數控火焰切割機智能高度調控裝置的研究
2021-04-08 12:25:38閆偉
機械管理開發 2021年1期
閆 偉
(西山煤電(集團)有限責任公司機電廠, 山西 太原 030053)
引言
數控火焰切割機是一種集機、電、氣于一體的自動切割設備,主要包括數控系統、切割系統、高度調節系統和驅動系統,是鋼材加工的核心設備,在切割機工作過程中需要根據實際需求不斷地調節高度,以滿足不同形狀板材的切割需求。隨著應用范圍的不斷拓展,對板材的切割精度要求不斷提高。但由于切割時高速氣流的影響,現有的切割機控制系統在工作過程中存在著調節精度低、滯后性大等不足,已經無法適應高精度截割的控制需求。結合智能控制技術的不斷提升,本文提出了一種新的高度調控系統。
1 高度調控系統結構及原理
數控火焰切割機調高系統主要包括感應裝置、控制中心、信號檢測電路、升降電機等,結構緊湊,調節溫度性好,其整體結構如圖1 所示。
由圖1 可知,在數控切割機高度調節系統中,在截割噴嘴(割炬)處設置有一個感應裝置,該感應裝置利用了不同距離時產生的電容Cx不同來確定截割噴嘴和截割鋼板之間的實際距離,然后系統利用信號檢測線路將數據信息傳遞到調高控制中心內,從而確定截割時機。

圖1 切割機高度調控系統結構示意圖
感應裝置檢測到的感應電容的大小和高度調節系統的調節速度有關,若調節速度不足則感應電路監測準確度高,但系統的動態跟蹤響應速度差。若調節速度過快則感應電流監測準確性會出現一定的偏差。因此為了確保調高系統的調節靈敏性和響應速度,采用了差異化的高度調節策略[1],當截割噴嘴和鋼板之間的距離較大時高度調節系統將以較大的速度和加速度進行調節,提高響應速度。當截割噴嘴和鋼板之間的距離較小時則切換到低速進給模式,降低快速調整時對感應電流的影響,提高對截割距離的判斷準確性,提升截割高度調節精度。同時為了減少在截割過程中工件熱變形或者振動導致的截割誤差,在新的控制系統中采用了電容式閉環調節和電壓負反饋調速控制模式,有效提升了調節控制精度和靈敏性。
2 高度調控系統的電容式閉環模糊調節功能
電容式閉環調節的核心是一個位置隨動系統,主要包括了電流截止反饋、電壓截止反饋及位置截止反饋三個部分,在運行過程中系統的位置信息不斷發生變化,其核心要求是隨動位置信息能夠跟隨實際位置的變化而不斷更新并快速輸出,為了保證執行機構對輸出信號反應的靈敏性,執行調高電機一般采用永磁伺服直流電機。
在該電容閉式調節系統中,除了直接讀取電容信號進行高度信息采集外,還增加了雙重位置信息復測邏輯。判別邏輯一是電壓判別,當系統內的電容發生變化后系統內的電壓同樣會發生變化,因此在復測邏輯中增加了對電壓信號的檢測,利用模糊控制的理論,對電壓信號的波動情況進行過濾,能夠有效識別因調高系統速度變化而導致的電壓波動。然后將電壓信號通過A/D 模擬轉換器轉換為精確的數字量控制信號,從而實現對高度的判斷。判別邏輯二是模糊控制調節。在定量調節中,假設設定的高度為d,系統換算出的高度為dx,系統將dx 和d 進行對比,獲取二者的差值e 及偏差變化率ec,然后根據模糊控制邏輯,分別對二者施加一定的量化因子,計算出模糊控制函數E 及EC,然后根據模糊控制規則獲取模糊量化數值U 和此時的輸出控制信號u,實現對切割機高度的模糊控制調節,該電容式閉環模糊調節邏輯如圖2 所示[2]。
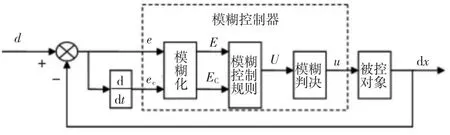
圖2 閉環模糊控制調節邏輯示意圖
3 高度調控系統的電壓負反饋調速功能
依靠人工對高度變化速度調整的方式雖然靈活性高,但調節精度差,滯后性也大。因此本文提出了一種新的電壓負反饋調速控制系統[3],該調速控制原理如圖3 所示,圖中Ui表示系統的電容電壓,Uu表示高度調節機構螺桿轉速的對應電壓信號,Ud表示電樞端電壓值。
該負反饋調速的核心在于以位置電壓信號作為系統的反饋調節控制信號,為了保證系反饋調節信號的精確性,在信號中增加了一個電壓反饋系數r,Uu=rUd,通過該反饋調速系統能夠實現利用截割噴嘴和截割鋼板之間的實際距離來對高度調節速度進行動態閉環調節,從而滿足了“大距離、高速度,小距離、低速度”的反饋調節模式,極大地提升了高度調節的靈敏性和精確性。
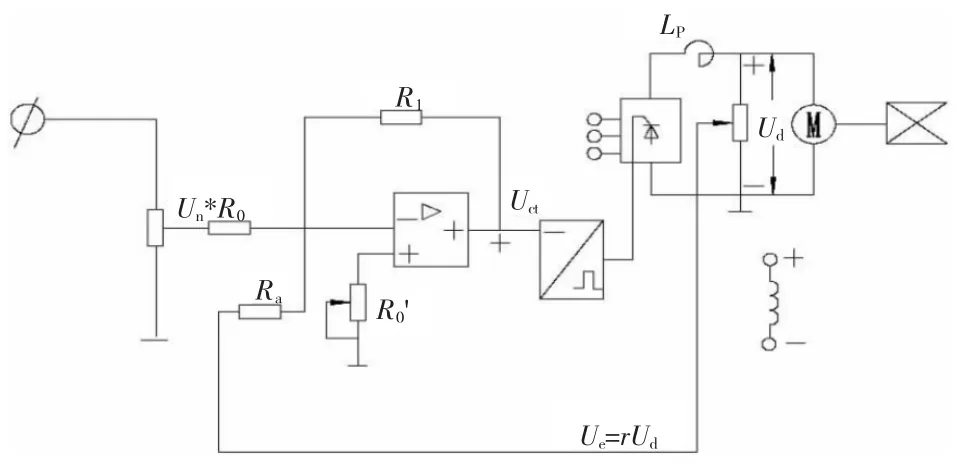
圖3 電壓負反饋調速邏輯示意圖
利用該智能調控裝置對火焰切割機的高度進行調整,根據實際驗證表明系統的高度調節精度由優化前的±9 mm 提升到了優化后的±1.26 mm,精度提升了86%。調節速度由優化前的0.7 m/s 提高到了1.2 m/s,速度提升了72%,顯著提升了切割效率和質量義。
4 結論
1)數控火焰切割機調高系統主要包括感應裝置、控制中心、信號檢測電路、升降電機等,結構緊湊,調節溫度性好。
2)電容式閉環調節的核心是一個位置隨動系統,該系統以閉環模糊控制調節為基礎,實現對截割噴嘴和工件間距離的精確判斷;
3)電壓負反饋調節,利用截割噴嘴和截割鋼板之間的實際距離來對高度調節速度進行動態閉環調節,從而滿足了“大距離、高速度,小距離、低速度”的反饋調節模式。
4)該系統能夠將切割機高度調節精度提升86%以上,將調節速度提升72%,對提升切割效率和質量具有十分重要的意義。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
家庭影院技術(2017年9期)2017-09-26 03:41:45
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25