二極管焊接加固工藝改進方法研究
2021-04-07 07:20:02花文波王旭東楊彪
科技風 2021年9期
花文波 王旭東 楊彪
摘 要:為研究接口模塊復位異常導致系統無法啟動故障,通過復位機理分析,建立復位二極管斷裂故障樹,分析故障原因并對分析結果進行試驗和故障復現。結果表明:玻殼二極管電裝過程中的點紅膠工藝,在高低溫交替過程中,因玻殼和紅膠膨脹系數差異較大,紅膠會對玻殼產生溫度應力,最終導致玻殼斷裂。改進的電裝去紅膠工藝,經多次高低溫循環試驗驗證,改進措施有效。
關鍵詞:復位;FPGA;工藝改進;故障樹;異常
中圖分類號:TP302文獻標識碼:A
1 緒論
接口模塊用于完成數據的采集、處理和計算等,是一種多應用模式、多種操作系統并存的統型模塊[1-2]。根據應用場景和功能要求、質量屬性等,每類操作系統會根據當前特定需求、采用不同軟件架構來實現[3]。隨著操作系統種類多、規模大、軟件重載,產品復位在系統中作用越來越大。
復位就是系統初始化到一個確定的狀態,穩定后撤銷;或異常時使系統恢復正常工作[4-5]。
接口模塊在應用過程中因復位異常產生無法啟動故障,建立失效器件故障樹,對故障樹各個分支進行分析,提出改進方法,試驗驗證改進措施有效,對提高航空接口模塊產品可靠性,降低地面系統聯試故障率、減少飛機在執行任務時報故有重大意義。
2 接口模塊復位機理
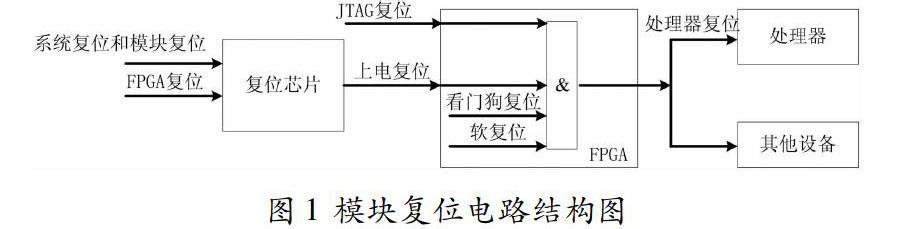
接口模塊復位電路如圖1所示,復位芯片的前端輸入信號由FPGA和模塊硬件復位信號的“與電路”提供,硬件復位經復位芯片輸出得到上電復位信號,輸出至FPGA,經邏輯控制輸出至CPU以及其他芯片。
接口模塊加電工作時,產品無法正常啟動,通過測量,發現FPGA在邏輯加載之后,二極管DONE信號先高后低再高,低電平持續200ms,說明FPGA加載完成后發出的復位信號正常,測量模塊硬件復位信號為3.3V常高,說明無復位信號輸入,FPGA復位對應的二極管故障,導致內部復位信號無法傳輸,放大鏡下觀察二極管焊接情況,發現二極管表面有明顯裂紋。
3 二極管斷裂故障樹
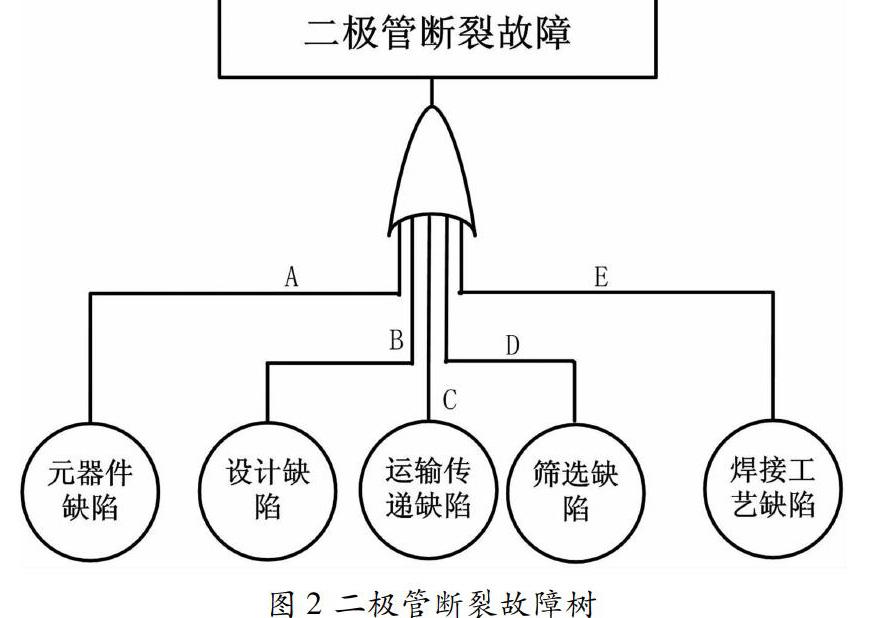
故障樹在分析系統故障模式、查薄弱環節、指導故障維修等工作具有重要的參考價值[6]。自上而下尋找直接和間接原因,并進行分析計算。體現了研究問題的系統性、準確性和預測性[7]。可能導致二極管斷裂的故障樹如圖2所示。
4 二極管故障分析
4.1 元器件缺陷
二極管送失效分析,分析結果:器件電特性正常。因此排除電應力影響,分析結論:在使用中引入異常機械應力,導致玻封體局部產生裂紋,在后續環境應力作用下,二極管玻封體斷裂開路而失效。
經廠家清查,該型號表貼二極管產品年供貨約20萬只。2014年1月起至今,其他使用單位未反饋二極管斷裂故障。廠家對器件的生產過程進行清查,清查結果:在人、機、料、法、環、測等環節均合格。
4.2 設計缺陷
二極管焊接位置周邊空余區域較大,并不與其他器件產生干涉。模擬功能振動,通過建模與仿真,二極管中心振動應力最大為2.1MPa。二極管采用玻璃材料封裝,抗拉極限為40MPa,最小安全系數19,滿足功能振動環境要求。通過以上分析和仿真,排除設計缺陷導致二極管受外部機械應力產生斷裂。
4.3 運輸過程缺陷
產品入所后,所內對二極管按照《電子元器件入所復檢規范》進行入所復檢,對同批大于10支的數量抽取10支進行外觀檢查,檢查采用目視或根據需要使用放大鏡觀察,包括引線、封裝體,檢查損傷、變形、裂縫、剝層、溝痕和空洞等缺陷。該型號二極管自使用以來在入所復檢中未發生外觀不合格情況。排除運輸過程造成器件缺陷。
4.4 篩選過程缺陷
所內二次篩選按照《電子元器件二次篩選規范》進行,檢驗項目包括:外觀初查、常溫初測、溫度循環、常溫中測、高溫反偏老煉、功率老煉、老煉后測試、外觀復查。通過清查二篩過程各項試驗條件及操作規程等,未發現有可能對二極管產生損傷的隱患,因此排除篩選過程造成缺陷。
4.5 焊接缺陷
可能影響二極管器件斷裂的因素包括人員、焊接工藝、焊接工具、焊接材料、人員操作、環境五方面因素。
人員情況,通過對焊接工序人員核查,人員均持持證上崗,未發現違規操作現象。
焊接工藝文件齊全,為現行有效工藝文件,同期產品電裝均采用回流焊接工藝,由于2016年前的回流焊接熱風不可精細控制,圓柱形器件在焊接后易產生偏移、掉器件等問題,按照焊接規范要求,二極管焊接時需通過紅色貼片膠固定后再進行回流焊接。該點膠工藝屬于電裝基礎工藝,可提高焊接可靠性,該工藝主要針對表貼電阻、電容、二極管等小型表貼器件,是通用表面組裝工藝方法,至今其他器件均未發生類似情況。2016年后新組建的回流設備可提高回流爐內熱風穩定性,可保證表貼器件不經點膠固定,就能達到不偏移、掉落等缺陷,因此,2016年6月更改了新的工藝文件,刪除了點膠工序。該產品已發生5起二極管斷裂故障,均因二極管點紅膠發生斷裂,因此,點紅膠是造成二極管出現應力斷裂的原因。
斷裂二極管端口分析無三防漆,焊接設備均在檢測有效期內,設備焊接條件、狀態和檢測記錄正常,生產環境在標準要求的范圍內,因此排除其影響。焊接過后的二極管均進行AOI自動光學檢測和人工目檢,清查檢驗記錄和試驗記錄,產品合格。
5 故障機理及驗證試驗
查詢紅膠手冊,手冊中描述,當25℃(室溫)~70℃時,紅膠的膨脹系數為50K-1,在90℃~150℃時,膨脹系數為160K-1。二極管的玻殼熱膨脹系數為8.9~9.5K-1(30℃~380℃范圍),二者相差較大,熱匹配失衡。
二極管焊接前,管殼下方點有紅膠,在后續使用或試驗過程中伴隨著溫度交替變化(二極管正常工作溫度范圍:-55℃~150℃)。因紅膠與玻殼熱膨脹系數相差較大,在溫度交替過程中紅膠會對玻殼產生較大應力,最終導致玻殼斷裂。
驗證一:試驗條件-55℃~100℃,同批同篩器件進行150次溫度循環,每50次循環觀察產品狀態,驗證數量100只,結果工裝1點膠失效1只,工裝2不點膠失效0只。
驗證二:對廠家二極管進行四組試驗,每組各100只二極管,試驗條件為:-55℃~100℃,進行500次溫度循環,每50次溫循后觀察器件狀態,結果試驗1點膠、三防工藝失效1只,試驗2點膠失效2只,試驗3不點膠失效0只,試驗4加倍點膠量失效1只。
驗證結果:二極管點紅膠后,在溫度交替過程中因紅膠與玻殼熱膨脹系數相差較大,紅膠對玻殼產生較大應力,最終導致玻殼斷裂。
6 改進措施
針對以上故障原因,接口模塊采用以下方法進行改進:
(1)優化焊接工藝,對玻殼二極管焊接不再使用紅色貼片膠固定二極管;
(2)舉一反三,清查已交付的二極管點紅膠產品,對因故障返修的模塊全部落實更改,也可在外場直接更改。
7 結語
某種接口模塊在使用中出現因復位異常導致系統無法正常啟動故障,通過復位機理分析,建立復位二極管斷裂故障樹,對故障分支進行分析,確定二極管故障是因點紅膠后,溫度交替過程中,玻殼二極管和紅膠因膨脹系數不同,紅膠對玻殼產生較大應力,最終導致二極管玻殼斷裂。通過機理分析和制定不同試驗條件試驗驗證,二極管斷裂故障均能復現,最后優化焊接工藝,去除玻殼二極管點膠工藝,同時對其他產品舉一反三,改進方法經驗證有效,能夠預防和避免同類故障重復發生,提高了產品可靠性,降低維修成本和試驗費用,在工程應用中能夠起到重要的指導意義。
參考文獻:
[1]陳云,陳恩耀,劉國斌,左麗麗,劉偉.FPGA中關于復位的設計和研究[J].數字技術與應用,2018,36(3):182-184.
[2]司煥麗,胡楊川.一種適用于SoC的時鐘復位管理電路設計[J].通信技術,2013,46(12):104-106.
[3]孫國志,寧寧,張弛.一種片上系統復位電路的設計[J].電子技術應用,2012,38(12):32-35.
[4]任思偉,唐代飛,祝曉笑,劉昌舉,劉戈揚,翟江皞.基于片上系統的時鐘復位設計[J].半導體光電,2017,38(2):293-298.
[5]王迷迷,王斌,操鳳萍,鄭英.實時在線嵌入式系統復位設計[J].計算機工程與科學,2015,37(5):1019-1023.
[6]徐丙鳳,黃志球,胡軍,等.一種狀態事件故障樹的時間特性分析方法[J].軟件學報,2015,26(2):427-446.
[7]李莎莎,崔鐵軍,馬云東.基于空間故障樹理論的系統可靠性評估方法研究[J].中國安全生產科學技術,2015,11(6):68-74.
作者簡介:花文波(1986— ),男,漢族,陜西西安人,工程師,研究方向為計算機應用。