粉末冶金氣門導桿孔和墊圈座切削特性分析
2021-04-17 02:34:10王西彬
機電產品開發(fā)與創(chuàng)新 2021年2期
文 武, 王西彬, 王 營, 夏 青
(1. 中機生產力促進中心, 北京 100044; 2. 北京理工大學 機械與車輛工程學院, 北京 100081)
0 引言
粉末冶金(PM)[1-2]是將金屬粉末與金屬粉末或金屬粉末與非金屬粉末按需要的比例混合后在模腔中壓制成型[3],然后經過高溫燒結[4-5]和精整[6-7]成為機械零件的工藝,是一種節(jié)材、高效、污染少、適合批量生產的少或無切削加工的制造工藝, 采用該工藝制造的零件有許多重要獨特的優(yōu)點, 特別是它的殘余多孔結構使其具有良好的自潤滑性和隔音性,使其在許多行業(yè)得到廣泛應用,特別是用粉末冶金制成的發(fā)動機氣門座圈具有良好的綜合性能,能滿足其耐磨損、耐腐蝕、抗沖擊的要求。
某設備發(fā)動機氣門導桿孔、 氣門座圈材料為粉末冶金[8-10],硬度為HRC39~43,密度≥7.2g/cm3,其金相組織在未浸蝕狀態(tài)下為細小的微孔和灰色金屬夾雜物, 浸蝕后為微孔+灰色金屬夾雜物+較粗的馬氏體+殘余奧氏體+極少的未溶合金質點。 本實驗針對某裝備發(fā)動機缸蓋氣門導桿孔、墊圈座的加工存在刀具磨損快等問題,研究并解決特種粉末冶金材料切削技術難題[11],分析切削過程中的切削力規(guī)律以及表面粗糙度規(guī)律,確定合適的刀具材料,為后期設計一種深孔加工復合刀具奠定基礎。
1 實驗方案
1.1 實驗設備
機床:C620-3 臥式車床;
測力儀:三向壓電晶體測力儀9257B。
切削刀具:金屬陶瓷刀具刀片FD22 和硬質合金刀片YT726,所選刀具材料的主要性能指標見表1,工作角度見表2。
切削液:實驗采用干切削形式。
切削用量及要求:進給量分別采用0.05mm/r,0.1mm/r,0.16mm/r,0.2mm/r,0.25mm/r;切削深度采用0.1mm,0.2mm;

表1 刀具材料的性能指標
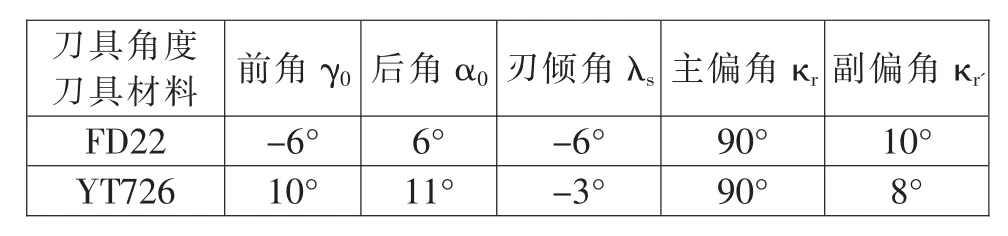
表2 刀具工作角度指標
切削速度:每種切削條件下,YT726 和FD22 的切削速度為62m/min,75m/min,106m/min,125m/min,150m/min。
1.2 切削力測量系統的原理
測量方法是將刀具固定在測力儀上, 測力儀固定在車床工作臺上,如圖1 所示,系統所用的測力儀為三向壓電晶體測力儀Kistler 9257B,電荷放大器為Kistler 5017B(性能參數見表3)。
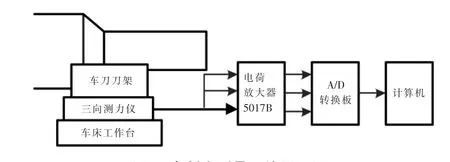
圖1 車削力測量系統原理圖
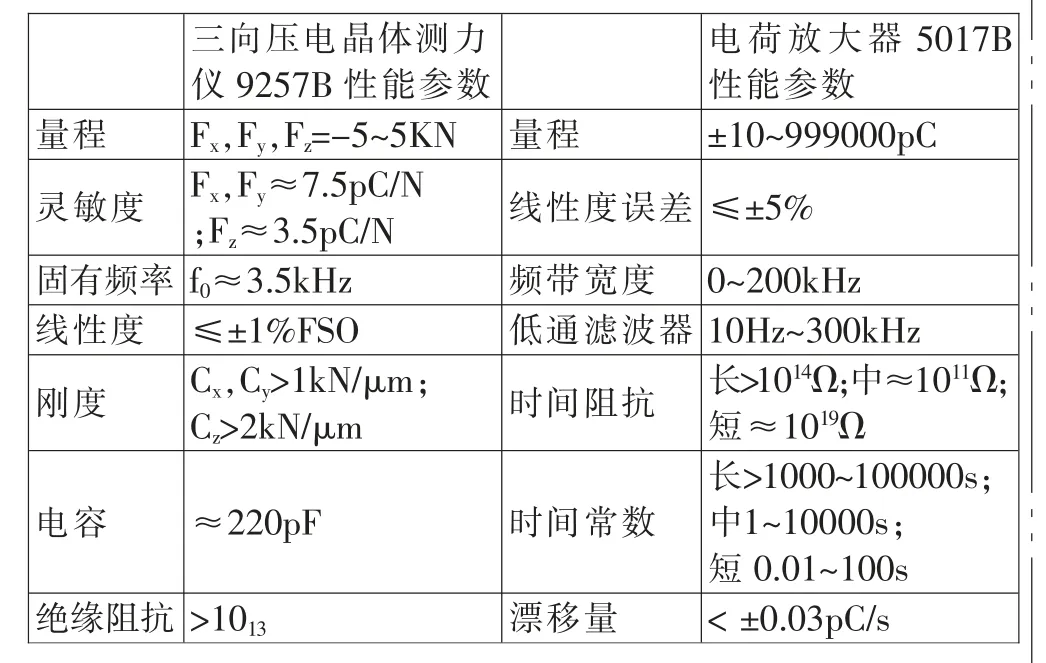
表3 三向壓電晶體測力儀和電荷放大器性能參數
本測量系統具有量程大、剛性好、靈敏度高、動態(tài)響應特性好、頻率響應范圍寬、線性度好、漂移量小、低通濾波性能好等優(yōu)點,能夠滿足銑削力測量的要求。X、Y、Z 三個方向的切削力信號分別經高阻抗的導線輸入到電荷放大器相應的通道中, 由電荷放大器把輸入的信號進行放大,A/D 轉換板把從電荷放大器輸出的模擬信號轉換為數字量信號。 切削過程中產生的力信號首先經過測力儀變成電荷量信號,又經過電荷放大器變成電壓量信號,然后通過采樣板在計算機控制下進行采樣。 采樣的頻率和時間可以通過軟件設定, 為了精確測量銑削力的動態(tài)變化,采用較高的采樣頻率即fs=20kHz,采樣時間為2s。
2 實驗結果
2.1 切削力實驗
圖2 切削條件為:切削速度vc=62m/min,在切削深度ap=0.1mm 和0.2mm 的情況下,改變進給量對主切削力的影響。 圖3 切削條件為:切削深度ap=0.2mm,在進給量f=0.1mm 和0.2mm 的情況下, 改變切削速度對主切削力的影響。 在切削深度ap和進給量f 一定的情況下,主切削力Fz 隨著切削速度vc的增大而減小。在切削速度vc 和切削深度ap一定的情況下, 主切削力Fz隨著進給量f 的增大而增大。
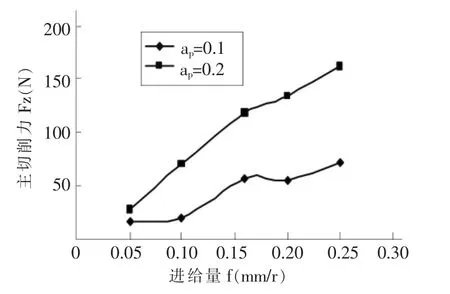
圖2 進給量對主切削力的影響
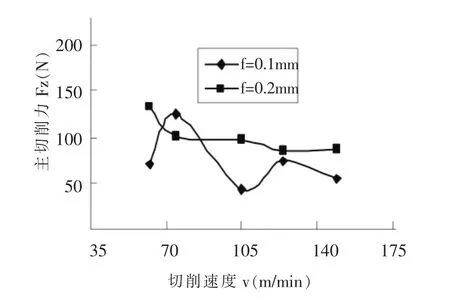
圖3 切削速度對主切削力的影響
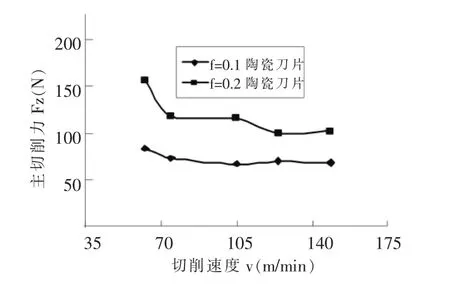
圖4 切削速度對主切削力的影響
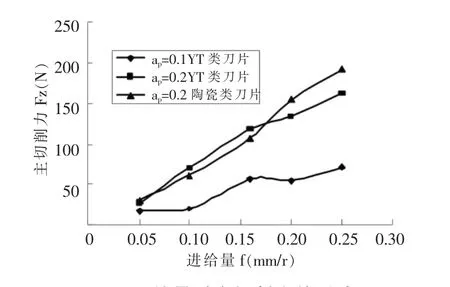
圖5 進給量對主切削力的影響
2.2 表面粗糙度
圖6 切削條件為: 切削深度ap=0.2mm, 在進給量f=0.1mm 的情況下,改變切削速度對主切削力的影響。 圖7切削條件為: 切削深度ap=0.2mm, 在切削速度vc=106m/min 的情況下,改變切削速度對主切削力的影響。
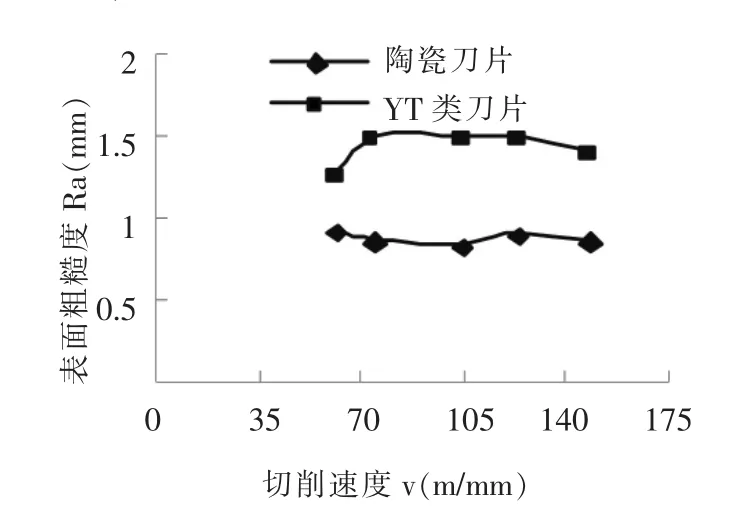
圖6 切削速度對表面粗糙度的影響
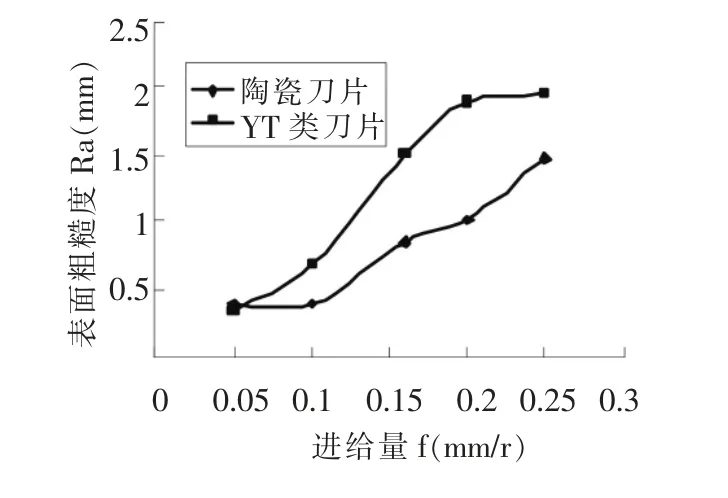
圖7 進給量對表面粗糙度的影響
圖6、7 表明,在同等條件下,用陶瓷刀FD22 加工過的工件的表面粗糙度Ra 值比用硬質合金刀YT726 加工過的工件的表面粗糙度Ra 值小, 所以要想獲得較小的粗糙度,應盡量選用陶瓷刀片。粗糙度的測量結果表明,進給量對加工表面的粗糙度影響比較大,進給量越大粗糙度值越高,而切削速度對表面粗糙度影響較小,金屬陶瓷刀具加工的表面粗糙度明顯低于YT 類硬質合金刀具,主要有兩方面的原因: ①是因為金屬陶瓷刀具采用負前角切削,對加工表面有較強的擠壓作用,改變了粉末冶金材料本身的多孔性結構組織,使加工表面的粗糙度降低;②是因為金屬陶瓷刀具與加工零件之間的摩擦系數較小,使切屑不容易在前刀面上形成滯流層,這也有利于減小表面粗糙度。
3 實驗結論
通過以上的切削力實驗和表面粗糙度實驗, 可以得出以下結論: 在用金屬陶瓷刀具刀片和硬質合金刀片切削加工某設備發(fā)動機氣門座圈粉末冶金材料, 主切削力會隨著進給量和切削深度的增大而增大, 而隨著切削速度的增大而減小; 表面粗糙度值會隨著進給量的增大而增大,而切削速度對表面粗糙度的影響較小;在同等加工條件下,陶瓷刀會比硬質合金刀受更小的切削力,獲得更小的表面粗糙度。在氣門座圈批量化生產過程中,刀片材料選陶瓷刀FD22。
