20Cr13馬氏體不銹鋼表面粗糙分析及改進
2021-04-21 03:48:24黨杰
工業加熱 2021年3期
黨 杰
(西安航空職業技術學院 科研處,陜西 西安 710089)
馬氏體不銹鋼是一種在室溫下保持馬氏體顯微組織的一種含鉻不銹鋼,通常鉻含量在12%以上,碳含量為0.1%~0.4%,該鋼種在大氣、海水、稀硝酸及濃度不高的有機酸介質中具有良好的耐腐蝕性能[1-2]。馬氏體不銹鋼與傳統奧氏體不銹鋼和鐵素體不銹鋼相比,具有更高的強度和高溫抗氧化性,并可進行熱處理強化,現如今Cr13型不銹鋼是工業領域中應用最為廣泛的馬氏體不銹鋼,可根據碳含量的不同可分為10Cr13、20Cr13、30Cr13、40Cr13等[3]。其中,由于20Cr13不銹鋼淬火狀態下硬度高,耐蝕性良好,產品應用范圍廣泛,不僅用于餐具中的刀叉及專于外科手術刀具,另外也制造承受高應力的零件,如汽輪機葉片、熱油泵、軸與軸套、葉輪、閥片、紡織機械配件等[4-5]。
在使用20Cr13不銹鋼制造餐具刀叉過程中出現了粗糙表面,與光滑表面相比,由于粗糙表面容易吸附腐蝕介質,會導致產品表面易于發生點蝕現象,這不僅影響了產品表面質量,而且降低了產品的耐腐蝕性能。本文針對在使用20Cr13不銹鋼過程中出現的表面粗糙缺陷進行分析討論,從而查找出缺陷產生的原因,并以此給出改進措施。
1 實驗材料與方法
實驗材料為某鋼廠生產20Cr13不銹鋼實驗鋼卷,其生產工藝為:鐵水→脫磷轉爐→氬氧精煉爐→鋼包精煉爐→板坯連鑄與電磁攪拌→步進式連續加熱→熱軋→水冷→卷取→罩式N2保護退火→黑卷。針對該廠某批次20Cr13實驗鋼卷拋丸打磨后沖壓制備成餐具刀叉,觀察到沖壓板及產品出現表面粗糙等缺陷,如圖1所示。從圖1可以看到,缺陷主要表現為在宏觀下有肉眼就可發現產品上下兩個表面存在大量的凹坑,且分布均勻,產品表面缺乏光澤,用手觸摸產品表面時有明顯的粗糙感;但是在另一批次生產的20Cr13實驗鋼卷在制備餐具刀叉時未發現此類表面粗糙的缺陷。
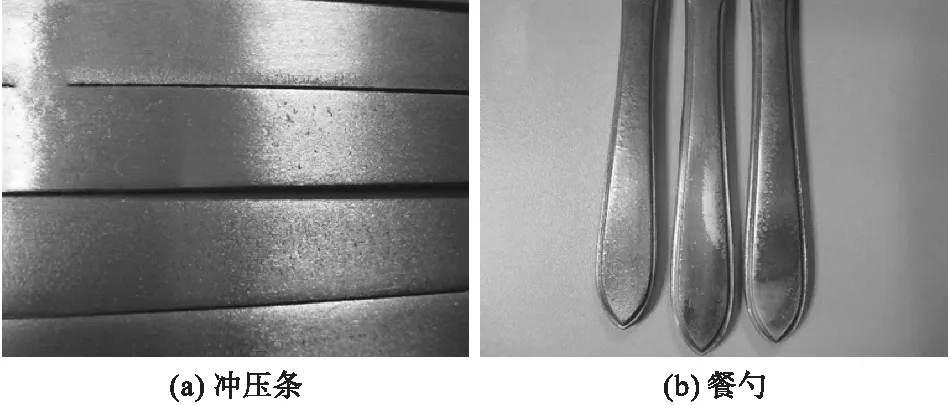
圖1 20Cr13實驗鋼卷拋丸打磨后的表面
為了探究20Cr13實驗鋼卷出現表面粗糙缺陷的原因,采用線切割方法對有表面粗糙缺陷和無此類缺陷出現的兩個批次的3.5 mm實驗鋼卷進行取樣,截取試樣尺寸規格為20 mm×20 mm,并依次編號為1#試樣和2#試樣,共截取兩組試樣。首先,對第一組的1#試樣和2#試樣進行拋丸打磨處理,采用粗糙度輪廓儀進行試樣表面粗糙度的測量;然后,對第一組的1#試樣和2#試樣進行化學成分檢測,分析兩者之間的元素含量差異;最后,對第二組的1#試樣和2#試樣進行清洗去除油污和灰塵,試樣沿軋制方向鑲嵌縱截面,依次研磨后拋光,利用光學顯微鏡對1#試樣和2#試樣剖面氧化皮厚度進行測量。最終通過對不同生產工藝參數條件下20Cr13實驗鋼卷的試樣進行化學成分、表面粗糙度、氧化皮厚度的對比,分析不同生產工藝參數下20Cr13實驗鋼卷的表面粗糙度的變化規律,分析表面粗糙缺陷產生的原因,依據分析結果改進20Cr13不銹鋼熱軋生產工藝,從而提高20Cr13不銹鋼餐具刀叉的表觀質量。
2 實驗結果與分析
2.1 表面粗糙度分析
表1為第一組1#試樣和2#試樣表面粗糙度的測量結果,在表2中分別列出了輪廓算術平均偏差Ra、輪廓最大高度Rz和輪廓的最大峰值Rp。通過對1#試樣和2#試樣粗糙度進行對比,如圖2所示,從圖2中可以看到,與1#試樣粗糙度相比,2#試樣的粗糙度明顯偏高,這與最終制品所表現的結果相符合。
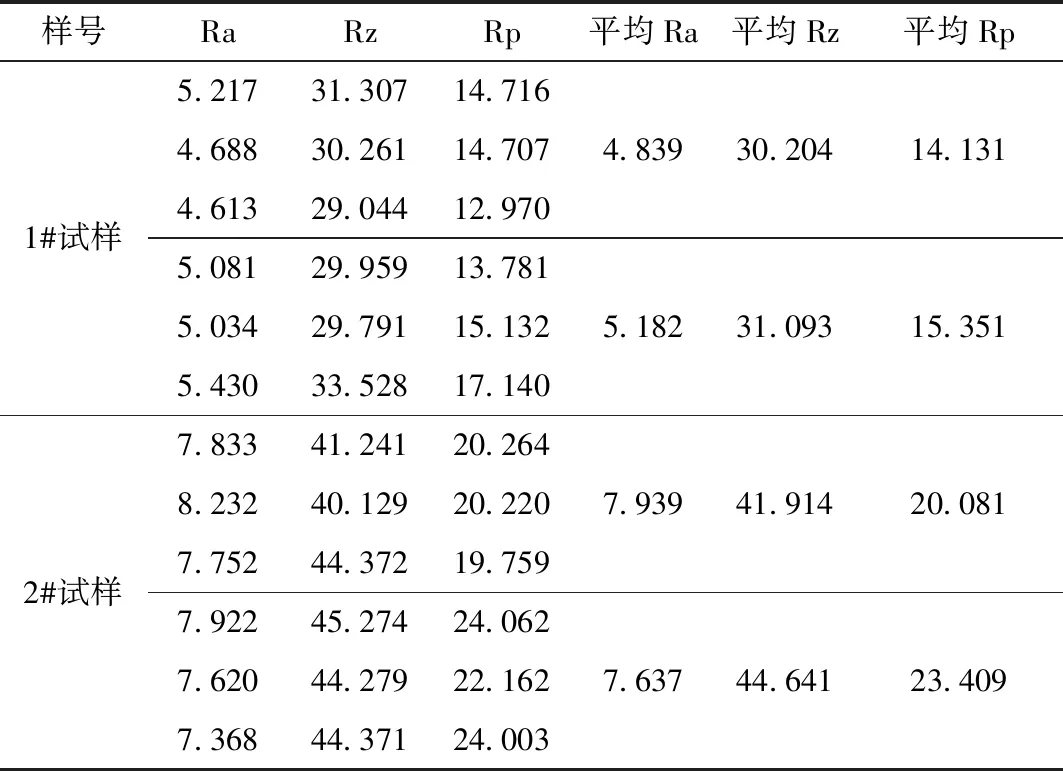
表1 20Cr13鋼卷表面拋丸打磨后的粗糙度 μm
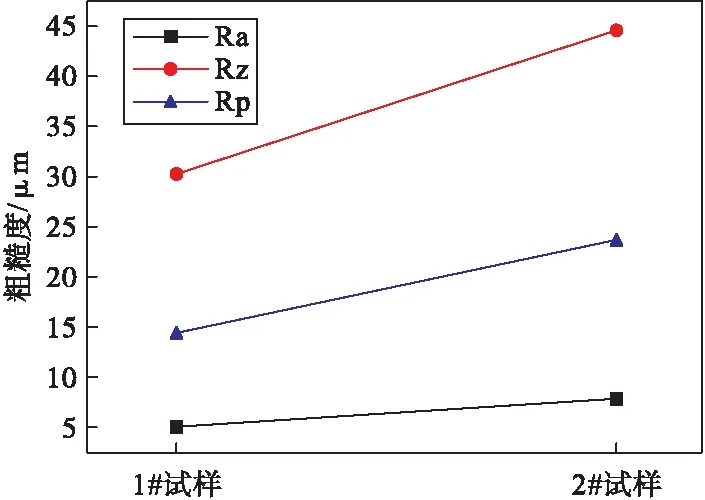
圖2 20Cr13鋼卷拋丸打磨后的粗糙度
2.2 化學成分分析
表2為20Cr13實驗鋼卷的1#試樣和2#試樣的化學成分,對比1#試樣和2#試樣的各元素含量,比較結果見圖3。從圖3中比較結果發現,1#試樣和2#試樣的C和Mn元素含量相近,而2#試樣的Si和Cr含量明顯地高于1#試樣。根據已有研究可知[6-8],當不銹鋼中的Si和Cr等元素偏高時,導致氧化皮中FeCr2O4的尖晶石復合氧化物和鐵橄欖石Fe2SiO4等產物含量有所增多,此類型氧化產物與基體結合較為緊密且犬牙交錯,并在基體上形成釘扎現象。因此,隨著Si和Cr等元素含量的增加,對2#試樣拋丸打磨拋光后,出現實驗鋼卷表面粗糙度增大的現象。

表2 不同批次20Cr13實驗鋼卷的化學組成 %
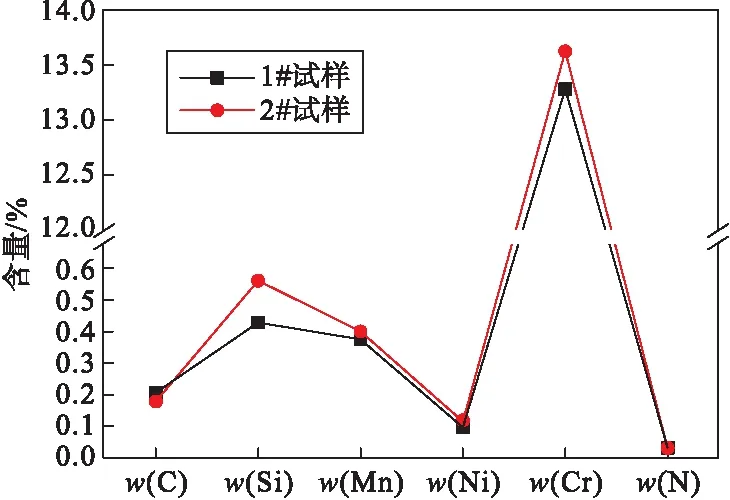
圖3 不同批次20Cr13實驗鋼卷化學成分的差異
2.3 爐內殘氧量及氧化皮厚度測量
對比1#試樣與2#試樣所在20Cr13實驗板坯加熱時的爐內氣氛含量,在生產過程中兩者的爐內氣氛殘氧控制有所不同,比較結果如圖4所示。從圖4中可以看到,1#試樣的鋼坯在加熱時,爐內氣氛中的殘氧量按照1.5%~2.5%控制;而2#試樣鋼坯在加熱時,爐內氣氛中的殘氧量控制在2.5%~4.0%,此時爐內氧含量偏大,會導致20Cr13實驗板坯在加熱過程中被過度氧化,導致表面大量氧化皮的產生。
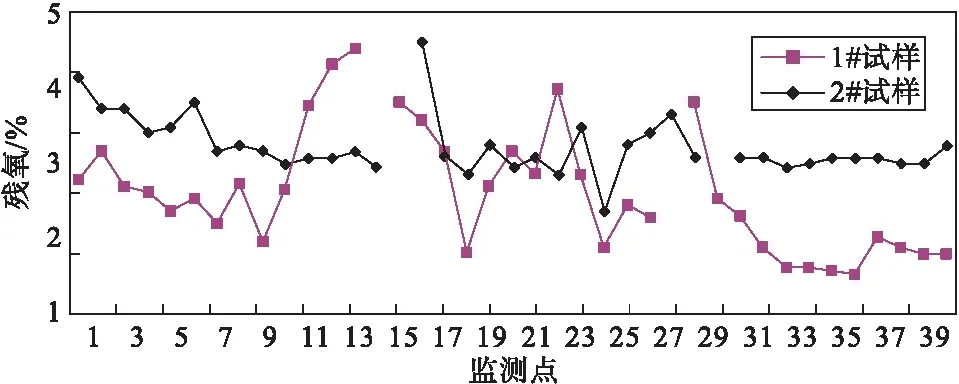
圖4 不同批次20Cr13鋼卷的爐溫殘氧量對比
對第二組的1#試樣和2#試樣進行金相試樣制備后,利用光學顯微鏡對試樣氧化皮形貌及厚度進行測量,結果如圖5所示,其中圖5(a)為在1#試樣的氧化皮形貌,圖5(b)為在2#試樣的氧化皮形貌。
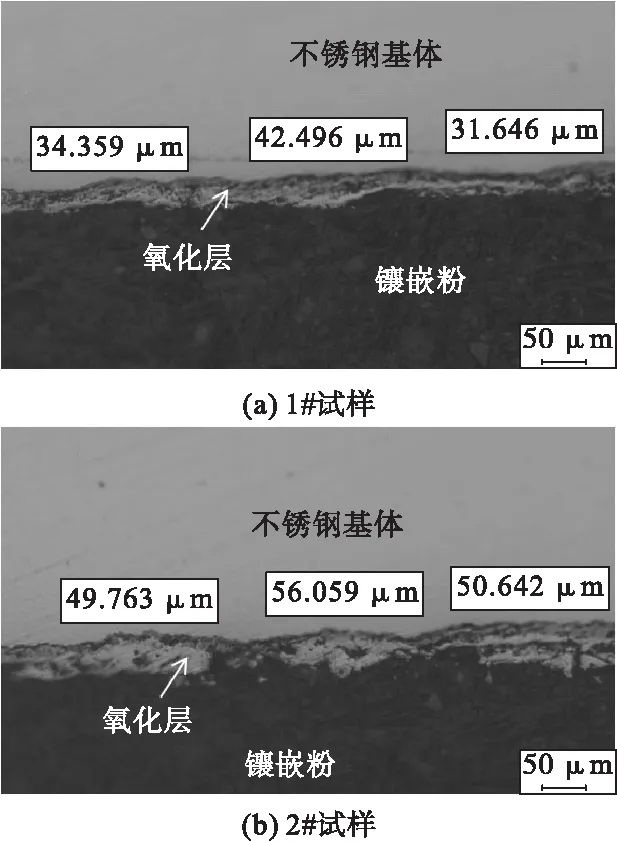
圖5 20Cr13試樣鋼卷氧化鐵皮截面形貌(×200)
從圖5(a)中可以看到,1#試樣表面大部分的氧化皮厚度較均勻,氧化皮厚度大致為30~40 μm;而圖5(b)中的2#試樣表面氧化鐵皮存在增厚現象,氧化鐵皮厚度大致為50~60 μm,且發現部分氧化鐵皮分布不均勻且存在嵌入20Cr13基體中,這正好與上述化學成分分析結果相吻合,由于所生成的FeCr2O4和Fe2SiO4等氧化產物在基體中釘扎結果。因此會導致用戶在打磨拋光20Cr13餐具刀叉時存在打磨拋光性能差,容易出現材料表面粗糙,同時還容易造成鋼卷在軋制過程的氧化皮的壓入,進而會在材料產生麻點等缺陷。
3 工藝改進及控制
綜上所述,通過分析明確了20Cr13不銹鋼出現表面粗糙缺陷的原因:一是冶煉過程中化學成分控制不當,Si和Cr等元素含量偏高,使得鋼卷氧化皮中的FeCr2O4尖晶石復合氧化物和鐵橄欖石Fe2SiO4等氧化產物增多,造成氧化皮在基體表面的釘扎;二是由于加熱爐內殘氧量偏高,導致氧化皮過厚、不均勻等原因造成的。
為了有效降低20Cr13不銹鋼拋丸打磨后的表面粗糙程度,可依據上述分析結果可對現場工藝進行改進,可采取具體控制措施有:一是從提高抗氧化性角度出發,在20Cr13不銹鋼冶煉過程采取有效措施對Si和Cr等元素含量進行有效控制,使得Si元素含量控制在0.40%~0.45%,以及Cr元素含量控制在13.20%~13.35%;二是考慮20Cr13不銹鋼抗氧化性差的特點,加熱爐內氣氛盡量采用低氧化性氣氛,可將加熱爐內的殘氧量控制在2.5%以下。采取上述工藝改進后,對使用改進后20Cr13不銹鋼鋼卷的終端用戶進行了跟蹤調查,使用廠家對工藝改進后鋼卷的拋丸打磨性能給予了肯定,氧化皮過厚的現象明顯好轉,表面凹坑缺陷基本消除,有效地提升了產品質量。
4 結 論
(1)20Cr13不銹鋼鋼卷經拋丸及打磨處理后,在沖壓加工餐具刀叉時會出現拋不光的現象,餐具刀叉表面會出現密集的凹坑,嚴重時會有表面麻點缺陷發生。
(2)當20Cr13不銹鋼鋼卷中Si和Cr含量偏高時,易生成FeCr2O4尖晶石復合氧化物和鐵橄欖石Fe2SiO4等氧化產物,會加劇鋼卷表面氧化皮去除難度,促進鋼卷表面粗糙缺陷的發生。為了減少這些難去除氧化物的產生,鋼卷中Si元素含量應控制在0.40%~0.45%,Cr元素含量應控制在13.20%~13.35%,可有效地避免鋼卷表面粗糙缺陷的發生。
(3)對20Cr13不銹鋼加熱時,加熱爐內殘氧量對表面氧化皮厚度和不均勻性有顯著的影響,當爐內殘氧量控制在2.5%~4.0%,鋼卷表面氧化皮厚度可達到50~60 μm,若降低殘氧量至1.5%~2.5%,氧化皮厚度減少至30~40 μm,可以有效避免鋼卷表面粗糙等缺陷的發生。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
石油化工建設(2016年4期)2016-02-27 15:03:16