高壓電纜附件鉛封工藝的改進
2021-04-08 05:01:48周長城趙海軍
東北電力技術 2021年2期
周長城,趙海軍,任 萍
(沈陽古河電纜有限公司,遼寧 沈陽 110115)
隨著我國電力需求的快速發展,高壓XLPE電纜系統在城市輸電工程中的應用越來越多[1-2],隨之電纜系統的故障也相應增多。據統計,電纜系統故障中由于施工安裝造成的占比35.5%,而電纜附件故障中由于施工安裝造成的占比約49.3%,由此可見,電纜本體和附件的安裝質量缺陷是導致高壓電纜系統故障的主要原因。
電纜附件的安裝質量缺陷主要有附件安裝尺寸與設計圖紙不一致、電纜絕緣處理有缺陷、安裝中有雜質混入或界面壓力不均衡、尾管電氣連接處理(鉛封或銅編織帶)不良等。近幾年,對于高壓電纜尾管電氣連接處理(鉛封或銅編織帶)不良的問題越來越多,文獻[3]報道220 kV電纜終端因鉛封工藝存在缺陷,引起電纜終端尾管與電纜金屬護套分離,最終導致電纜終端尾管與主絕緣擊穿,對未擊穿的另外兩相檢查發現鉛封厚度不足,工藝較差。文獻[4]報道110 kV電纜終端尾管與鋁護套之間銅編織線存在假焊,鋁護套接地失效,最終導致擊穿。文獻[5]報道110 kV戶外終端通過鉛封來封堵終端內硅油,由于安裝人員技術不熟練或未嚴格按照工藝制作如揉鉛不充分、鉛封前未打磨尾管表面等造成鉛封不合格導致漏油。
鉛封導致的擊穿故障和運行線路檢測發現的鉛封異常現象基本都是由鉛封工藝不足或安裝人員鉛封技術不熟練造成,本文對現行鉛封工藝進行改進、完善,并應用完善后的工藝對電纜附件安裝人員進行培訓和考核,從根本上杜絕鉛封施工不良,保證高壓電纜線路的運行。
1 鉛封部位的不良現象和檢測方法
1.1 鉛封不良現象
由于鉛封工藝不完善和安裝人員鉛封技術不熟練,易造成以下不良現象。
1.1.1 鉛封厚度不足
電纜終端鉛封部位厚度未達到工藝要求,運行一段時間導致鉛封與電纜鋁護套斷開,如圖1所示。

圖1 封鉛厚度不足導致開裂
1.1.2 鉛封與鋁護套假焊
鉛封時未對鋁護套進行去氧化層處理,導致鉛封與鋁護套之間粘接不良存在假焊現象,如圖2所示。

圖2 封鉛粘接不良
1.1.3 鉛封處開裂
鉛封在操作完成后未完全冷卻,移動電纜、撤掉固定電纜的繩索或使電纜附件受外力,這樣易導致鉛封開裂,如圖3所示。

圖3 移動電纜使鉛封開裂
1.1.4 鉛封時過熱
鉛封時需要使用煤氣噴槍,火焰溫度高達1600 ℃,若控制不好或鉛封時間過長,容易對電纜本體造成傷害,如圖4所示,嚴重影響電纜絕緣的使用壽命。

圖4 鉛封過熱導致阻水帶破壞
在線路運行過程中,可以根據現行檢測方法發現以上異常時及時進行消缺處理,避免發生擊穿故障。
1.2 檢測方法
對于以上鉛封不良現象,可以根據國網公司企業標準Q/GWD 11316—2014《電力電纜線路試驗規程》對運行線路定期進行紅外測溫和接地電流檢測。
紅外測溫[6]如發現外部金屬連接的同部位相間溫度差超過6 ℃應加強監測;超過10 ℃,應停電檢查。
接地電流檢測應同時滿足以下3個條件:接地電流絕對值小于100 A;接地電流與負荷電流比值小于20%,與歷史數據比較無明顯變化;單相接地電流最大值與最小值的比值小于3。
通過對紅外測溫和接地電流檢測數據的分析和對比,識別鉛封部位是否存在異常。存在異常時,可以應用渦流探傷法有效檢測鉛封部位異常原因,如裂紋、孔洞、開裂等[7]。
應用以上檢測方法定期對運行線路檢測可以發現鉛封異常,但最根本的解決方法是完善鉛封工藝和加強安裝人員對鉛封工藝的理解和操作。
2 鉛封工藝改進
鉛封作為高壓電纜附件現場安裝的關鍵技術之一,其質量直接影響到高壓電纜的安全穩定運行。根據上面幾種鉛封的不良現象,對鉛封工藝進行改進、完善。
2.1 預封鉛
2.1.1 預封鉛的目的
a.由于電纜鋁護套為波紋型,存在波峰和波谷,且鋁表面容易氧化形成Al2O3薄膜,而Al2O3與鉛合金的粘合性不是很好。若直接在尾管和鋁護套上進行鉛封處理,由于操作空間和時間的限制,不能很好的將鉛合金與鋁護套粘接在一起,易形成假焊。
b.煤氣噴槍火焰剛接觸鋁護套瞬間最高溫度可達180 ℃,如圖5所示,是整個鉛封處理中溫度最高的,應盡可能縮短煤氣噴槍火焰直接與鋁護套的接觸時間。
c.預封鉛時間短,不易損傷電纜主絕緣,由于預封鉛有一定厚度,后續鉛封過程中延緩溫度的傳導,保護電纜主絕緣。
因此建議在鋁護套切割前先在鋁護套上進行預封鉛處理。

圖5 鉛封最高溫度
2.1.2 預封鉛
去除電纜外護套并擦去鋁護套表面的瀝青后,首先進行打底焊操作。用鋼刷打磨鋁護套徹底去除預封鉛區域表面的氧化層,用煤氣噴槍火焰均勻加熱預封鉛區域的表面和鋁焊條端部,將熔化狀態的鋁焊條沿圓周方向往復涂敷在預鉛封表面,應做到“二涂三刷”。
打底焊之后可以采用觸鉛法或澆鉛法[8]進行預封鉛,用煤氣噴槍將電纜鋁護套加熱,同時熔化鉛焊料使其粘接在鋁護套上,用揩布進行修形。預封鉛厚度高于鋁護套波峰3~5 mm。如圖6所示。
預封鉛過程中溫度監測點不能高于150 ℃,預封鉛時間易控制在15 min內。

圖6 預封鉛
2.2 鉛封
電纜附件主件安裝后,進行電纜鋁護套與電纜附件尾管之間鉛封操作。鉛封前在尾管與預封鉛間隙中放置鉛墊保證電纜居中,這樣可以使橡膠絕緣體在銅殼的正中或使帶彈簧壓緊裝置的應力錐界面壓力均衡,如圖7所示。

圖7 放入鉛墊
鉛封過程分2層完成,如圖8所示。第1層厚度控制在5 mm左右,該層起密封作用。將鉛焊料熔化在揩布上,將尾管和預封鉛部位加熱使其溫度與熔化鉛焊料溫度接近,將熔化的鉛焊料揉貼于封鉛部位,用該方法密封一圈。該層鉛封應粘接良好,不應混入雜質和殘留氣隙。

圖8 鉛封尺寸示意圖
第2層厚度控制在8 mm左右,該層起機械加強作用。用煤氣噴槍將尾管,第1層封鉛和預封鉛加熱,將融化的鉛焊料揉貼于封鉛部位并完成整圈封鉛,并手工修形。
整體鉛封厚度不小于12 mm,外觀抹鉛條理清晰,外形呈蘋果狀,應保證四周厚度相同,如圖9所示。鉛封與尾管和預封鉛之間粘接良好,不存在假焊、雜質和氣隙[9]。整個鉛封過程溫度監測點不能高于150 ℃,鉛封時間易控制在30 min內(監測點改到80 mm)。
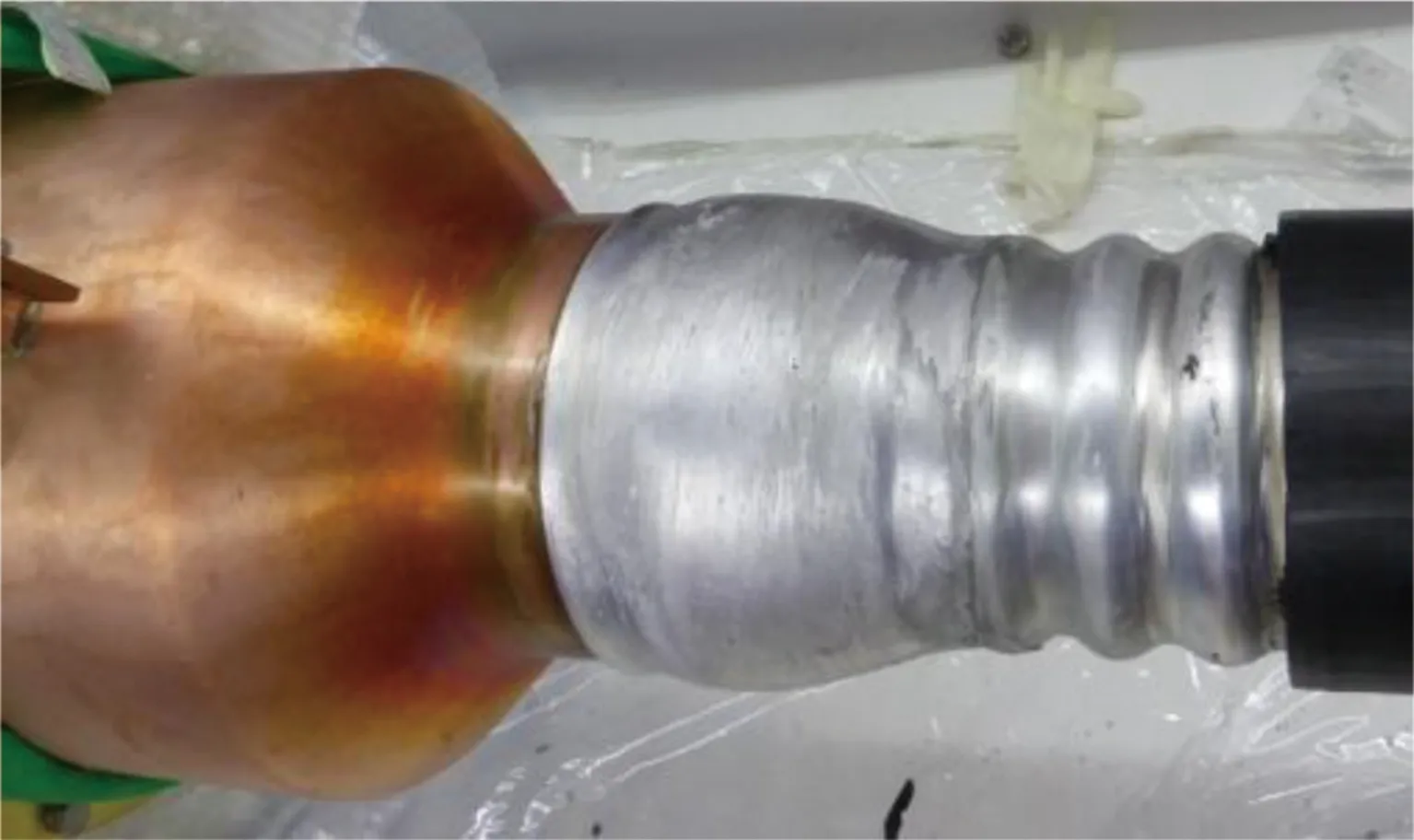
圖9 鉛封
2.3 鉛封部位的保護
根據國網十八項反措要求,在鉛封外部焊接不小于地線截面的銅編織線連接尾管與金屬護套,如圖10所示。
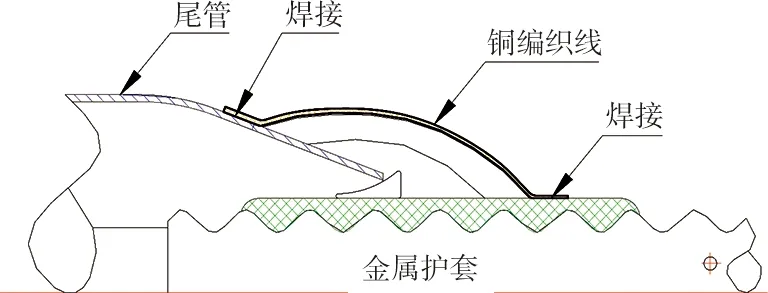
圖10 鉛封處焊接編制線示意圖
為了加強鉛封部位的強度在鉛封部位外部纏繞4層環氧樹脂玻璃布帶。
2.4 冷卻和移動
鉛封結束后應用硬脂酸均勻涂抹鉛封表面使之冷卻或自然冷卻,待鉛封區域溫度達到周圍環境溫度時方可移動電纜(冷卻、靜放時間不小于1 h)。
3 鉛封工藝的培訓和考核
根據完善后的鉛封工藝對14名從事電纜附件的安裝人員進行理論和實際培訓、并進行初步考核。考核過程中全程用控溫表進行測溫,并記錄預封鉛和鉛封時間,待鉛封完全冷卻后將鉛封部位沿軸向和徑向切開,檢查鉛封斷面是否存在氣隙,如圖11、圖12所示。考核結果如表1所示。

圖11 鉛封斷面密實

圖12 預封鉛與鋁護套存在氣隙
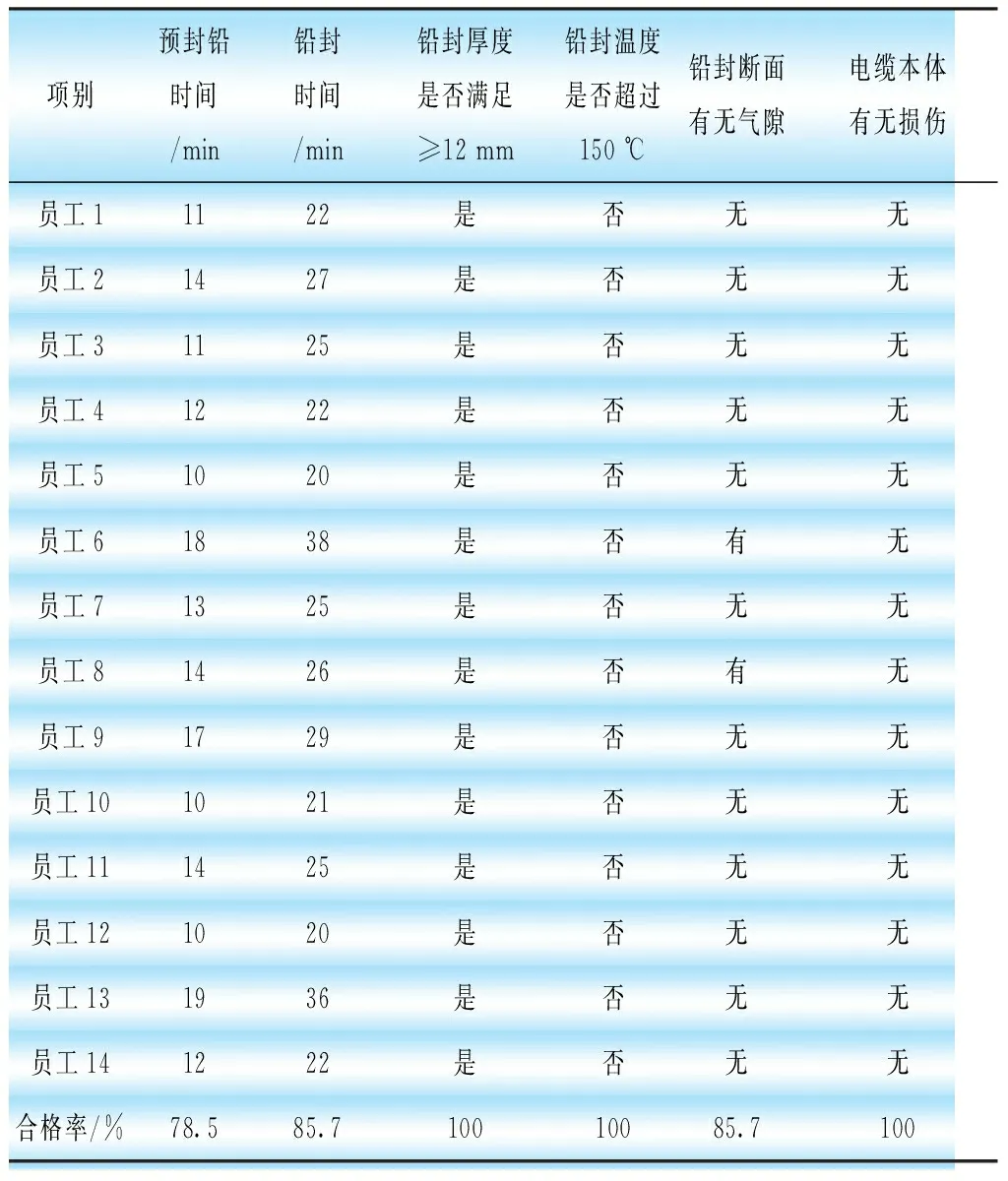
表1 鉛封工藝考核結果
從鉛封的培訓和考核結果來看,鉛封時間合格率在78.5%以上,鉛封斷面處密實的合格率達到85.7%,隨著安裝人員不斷對工藝的理解和大量實際操作后,能從根本上杜絕鉛封厚度不足、假焊、鉛封過熱等不良現象。
4 結論
針對由鉛封導致的擊穿故障和運行線路檢測發現的鉛封異常,對現行鉛封工藝進行改進、完善,并對安裝人員進行考核。
a.通過預封鉛和鉛封2個過程來實現電纜附件尾管與電纜鋁護套的電氣連接。
b.預封鉛和鉛封過程溫度不超過150 ℃,時間分別控制在15 min和30 min以內。
c.鉛封后至少冷卻1 h,才能移動電纜。
d.用完善后的鉛封工藝對安裝人員進行培訓和初步考核,鉛封時間合格率在78.5%以上,鉛封斷面處密實的合格率達到85.7%。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52