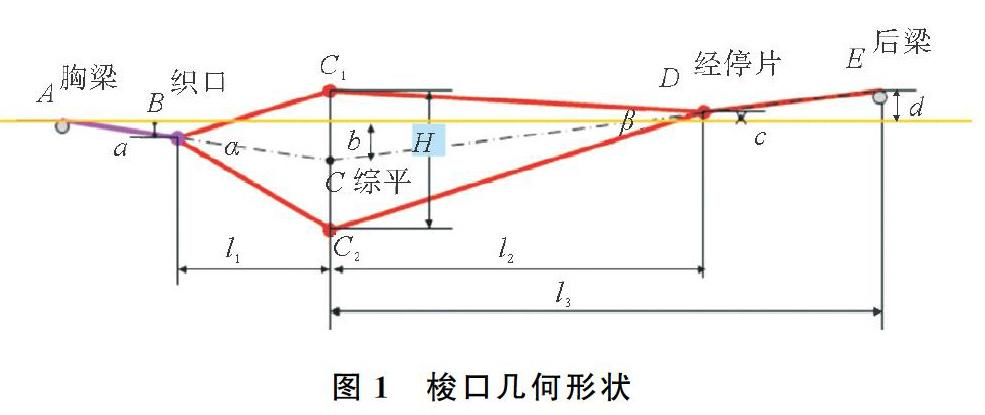
a值變化,即織口位置的移動,主要是從引緯和打緯兩方面對織造過程造成影響,從而出現緯停,影響生產效率[8],正常打緯及織口上升/下降時打緯如圖2所示。由圖2可以看出,a值增大,即織口上移,對于織口小幅度的位置上升會導致較大的機件相對位置變化,主輔噴嘴與經紗的相對位置發生改變。
由圖2還可以看出,打緯時,異型筘槽上沿會觸碰到布面,使織口跳動增大斷經,造成機器緯停,嚴重時將打爛織口。隨著織口位置的升高,經位置線的曲折程度加大,經紗上下層張力差異變大,增加上層斷頭[9]。a值減小,織口小幅度下移也會導致較大機件相對位置變化,打緯時,異型筘槽的下沿將打斷緯紗,甚至使織口破裂。隨著織口位置的下降,經位置線的曲折程度加大,經紗上下層張力差異變大,增加下層斷頭。因此,織口位置的變化會影響緯紗自由飛行和打緯效果[10]。
2.2綜平時綜絲眼高度變化對織造工藝的影響
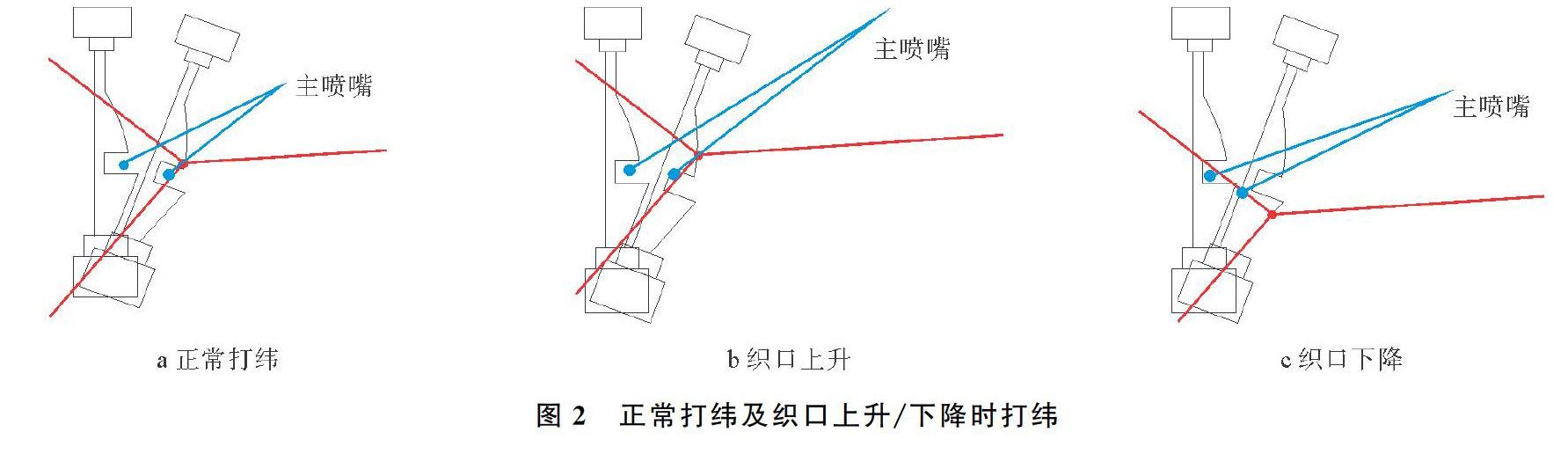
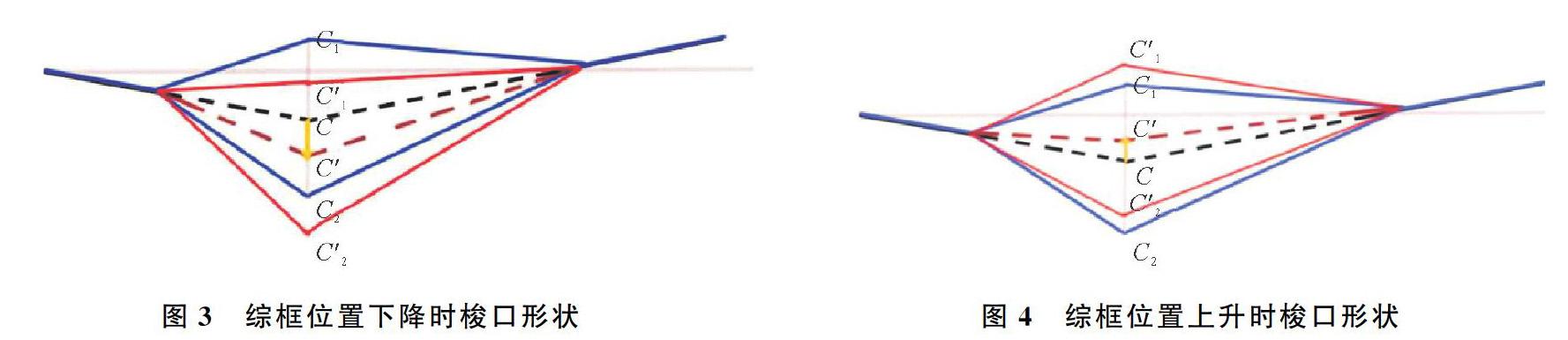
綜框位置下降時梭口形狀如圖3所示。由圖3可以看出,隨著綜框位置的下降,C1和C2隨之下降到圖中C′1和C′2的位置,上層經紗張力減小,下層經紗張力增加,二者差值增大,會導致下層經紗相對伸長率過大,受力嚴重,產生斷頭;隨著上下層經紗的下降,引緯時,經紗相對主輔噴嘴下降,緯紗飛行時可能觸碰下層經紗,影響緯紗自由飛行和打緯效果。綜框位置上升時梭口形狀如圖4所示。
由圖4可以看出,隨著綜框位置的上升,C1和C2隨之上升到圖中C′1和C′2的位置,上層經紗張力增加,下層經紗張力減小,二者差值增大,會導致上層經紗相對伸長率過大,受力嚴重,產生斷頭;隨著上下層經紗的上移,引緯時,經紗相對主輔噴嘴上移,緯紗飛行時可能觸碰下層經紗,影響緯紗自由飛行和打緯效果[11]。
2.3后梁和停經架位置變化對織造工藝的影響
在織機上機線上,停經架中的停經片位置D隨后梁高度d改變而改變,使CDE始終呈一條直線,即c、d總是呈現同步變化。若固定D點位置,只改變后梁高度d,上下經紗張力呈現同步小幅度變化,梭口形狀不改變,對織造過程無明顯影響。同理,固定后梁位置E,只改變停經片高度c,其對于經紗張力的影響等同于c、d同步變化。結合實際生產,此處僅討論后梁與停經架同步位置變動所帶來的影響[1214]。
3經位置線參數改變對織物質量的影響
經緯紗因交織,所以在織物中呈屈曲狀態。屈曲是紗線尋求最小變形和最小內應力的結果,其受紗線粗細、力學性質、織物組織和經緯密、織造張力的影響,繼而又影響織物的耐磨性和外觀特征[1517]。
此時,相對經直線位置抬高后梁,下層經紗相對伸長量大于上層經紗相對伸長量,形成不等張力梭口,下層經紗伸長率增加;下層經紗屈曲小,上層經紗屈曲大。對比等張力梭口,緯紗給經紗的側向分力使上層經紗產生橫向移動,經紗的屈曲程度增加,織物的結構相系數增大,織物的手感變得柔軟富有彈性。繼續抬高
此時,相對經直線位置降低后梁,上層經紗相對伸長量大于下層經紗相對伸長量,形成不等張力梭口,上層經紗伸長率增加,而紗線間相互作用減弱,打緯阻力和打緯區寬度減小;下層經紗屈曲大,上層經紗屈曲小;對比等張力梭口,緯紗給經紗的側向分力使下層經紗產生橫向移動,經紗的屈曲程度增加,織物的結構相系數增大,織物的手感變得柔軟富有彈性。繼續抬高后梁至下層經紗完全松弛,即λ2=0時,dmin=-29475 mm。
在織造過程中,若經紗張力為零,即在打緯過程中,經紗僅對緯紗造成接觸摩擦,無法通過屈曲抱合產生對緯紗的摩擦阻力,從而無法提供足夠的打緯阻力,這將嚴重影響織造過程,導致織物結構松散,經緯紗之間不能相互約束,無法進行生產織造。因此,后梁高度應在93~-29475 mm之間調節。
4結束語
本文以實驗室JAT-810豐田噴氣織機為例,主要研究噴氣織機經位置線對織造效率與織物質量的影響。研究結果表明,織口和綜平時,綜絲眼距胸梁水平線的垂直距離的改變對織造影響較大,一般是不變的,織口和綜絲眼位置的改變會影響織造過程,造成織造困難,易產生經紗磨損甚至斷經,生產效率下降。而后梁高度、后半部梭口長度、梭口高度的改變會導致梭口形狀的變化,從而影響經紗張力,對織造過程造成影響。在實際生產中,應根據目標產物的手感要求進行參數配置,適當調整以上數據,如織造高密織物時,應適當抬高后梁,減小后半部梭口長度,增加梭口高度。該研究對織造過程生產效率的提高具有一定的指導意義。
參考文獻:
[1]于恩鴻. 合理選擇織造工程參變數[J]. 絲綢, 1974(1): 19-20.
[2]幸禎勇. 噴氣織機經位置線的探討[J]. 棉紡織技術, 1999,27(1): 29-31.
[3]李竹君, 林平發. 亞麻段染色織布的開發與生產[J]. 紡織導報, 2004(5): 124-124.
[4]張玉蓮. 我國噴氣織機的使用經驗及其發展趨勢[J]. 紡織導報, 1993(4): 14,16.
[5]沈丹峰. ZA205i噴氣織機打緯系統分析[J]. 紡織科技進展, 2004(5): 29-30.
[6]梁海順. 噴氣織機氣流控制系統[J]. 機床與液壓, 2002(1): 166-167.
[7]程起時, 康泰. 積極式和消極式凸輪開口機構的比較[J]. 絲綢, 1999(1): 21-23.
[8]顧黎明, 榮德智, 張海潮. PAT系列噴氣織機引緯工藝設定及故障分析[J]. 棉紡織技術, 2011, 39(9): 59-61.
[9]陳錫勇, 周鎖林. 影響噴氣織機織造質量主要工藝參數的探討[J]. 安徽職業技術學院學報, 2009, 8(1): 3-15.
[10]徐山青. 儲緯器定長方法的探討[J]. 南通工學院學報: 自然科學版, 2002, 1(3): 7-9.
[11]邢顧華, 陳理, 章偉. JAT710型噴氣織機引緯系統的實際應用及性能分析[J]. 上海紡織科技, 2006, 34(11): 13-15.
[12]丁同文. 機織泡泡紗的成泡機理及影響因素[J]. 安徽職業技術學院學報, 2008, 7(2): 26-27, 40.
[13]梁有志, 馬永康. 圓織機開口機構的結構設計與優化[J]. 機械工程師, 2012(10): 79-81.
[14]冷衍亮. OMNI噴氣織機主要工藝參數設計[J]. 四川紡織科技, 1997(4): 20-23.
[15]禹同娥. 淺析織機打緯機構的設計與分析[J]. 科協論壇(下半月), 2007(6): 13-14.
[16]于學波. PU型片梭織機上機工藝參變數的探討[J]. 遼寧紡織科技, 1990(2): 11-13.
[17]章偉, 王素玲, 牛建設. JAT710噴氣織機引緯系統性能分析與利用[J]. 中原工學院學報, 2006, 17(3): 25-30.
[18]梁平. 畢加諾DELTA型噴氣織機氣動系統作用分析[J]. 四川紡織科技, 2000(5): 40-43.
[19]王鴻博, 陳馨. 噴氣織機織制彈力細布的實踐[J]. 北京紡織, 2001, 22(2): 27-29.
[20]李斯湖, 沈敏, 白聰, 等. 噴氣織機輔助噴嘴結構參數對流場特性的影響[J]. 紡織學報, 2019, 40(11): 161-167.
Abstract:?? In view of the importance of warp position line configuration in air-jet loom weaving production, this paper takes the laboratory JAT810 Toyota air-jet loom as an example to study the influence of warp position line on weaving efficiency and fabric quality. First of all, the warp position line is quantified. By adjusting the parameters of warp position line, the change of shed shape is analyzed, and the change of upper and lower warp tension and fabric tightness is calculated, and the influence of warp position line parameter change on weaving efficiency and fabric quality is analyzed. The results show that the weft density of the fabric increases, and the weft tightness Ew and the total tightness of the fabric increase with the increase of the back beam height, the decrease of the shed height and the increase of the shed length. It indicates that the higher the back beam is, the better the fabric tightness is. The research has a certain reference significance for the configuration of warp position line in air-jet loom weaving.
Key words: air jet loom; warp position line; warp tension; weaving efficiency; fabric quality