5A06鋁合金薄板自動(dòng)化焊接工藝研究
2021-04-19 01:36:56賈志欣
世界有色金屬 2021年2期
杜 亮,賈志欣
(天津航天機(jī)電設(shè)備研究所,天津 300000)
5A06是(Mg)為5.8%~6.8%的一種鋁-鎂系合金,其含鎂量最高,是不可熱處理強(qiáng)化的鋁合金,其強(qiáng)度中等,退火時(shí)塑性尚可,易于進(jìn)行氬弧焊、電阻焊、電子束焊、等離子弧焊、攪拌摩擦焊等,退火狀態(tài)的耐腐蝕性良好,冷作硬化可提高強(qiáng)度,但抗應(yīng)力腐蝕性能降低,是航空、航天、國(guó)防工業(yè)中應(yīng)用很廣的一種鋁合金。本文從焊前準(zhǔn)備、焊接方法、焊接材料、焊接規(guī)范、焊后檢查以及缺陷補(bǔ)焊等方面進(jìn)行試驗(yàn)分析,確定了5A06薄板自動(dòng)化焊接合理的工藝流程及其工藝規(guī)范。5A06鋁合金薄板焊接還容易變形。由于鋁的熱導(dǎo)率是鋼的3倍,5A06鋁合金在焊接過程中,不均勻的加熱使得焊縫及其附近的溫度很高,冷卻后,焊縫就產(chǎn)生了不同程度的收縮和內(nèi)應(yīng)力,致使焊接結(jié)構(gòu)產(chǎn)生各種變形。采用薄板焊接專機(jī)(圖1所示)能夠?qū)ζ唇影迤鸬胶芎玫膭傂怨潭ǎ行У目刂谱冃巍1?為5A06鋁合金板材的化學(xué)成分。

圖1 薄板焊接專機(jī)

表1 5A06鋁合金板材化學(xué)成分(%,質(zhì)量分?jǐn)?shù))
1 焊接工藝
1.1 焊前準(zhǔn)備
(1)坡口。使用薄板焊接專機(jī)拼接5A06鋁合金薄板厚度在5mm以內(nèi)不需要開坡口,可以達(dá)到單面焊雙面成形。
(2)對(duì)焊接端清理。全面檢查鋁合金薄板焊接部位30mm范圍內(nèi)是否保持清潔,清洗液體為乙醇,將薄板表面污染物清理干凈,待清洗液體揮發(fā)后,合金薄板表面的氧化膜使用電動(dòng)鋼絲輪進(jìn)行清理,清理完成后擦拭干凈,確保焊接面沒有灰塵、水分等情況下進(jìn)行焊接作業(yè)。
(3)焊槍的清理。對(duì)薄板焊接專機(jī)的TIG焊槍噴嘴內(nèi)、外都要仔細(xì)清理,保證噴嘴內(nèi)、外壁無灰塵、水分等雜物,噴嘴內(nèi)壁光滑、無尖銳棱角、凹槽,飛濺物應(yīng)及時(shí)清理干凈,噴嘴可靠旋緊,氣篩完好。
1.2 焊接方法
使用薄板焊接專機(jī)將鋁板剛性固定(圖2所示),采用TIG焊,保護(hù)氣體為純度大于99.99%的氬氣,拼接焊縫為長(zhǎng)直焊縫,不留間隙,底部墊板上留有凹槽和充氬孔(圖3所示),保證了焊縫單面焊雙面成形的效果。

圖2 剛性固定

圖3 薄板焊接專機(jī)底部墊板

表2 5mm、3mm、2mm焊接工藝參數(shù)
1.3 焊接規(guī)范
1.3.1 焊接方法
焊接方向與焊槍角度采用左向焊法,即焊接熱源從接頭右端向左端移動(dòng),并指向待焊部分。送絲機(jī)構(gòu)與焊槍聯(lián)動(dòng),起弧后自動(dòng)送絲。焊槍與焊接接頭保持80~85的角度(圖4所示)。

圖4 焊槍與送絲機(jī)構(gòu)
1.3.2 焊接工藝參數(shù)
本次選用米勒氬弧焊機(jī)(圖5所示)對(duì)三種厚度的母材進(jìn)行測(cè)試(5mm、3mm、2mm),表2為具體焊接參數(shù)。

圖5 焊機(jī)
1.3.3 引弧和收弧
采用高頻引弧,對(duì)沒有余量的焊件必須加引弧板和收弧板(圖6所示)。
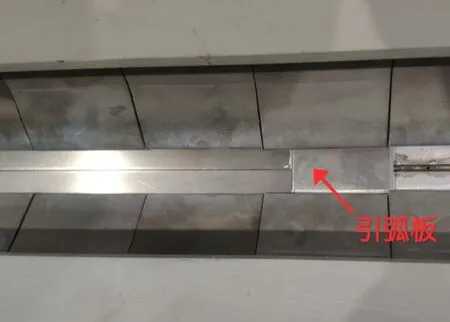
圖6 沒有余量的焊件加設(shè)引弧板
1.3.4 焊接變形的控制措施
(1)薄板焊接專機(jī)依靠氣袋將兩排琴鍵式壓板自動(dòng)壓緊、均勻受力,實(shí)現(xiàn)剛性固定(圖7所示)。底部墊板采用水冷循環(huán)系統(tǒng)(圖8所示),能很好的控制焊接變形。
(2)對(duì)接間隙越小越好,最大不超過0.5mm,能更好的減小焊接變形。

圖7 氣袋

圖8 水冷循環(huán)系統(tǒng)
1.4 焊后檢查
為確保焊縫的致密性,焊后對(duì)拼接焊縫采取滲透探傷。
1.5 缺陷補(bǔ)焊
自動(dòng)拼焊過程中,遇到特殊情況中斷時(shí),需要應(yīng)用銑削工具對(duì)出現(xiàn)中斷的弧坑及反面縮孔內(nèi)的殘余物質(zhì)進(jìn)行清理,同時(shí)要保證鋁合金薄板在緩坡狀態(tài)下進(jìn)行焊接。如果在檢查過程中查出質(zhì)量問題,采用以上方法去處理,可以將薄板30mm以內(nèi)的雜物清除干凈,用棉布擦干后,方可進(jìn)行TIG焊接。
2 結(jié)論
通過大量的焊接試驗(yàn),得到5A06鋁合金薄板自動(dòng)化拼焊工藝流程,包括焊前清理、焊接方向、焊槍角度、焊接材料、焊接工裝、工藝參數(shù)、焊后檢查方法以及補(bǔ)焊工藝等。掌握這種焊接方式,可以有效的控制薄板焊接變形,焊縫致密性在不受特殊中斷因素影響的情況下可達(dá)到99%的合格率,同時(shí)還保證了焊縫的美觀。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
