海底管線用高頻焊管焊縫常見缺陷及超聲波檢測辨識方法
2021-04-07 07:42:02李虎昌李靖龍王海峰焦振峰馮清振
焊管 2021年2期
李虎昌, 李靖龍, 王海峰, 焦振峰, 馮清振
(海油發展珠海管道工程有限公司, 廣東 珠海519000)
0 前 言
隨著海上石油天然氣的開發利用, HFW 焊管已普遍應用于海底石油天然氣輸送管道。 目前, 小直徑 (Φ219~610 mm) 海底管線大部分使用HFW 焊管, 壁厚為11.1~19.1 mm, 材質一般為X65MO。 由于HFW 焊管的成型及焊接方式, 焊縫中易存在裂紋、 未熔合、 組織不均勻(氧化物夾雜、 焊縫條狀物分布過多) 等缺陷。另外, 在HFW 成型焊接過程中, 局部焊縫熱影響區偏析等缺欠可能導致裂紋萌生。
通過超聲波檢測方法可以基本辨識HFW 焊管焊縫的缺陷性質、 分布狀態, 進而判斷缺陷產生的原因, 以此指導生產。 鑒于HFW 焊管的特點, 焊管生產企業在檢測過程中不能僅局限于相關標準 (如API SPEC 5L、 DNV-OS-F101) 的基本要求, 應提高超聲波檢測驗收標準, 以確保產品質量, 保障海底管線安全穩定運行。
1 焊縫超聲波檢測標準要求及其局限性
API SPEC 5L 和DNV-OS-F101 標準中, 海底管線用HFW 焊管焊縫超聲波檢測的要求為N5 刻槽或Φ1.6 mm 通孔為驗收標準, 回波高度100%為基準靈敏度, HFW 焊管生產線一般配置在線及離線超聲波檢測系統。 檢測用超聲波探頭一般為K1, 此探頭對根部未焊透及開口型裂紋檢測靈敏度高, 對于HFW 焊管焊縫熔合線未開口型微裂紋、 氧化物夾雜等壁厚中間部位的缺陷靈敏度偏低, 此類缺陷往往選擇K2 探頭。
在實際的超聲波檢測中會遇到小于基準靈敏度的缺陷反射波, 如基準靈敏度30%或者50%波高的缺陷反射波。 由于HFW 焊管的特點, 這部分低于基準靈敏度的缺陷性質可能比較嚴重,這類缺陷大多數是氧化物夾雜類缺陷, 即沿焊縫熔合線的氧化物沒有被擠出, 或是壁厚中間部位熔合線上的微裂紋, 這種微裂紋兩端延伸處往往伴隨著斷續的氧化物夾雜。 這類缺陷導致焊縫脆性增加, 降低焊縫的韌性。 但由于檢測過程中超聲反射回波沒有超標, 往往容易被忽視, 導致缺陷漏檢。 具有該缺陷的管道在實際使用過程中由于焊縫韌性較低, 微小裂紋會快速生長, 導致焊縫開裂。 因此, API SPEC 5L 及DNV-OS-F101標準在HFW 焊管焊縫檢測方面的要求具有一定的局限性。
2 HFW 焊管焊縫缺陷類型及檢測辨識方法
2.1 HFW 焊管焊縫缺陷類型
HFW 焊管焊縫缺陷一般為焊縫熔合線裂紋、母材偏析分層、 表面翹邊及熔合線組織不均勻等, 缺陷類型如圖1 所示。
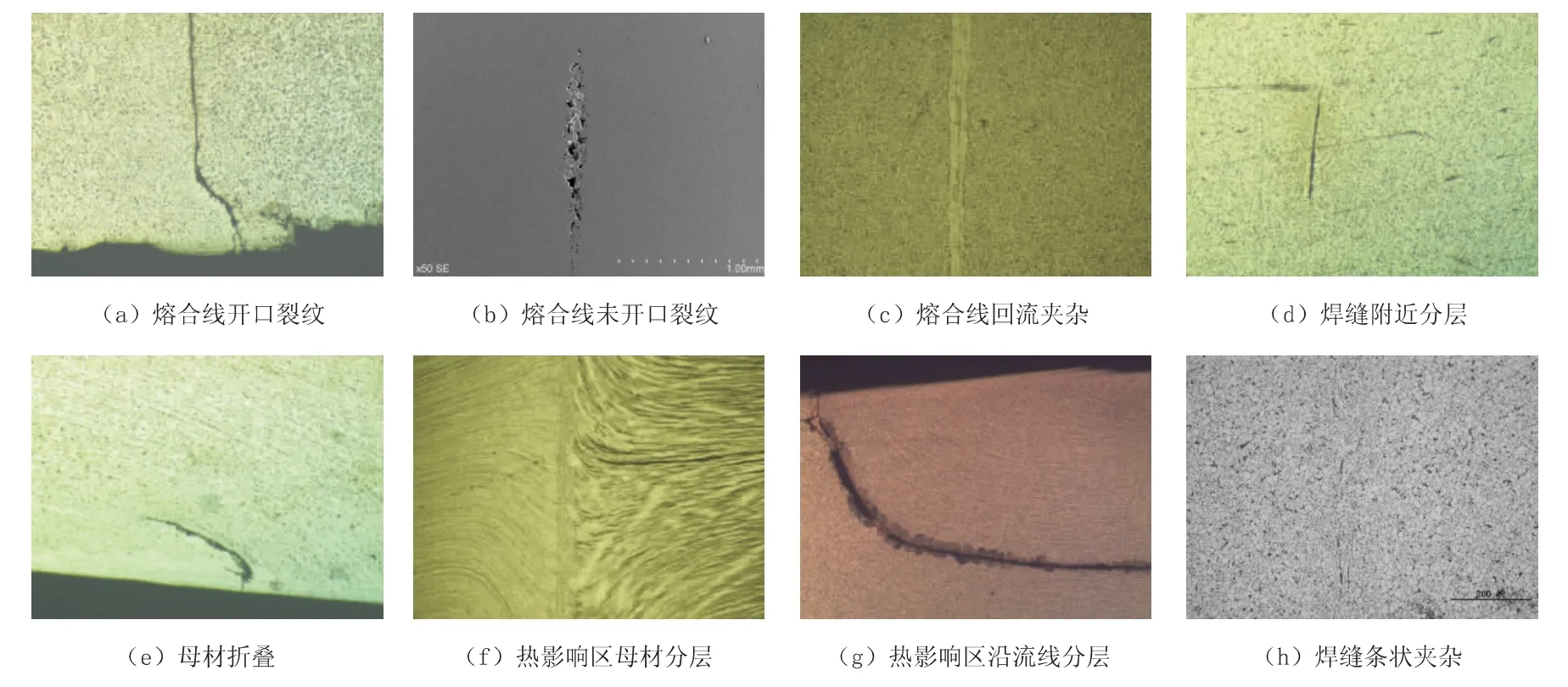
圖1 HFW 焊管焊縫缺陷類型
2.2 手工超聲波檢測靈敏度調整及缺陷定位簡易方法
手工超聲波檢測探頭選擇K1 和K2 兩種,厚壁小直徑焊管一般選擇用K1 探頭, 薄壁大直徑焊管選擇K2 探頭。 自動超聲波檢測均采用K1 探頭, 如美國GE、 加拿大InspecTech 自動超聲波檢測系統等。 同時, 探頭采用不同規格的探頭靴或耐磨層提高檢測時的耦合效果。 手工超聲波檢測用探頭與鋼管接觸部位始終和鋼管的弧度保持一致。 自動超聲波檢測系統發現缺陷后, 應用手工超聲波檢測進行復檢確認。
HFW 焊管焊縫手工超聲波檢測時, 回波位置如圖2 所示。 在檢測前應對手探儀檢測靈敏度進行調校, 以N5 刻槽檢測靈敏度為基準。 探頭對準對比試塊的內刻槽, 將N5 刻槽回波高度增益到100%, 調整水平移位將回波調整到適當位置(見圖2 (a)), 此時位置為內表面缺陷回波位置。在增益不變的情況下, 將探頭對準外刻槽, 記錄外刻槽回波高度, 即為外刻槽靈敏度, 此時的回波位置即是鋼管檢測過程中外表面缺陷回波位置(見圖2 (b))。 在檢測過程中, 水平位置50~70 即為壁厚方向的掃查范圍(見圖2 (c)), 可根據缺陷回波的位置判斷缺陷在壁厚方向的分布, 但在檢測過程中應考慮到部分HFW 焊管焊縫增厚、錯邊和殘余內毛刺現象。
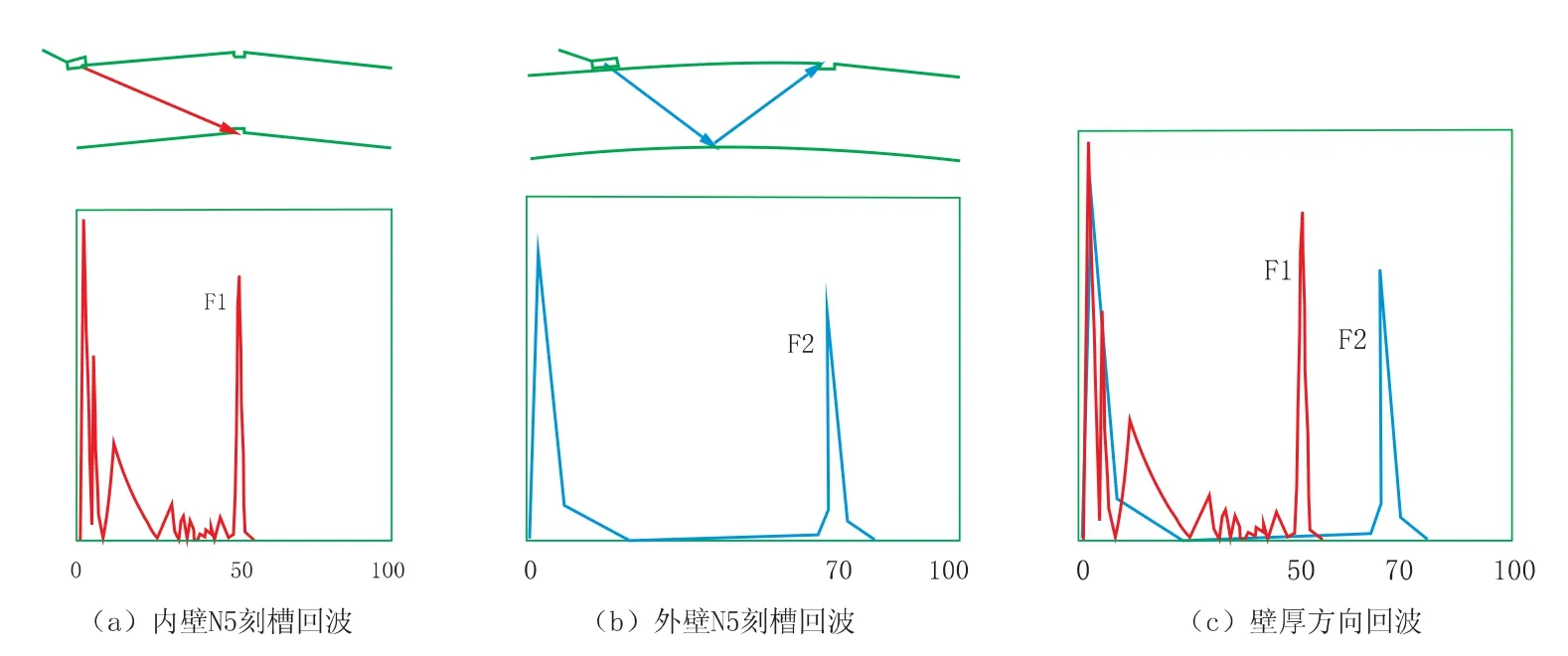
圖2 手工超聲波檢測回波位置示意圖
在實際的檢測過程中, 掃查靈敏度應提高6 dB, 以防止缺陷漏檢。 當發現缺陷回波時, 應針對缺陷回波位置兩側分別進行檢測, 兩探頭的水平中間位置即為缺陷的水平位置, 這種方法比較直觀, 可在外表面直接定位缺陷的水平位置。
2.3 焊縫缺陷性質辨識方法
(1) 熔合線延伸至焊縫表面及近表面裂紋(見圖1 (a))。 超聲波檢測焊縫兩側回波高度基本一致, 通過水平定位, 可確定缺陷位于焊縫中心線上, 該類缺陷如果在外表面或近外表面, 通過超聲波定位后可用磁粉探傷方法進一步確認,此類缺陷磁痕是一條連續或斷續平齊的直線。
(2) 熔合線未開口裂紋, 即壁厚中間部位裂紋類缺陷 (見圖1 (b))。 此類缺陷超聲回波一致, 通過金相檢測發現此類裂紋兩端沿著熔合線有明顯的氧化夾雜物, 將導致焊縫脆性提高, 韌性下降, 存在較大的安全隱患。 部分此類缺陷回波較小, 如熔合線上的微裂紋, 往往沒有達到N5 刻槽的報警極限, 在實際檢測工作中對于此類缺陷應判為不合格。
(3) 氧化物夾雜類缺陷(見圖1 (c))。 此類缺陷超聲回波靈敏度很低, 往往只有基準靈敏度的20%~30%左右, 極易被忽略, 但此類缺陷危害程度與裂紋類缺陷一樣嚴重。 在鋼管外表面做磁粉檢測時, 會發現沿著焊縫有一條較淺且平齊的直線磁痕。 對于此類缺陷, 可先通過在線超聲波檢測位置, 再用手工超聲波檢測, 適當提高檢測靈敏度, 在批量生產前進行檢測排除, 避免出現批量不合格, 必要時可通過金相檢測進一步確認。
(4) 熱影響區母材分層類缺陷(見圖1 (d) ~圖1 (h))。 鋼帶壁厚中心部位存在著不同程度的偏析現象, 在鋼帶成型焊接過程中, 部分較嚴重的偏析就會沿著焊縫兩側的流線裂開形成裂紋, 或者形成部分沒有裂開的較嚴重的偏析缺陷。 超聲波檢測會有很明顯的檢測回波, 但焊縫兩側的缺陷回波高度不一致。 由于該類缺陷位于焊縫熱影響區附近, 很容易與焊縫缺陷相混淆。當采用斜探頭發現此類缺陷時, 可通過單晶直探頭或雙晶直探頭檢測缺陷回波相應位置, 會有明顯的分層回波, 且該分層有一定的面積特征。
3 結束語
HFW 鋼管焊接質量與原料質量、 焊接工藝、成型設備均有關, 為了確保海底管線用HFW 焊管的質量, 在超聲波自動檢測過程中, 掃查靈敏度應提高6 dB, 對可疑缺陷再用手工探傷方式進行定位和定性, 確認缺陷的性質。 首批鋼管生產過程中, 應在熱處理工序之前, 用手工超聲波檢測方法對焊縫進行檢測, 同時用磁粉檢測方法相配合, 對焊縫裂紋、 氧化物夾雜等缺陷進行檢測。 尤其應重視低于基準靈敏度的缺陷回波, 如有必要可取金相試樣做進一步的分析確認, 不能僅局限于API SPEC 5L 及DNV-OS-F101 標準要求的基準靈敏度。 同時, 應對原材料邊部重點部位進行裂紋、 偏析等缺陷檢測。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
設備管理與維修(2015年12期)2015-04-09 06:57:24