單面焊對接環(huán)焊縫中由錯邊引起的根部超聲回波特征
2021-04-21 04:07:04閆留青
無損檢測 2021年4期
閆留青
(海洋石油工程股份有限公司,天津 300452)
海洋石油平臺在建造過程中會使用大量桿弦拉筋和隔水套管等桿件,此種結構中所涉及的環(huán)焊縫往往要求使用規(guī)范API RP 2X進行100%的超聲檢測,以確定焊縫中有無缺陷。拉筋和隔水套管預制焊縫超聲檢測長度在整個平臺結構的占比較大,約占平臺超聲檢測長度的1/5。由于拉筋和隔水套管的管徑較小(大部分管徑不大于914 mm),桿件長度比較長(一般大于10 m)。這種類型的環(huán)焊縫焊接只能采用單面焊接的形式,先用氣體保護焊或手工電弧焊進行根部打底,然后采用埋弧焊接的方法進行填充和蓋面。
由于規(guī)范API SPEC 2B所允許的徑向偏差(最大9.5 mm)和不圓度(最大12.7 mm)較大的特點,因此由錯邊引起的根部超聲反射回波十分復雜。筆者詳細分析了由錯邊引起的根部超聲反射回波的幾種常見類型。
1 錯邊引起的根部超聲反射回波的幾種常見類型
錯邊主要由管徑不圓或焊縫兩側母材壁厚不相等引起,對于厚壁管,規(guī)范允許的不圓度的值比較大,進而會影響焊接管道的質量。在這種情況下, 管道焊接接頭錯邊的現(xiàn)象就有可能發(fā)生。
由于環(huán)焊縫錯邊的嚴重程度是沿圓周變化的,因此錯邊引起的根部輪廓也是變化的。當橫波聲束入射到根部焊縫下表面時,有時會產(chǎn)生變型波,當變型波被儀器接收到時,有可能被誤判為缺陷。筆者總結了幾種常見的錯邊情形,并對其超聲反射回波進行了分析。
1.1 正常錯邊
正常錯邊檢測方法如圖1所示,在檢測過程中, 錯邊內表面低的一側根部反射波幅比較高, 另一側反射波幅有明顯的不同或沒有反射波,水平距離x1和x2的定位點相互交叉, 反射波在顯示屏出現(xiàn)位置偏向焊縫中心線對側。另外,反射波的波峰上有小峰, 探頭左右移動時波幅的高度變化不大。包絡波形范圍較寬, 波形比較單一。
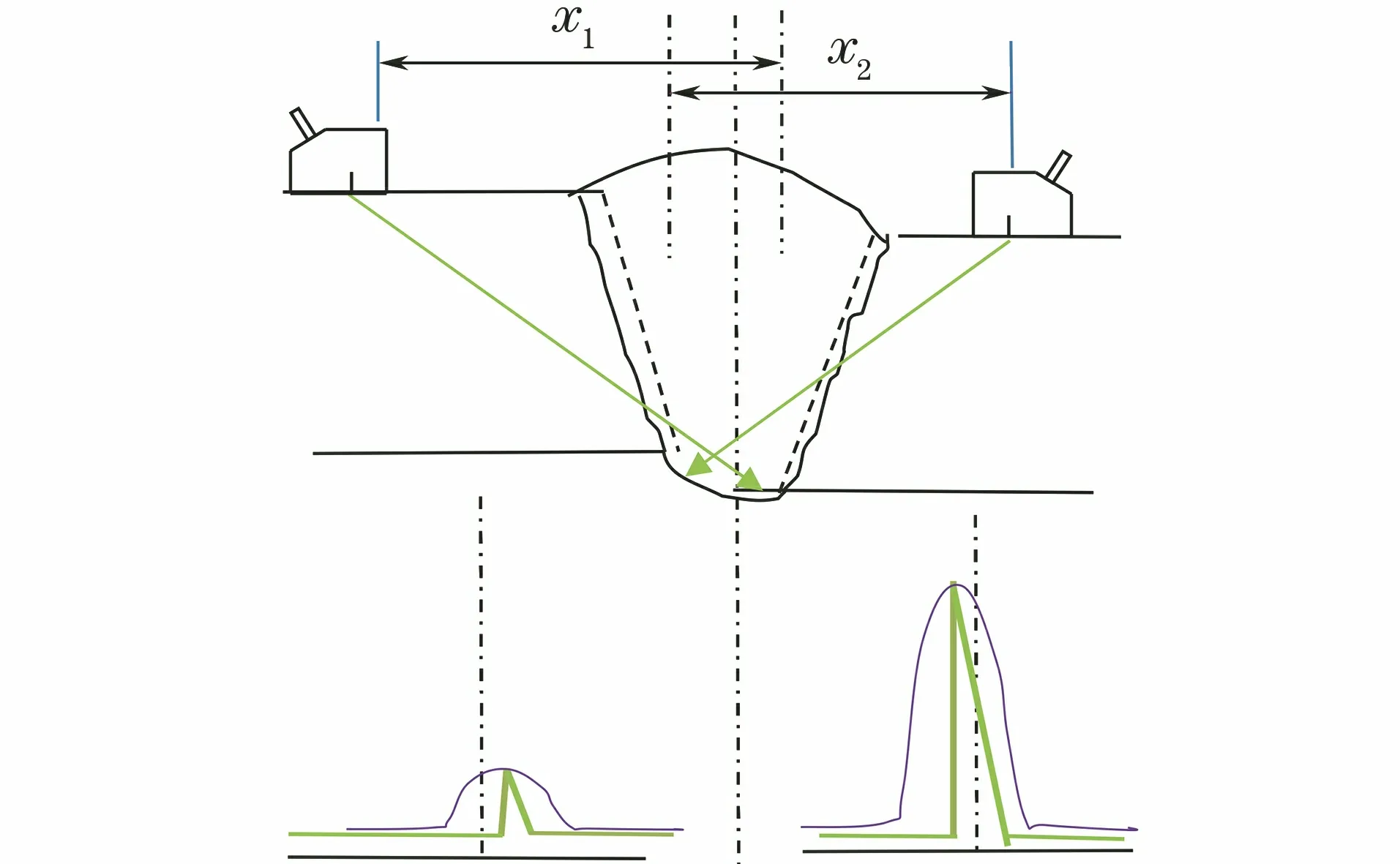
圖1 正常錯邊檢測方法
1.2 錯邊輪廓變型波
變型波的產(chǎn)生原理如圖2所示,當橫波聲束入射到根部焊縫下表面,且根部焊縫下表面的形狀使as小于鋼的第三臨界角33.2°時[1],焊縫中既會出現(xiàn)反射橫波S′, 又會出現(xiàn)變型反射縱波L′。
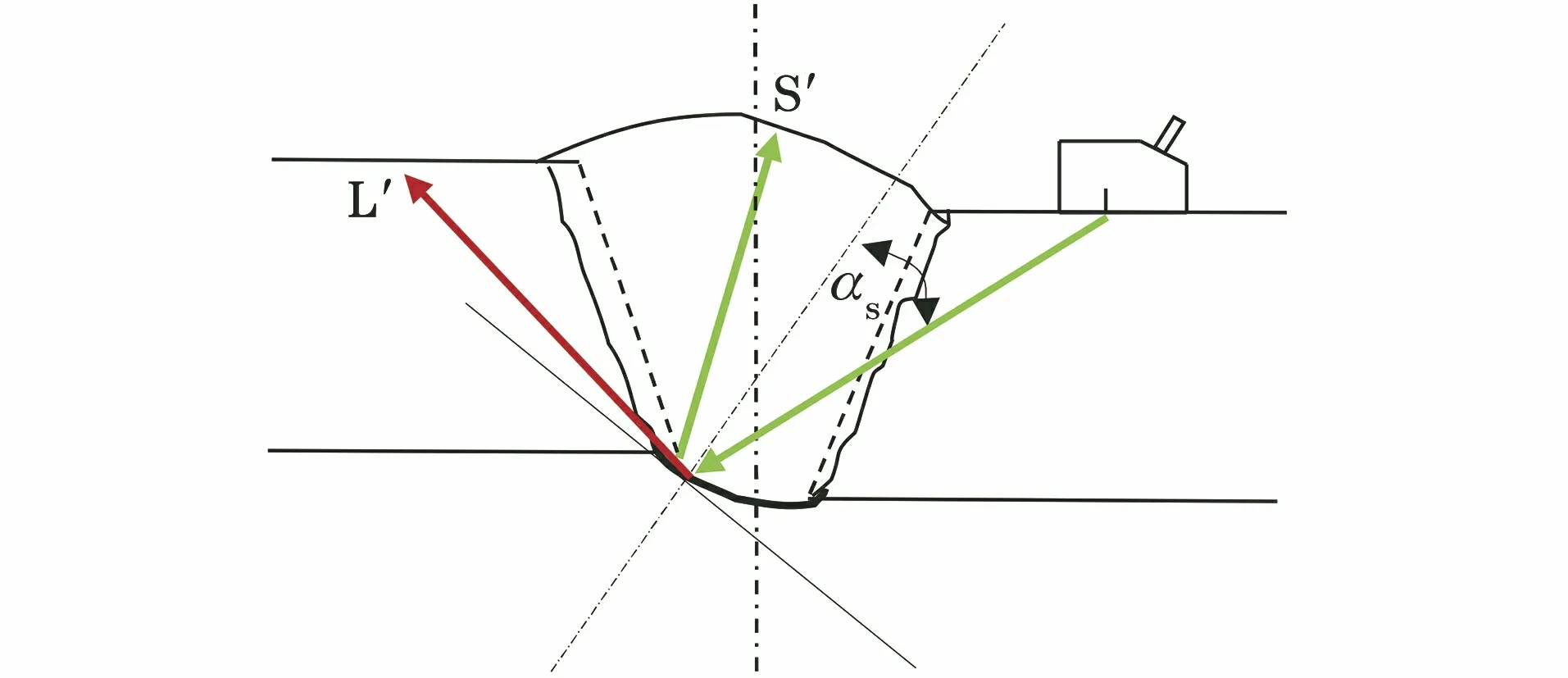
圖2 變型波的產(chǎn)生原理示意
在錯邊根部余高部位產(chǎn)生變型的縱波,大多數(shù)情況下并不能被儀器接收,只有當變型后的縱波能夠原路返回根部余高部位,再經(jīng)過一次波型轉換后,變型的橫波沿原路徑返回,才能被儀器接收。變型縱波顯示如圖3所示。
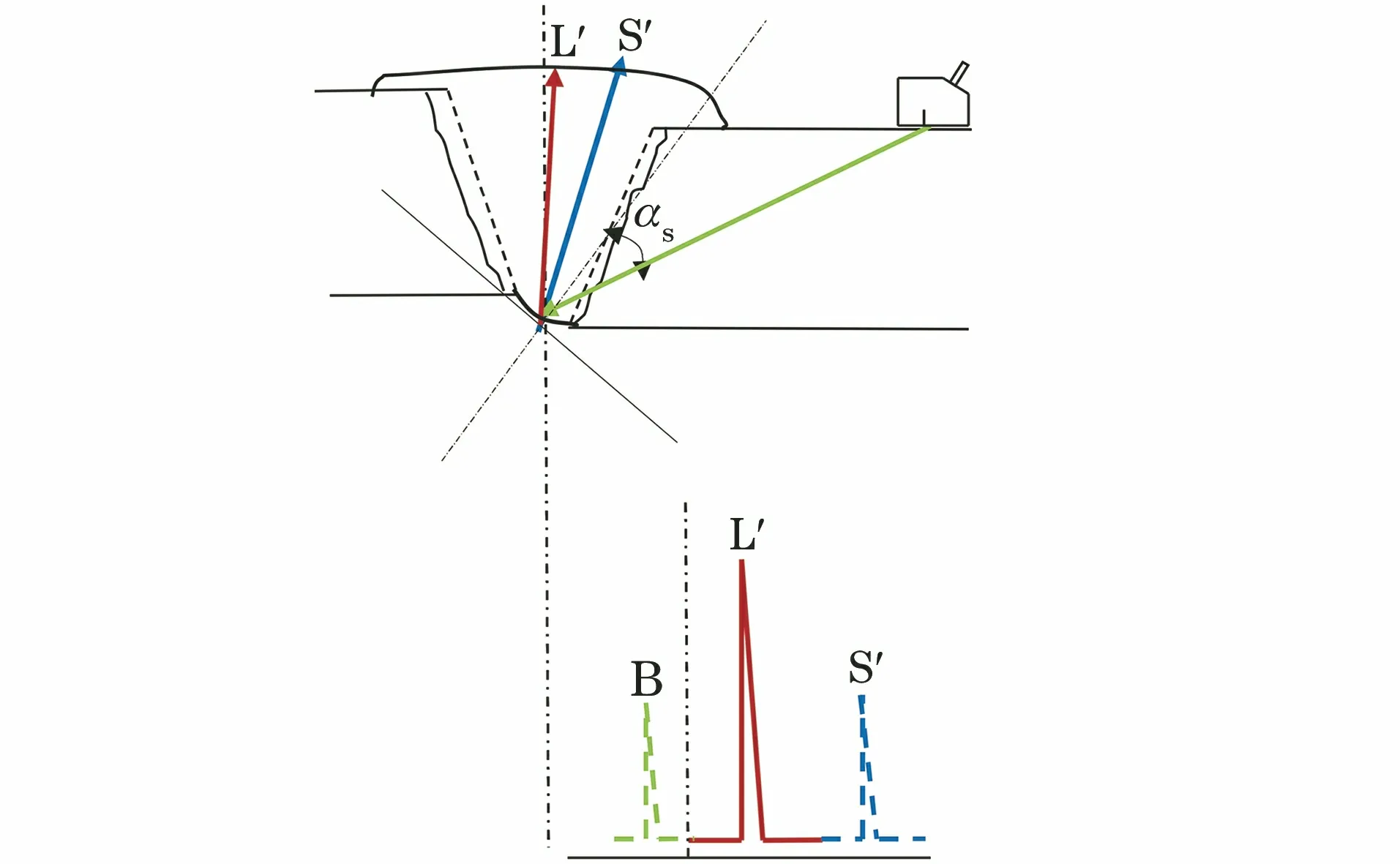
圖3 變型縱波顯示
1.3 直角頓邊單邊未熔合
直角頓邊單邊未熔合檢測方法如圖4所示,對于有直角端角的情形,應該避免用60°探頭去評判。用45°的探頭最好,靈敏度比較高。但有時焊縫蓋面比較寬,影響了45°探頭的使用,這時可以用70°探頭替代。
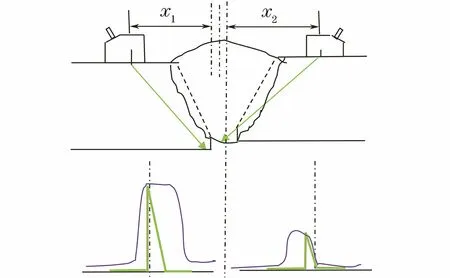
圖4 直角頓邊單邊未熔合檢測方法示意
直角頓邊單邊未熔合的檢測方法為:焊縫一側的波形單一, 反射波幅大, 探頭平移時, 波形較穩(wěn)定, 反射波動態(tài)包絡面大且比較規(guī)范,轉動或擺動探頭時, 波形消失較快,深度定位等于母材厚度,具有端角反射的特征;在焊縫另一側有反射波顯示, 其水平x2定位位置過中心線偏對側,深度定位略小于母材厚度,在根部一次波出現(xiàn)的位置偏左一些。
1.4 非直角頓邊單邊未熔合
當根部頓邊不是按直角加工時,根部頓邊未熔合產(chǎn)生的反射面就不會有端角反射,但頓邊坡口面不和探頭聲束垂直,造成定位偏差。
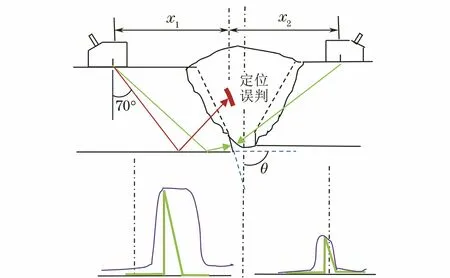
圖5 非直角頓邊單邊未熔合引起的定位誤判示意
非直角頓邊單邊未熔合引起的定位誤判如圖5所示,頓邊與母材內表面的夾角θ=77°,用標稱角度為70°的探頭進行根部掃查,此時既沒有端角反射,也沒有主聲束為70°的反射波,這時70°探頭產(chǎn)生的上擴散某角度聲束反而與頓邊坡口面垂直,顯示波幅較高。當此時的缺陷定位仍用70°計算時,就會造成定位偏差,把原本根部的不連續(xù)給錯誤定位在焊縫非根部區(qū)域,從而造成不連續(xù)的定位誤判。
2 錯邊焊縫的超聲檢測注意事項
通過上述分析,對于錯邊焊縫的超聲檢測應該做好以下幾點。
(1) 在焊接前,應了解焊縫組對情況,在錯邊嚴重區(qū)域做好相關記錄(如:錯邊大小,根部間隙,根部頓邊角度等參數(shù)),為后續(xù)的波形分析提供參考依據(jù)。
(2) 對超聲檢測過程中的錯邊輪廓變型波進行分析,可以較好地了解焊縫的根部成型情況(比如根部輪廓的走向,根部余高的大小等), 有助于根部缺陷的辨別。
(3) 對于直角頓邊坡口焊縫的根部檢測,可以用45°或70°角度探頭掃查焊縫根部,通過觀察有無端角反射波進行缺陷的辨別。
(4) 對于非直角頓邊坡口焊縫的根部檢驗,可能不會有端角反射現(xiàn)象,但要注意頓邊坡口面和探頭聲束的不垂直造成的定位偏差。
3 結語
海洋石油平臺單面焊卷管焊縫的根部超聲波回波類型十分復雜,對錯邊引起的根部超聲反射回波進行分析,有助于根部缺陷的辨別,對于保障海洋石油平臺鋼結構的焊接質量具有重要意義。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13