銑刀磨損對機床箱體結合面加工質量影響分析
2021-04-19 07:27:56丁巖崔成姜斌
機械工程師 2021年4期
丁巖, 崔成, 姜斌
(1.齊齊哈爾二機床(集團)有限責任公司,黑龍江 齊齊哈爾161005;2.哈爾濱理工大學,哈爾濱150080)
0 引言
機床箱體作為機床加工生產中的核心零件,箱體的質量是影響機床整體精度的因素之一,而箱體的精度和質量在一定程度上取決于刀具能否穩定運行。如果刀具在切削過程中產生磨損, 不但會影響箱體的加工質量和精度, 還可能引起加工機床損壞,造成無法挽回的損失[1]。
根據機床箱體的裝配需求,通常可把結合面分為靜結合面和動結合面。靜結合面主要起固定聯接和支承的作用。機床部件中的滑座與變速箱的聯接面、軸承座與立柱的聯接面等,都屬于靜結合面。動結合面是指相互聯接的兩個零部件之間在工作狀態時存在宏觀相對運動的結合面[2]。對其使用要求進行分析,大多數情況,靜接合面更加側重于微觀形貌,如表面粗糙度等尺寸要求;動結合面則側重于宏觀的誤差分布,如平面度等尺寸要求。而刀片在加工機床關鍵箱體過程中的磨損,使刀刃表面和刀具前刀面及后刀面的表面粗糙度變大[3],使工件表面形成毛刺或亮斑。而加工零件的表面粗糙度是重要的質量控制要素[4],直接影響工件結合面的加工質量。為探尋影響刀片磨損原因并進一步控制影響因素,以達到現場加工中降低成本、提高質量的目的,本文針對2種常用刀具進行工藝試驗并得出切削參數優化方向。
1 試驗準備與方案
1.1 試驗準備
試驗材料為機床常用材料HT300,試驗件長為200 mm,寬為150 mm,高為100 mm;刀具采用兩種相同直徑不同齒數可轉位面銑刀,一種是φ63 mm五齒等齒距面銑刀;另一種是φ63 mm 六齒等齒距面銑刀;兩種面銑刀采用相同材質、相同參數的刀片;試驗機床使用同一臺立式加工中心進行切削;刀具磨損測量儀器為KEYENCEVHX600型超景深顯微鏡可以保證試驗結果的真實性;工件表面粗糙度測量裝置為便攜式表面粗糙度儀。
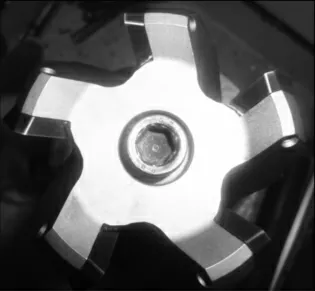
圖1 φ63 mm五齒等齒距面銑刀

圖2 φ63 mm六齒等齒距面銑刀
1.2 試驗方案
從刀具不同齒數及切削參數變化兩方面,進行切削試驗,切削方式采用無冷卻的順銑切削,在同一臺機床上采用不同的刀具及相同刀具,采用不同切削參數切削同一試驗材料。切削相同長度后取下刀具,放在顯微鏡下觀察刀具磨損情況,同時用儀器測量工件表面粗糙度。
試驗分兩步進行:首先,分別采用五齒和六齒的等齒距面銑刀具,在相同的每齒進給量和切削線速度情況下進行切削,觀察刀片磨損情況;然后,采用相同齒數的刀具,分別改變每齒進給量和切削線速度情況下進行切削,觀察刀片磨損情況。
2 試驗結果
2.1 刀具齒數對刀具磨損的影響
控制變量為刀具的齒數,試驗切削參數如表2所示。為控制變量刀具結構,當刀具齒數Z變化時,保證每齒進給量、切削線速度不變,則進給量發生相應變化。以此參數在切深相同的情況下對HT300試件進行銑削加工。
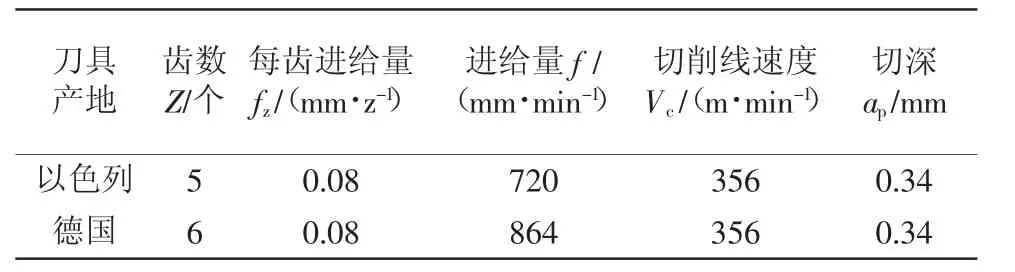
表2 試驗變量參數
如圖3所示,通過超景深顯微鏡的觀測,六齒刀具的磨損情況較好,無明顯崩刃情況,從圖4可知,五齒刀具磨損較嚴重,刀刃已崩口,后刀面磨損寬度和后刀面磨損深度都比六齒刀具磨損嚴重,特別是磨損長度尤其明顯。

圖3 銑削后五齒刀具(上)與六齒刀具(下)磨損程度對比
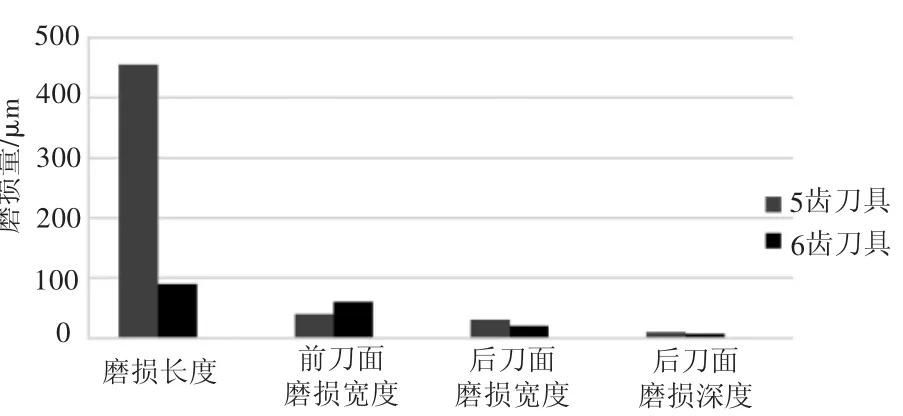
圖4 相同切削參數下刀具磨損對比
2.2 切削參數對刀具磨損影響
控制變量為切削線速度,試驗切削參數如表3所示。為控制變量切削線速度,當切削線速度變化時,保證每齒進給量、刀具結構不變,則進給量發生相應變化。以此參數在相同切削深度情況下對HT300試件進行銑削加工。

表3 試驗變量參數
由圖5與圖6對比可知,當五齒刀具在每齒進給量從第1組0.08 mm/z變到第2組0.015 mm/z時,每齒進給量小的第一組的刀具磨損明顯小于每齒進給量大的第2組,說明每齒進給量與刀具的磨損成正比。
每齒進給量不變,當切削線速度發生變化時,在刀具直徑和刀具齒數相同時,進給量隨著線速度的增加而變快。通過對比圖7 與 圖8 可知,切削線速度低的第3組六齒刀具比切削線速度高的第4組六齒刀具的前刀面磨損長度和磨損寬度小,也就是說,隨著切削線速度變大,刀具的磨損也變大;通過對圖6、圖7進行對比,切削線速度相同的第3組六齒刀具比第2組五齒刀具磨損小,隨著刀具齒數的增多,刀具磨損逐漸變小。
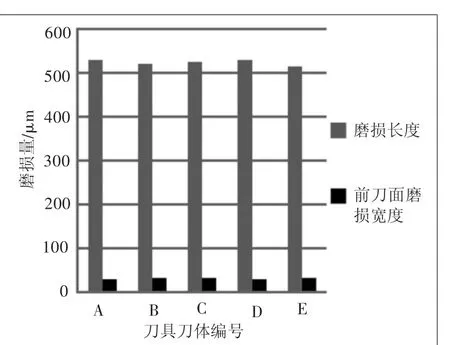
圖5 第1組五齒刀具磨損

圖6 第2組五齒刀具磨損

圖7 第3組六齒刀具磨損
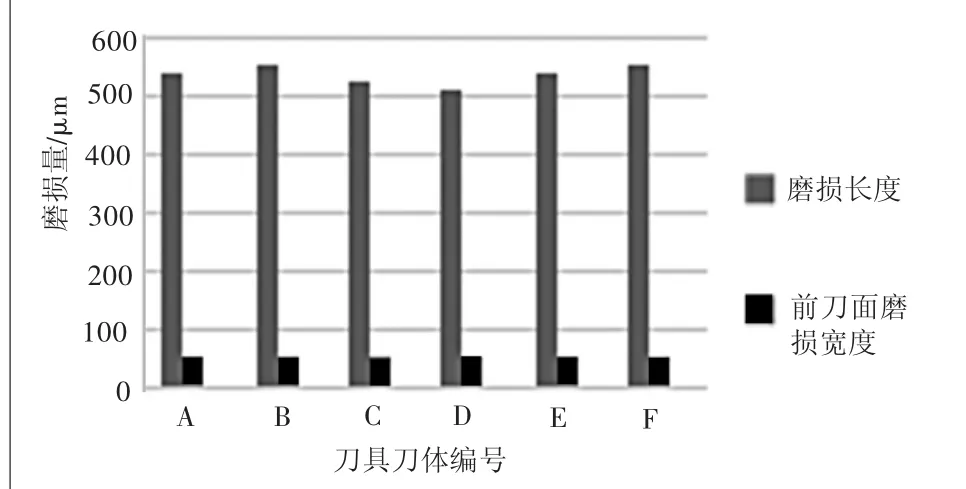
圖8 第4組六齒刀具磨損
3 銑刀磨損對結合面加工質量的影響
若要得出刀具磨損程度與結合面加工質量間的關系,我們選用刀具磨損最為明顯的參數,即刀具結構,故控制變量為刀具結構,選用五齒面銑刀、六齒面銑刀兩種刀具(刀具直徑D均為63 mm)進行研究,試驗參數如表2所示。連續加工20件,對加工結束后的工件進行檢測,檢測項目為結合面Z向誤差值(可反映平面度的好壞),結果如圖9所示。
由圖9所示檢測數據可知,六齒刀具加工后的結合面Z向誤差值明顯小于五齒刀具加工的表面Z向誤差值,即六齒刀具加工后的結合面平面度明顯小于五齒刀具加工后的結合面平面度。
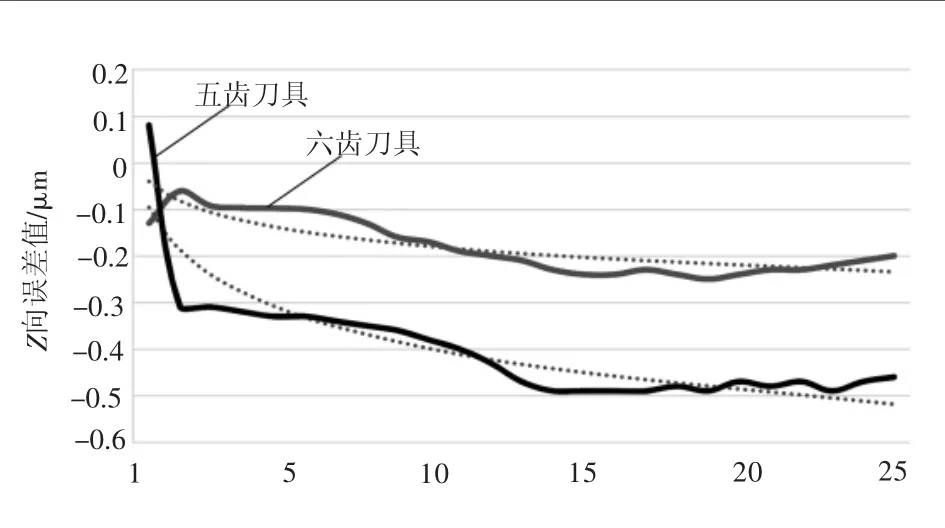
圖9 不同磨損程度的刀具加工表面的精度對比
對工件表面加工質量進行觀測,六齒刀具與五齒刀具加工后表面形貌的測量結果如圖10所示,六齒刀具加工后的表面高度的極差為8.50 μm,五齒刀具加工后的表面高度的極差為15.62 μm,說明六齒刀具加工的表面質量好于五齒刀具,即六齒刀具加工后的結合面粗糙度明顯小于五齒刀具加工后的結合面粗糙度。
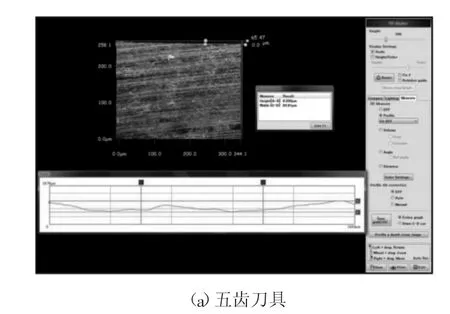
圖10 不同磨損程度的刀具加工表面的質量對比
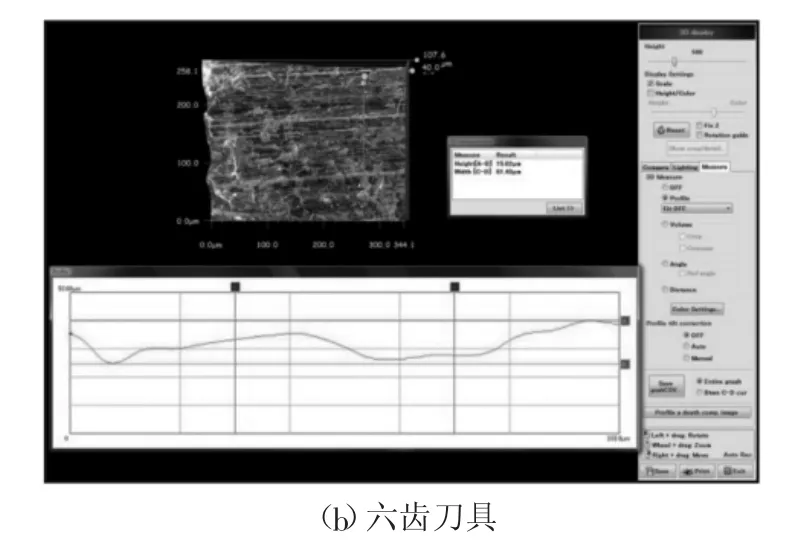
圖10 (續)
由于采用的切削參數及被加工工件均一致,唯一變化點便是刀具的磨損程度,由此前試驗得出結論可知,在加工過程中六齒刀具的磨損程度明顯好于五齒刀具,故可得出結論:隨著刀具的磨損程度越大,加工出的表面高低變化越大,被加工表面的加工質量越低。
4 結語
通過對刀具的齒數、刀具切削參數兩個變量試驗數據分析可以看出,兩者對銑刀磨損都會產生一定影響,在相同刀具結構前提下,我們可以通過調整切削參數來抑制或者減小切削振動,減少刀具的磨損;刀具切削參數影響刀具磨損程度,隨切削線速度與每齒進給量的增加而增加;工件表面加工質量受刀具磨損程度影響,刀具磨損越嚴重,工件表面加工質量越差。
在切削過程中,產生刀具磨損的因素還有很多,刀具結構、刀片材料、被加工材料等都會影響刀具磨損程度,因此,在實際加工中具體問題具體分析,才能得到正確結果。