福建三鋼6號高爐大修改造施工組織實踐
2021-04-22 03:32:54郭兆釗
天津冶金 2021年2期
郭兆釗
(福建三鋼冶金建設(shè)有限公司,福建365000)
0 引言
福建三鋼閩光股份有限公司(簡稱“ 福建三鋼”)6號1800 m3高爐于2012 年3 月17 日建成投產(chǎn),2020 年8 月17 日停爐進(jìn)行大修改造。本次6號高爐大修的主要內(nèi)容是:在高爐本體框架基本不動的情況下,對爐頂設(shè)備、爐殼及冷卻壁進(jìn)行全部更換。 由于項目范圍大、工期要求緊,因此,需要科學(xué)的制定施工方案、 合理配置勞動力和施工機(jī)械,保證高爐大修的施工進(jìn)度。
為此,本文針對6號高爐大修的工程范圍、進(jìn)度安排和施工難點,詳細(xì)制定了在不動高爐本體框架的情況下,爐殼安裝和爐頂設(shè)備安裝的施工方案; 同時結(jié)合施工方案和6號高爐大修工程的特點,細(xì)化了主要設(shè)備的安裝工藝要點,并嚴(yán)格組織實施。
1 高爐大修施工范圍及參數(shù)
1.1 高爐本體施工范圍及參數(shù)
6號高爐本體爐殼鋼結(jié)構(gòu)全部進(jìn)行更換。 整個爐殼高度36.9 m,爐殼厚度共有45 mm、50 mm、55 mm、60 mm 和70 mm 五種規(guī)格,爐殼最大外壁直徑為12.8 m,爐殼單層最大高度2.366 m,爐殼總重547.9 t。 高爐爐殼的主要尺寸如表1 所示。
1.2 爐頂設(shè)備施工范圍及參數(shù)
6號高爐爐頂設(shè)備施工范圍主要包括: 無料鐘爐頂設(shè)備改造性更換,配套平臺改造;爐頂放散、消音器更換; 爐頂增設(shè)自動點火裝置和均排壓煤氣回收系統(tǒng)等。6號高爐無料鐘爐頂新舊設(shè)備對比如表2所示。

表1 高爐爐殼的主要尺寸
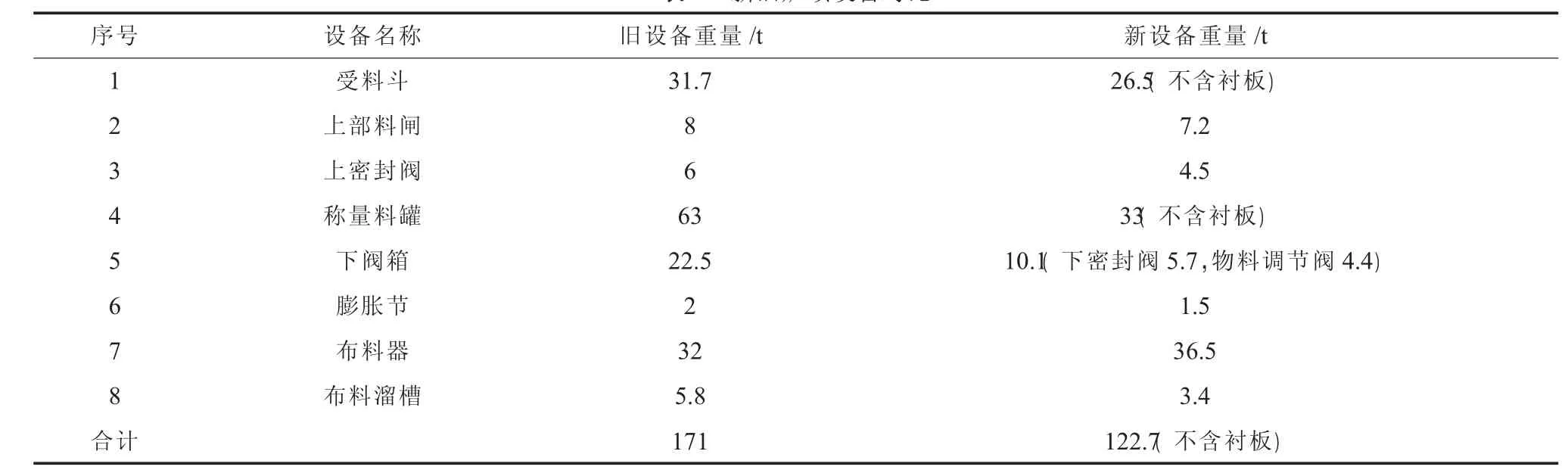
表2 新舊爐頂設(shè)備對比
2 高爐大修施工的重點和難點
2.1 高爐本體拆除
本次大修重點以高爐本體為主線。 而高爐本體的拆除,爐殼及爐頂設(shè)備的更換為大修工程的關(guān)鍵環(huán)節(jié)。 優(yōu)化拆除方案、縮短拆除時間、加快新爐殼及爐頂設(shè)備的回裝是本工程重中之重。
2.2 高爐各層平臺拆除和改造
除了項目清單上的各層平臺改造之外,為了施工需要,需將部分爐體框架及爐頂框架平臺進(jìn)行拆除或改造,平臺的拆除和安裝對高爐本體的施工進(jìn)度、安全會產(chǎn)生非常大的影響。 且6號高爐爐頂框架還承受上料通廊荷載,需對拆除或改造平臺進(jìn)行受力核算。
2.3 爐頂大平臺的改造
爐頂大平臺改造(盡量擴(kuò)大,滿足爐頂液壓站的布置)工作量大,需要在停爐前進(jìn)行改造,屬于邊生產(chǎn)邊施工的項目。 現(xiàn)高爐大平臺在生產(chǎn)過程中煤氣濃度較高,給施工造成很大困難。
2.4 新增構(gòu)建物的施工
6號高爐新增的沖渣溝煙囪,以及新增的電梯及煤氣回收系統(tǒng),縮小了原本有限的作業(yè)空間,增加了吊裝和物料運輸?shù)碾y度。
2.5 物流平面布置
6號高爐區(qū)域設(shè)計比較緊湊,重力除塵器側(cè)為一條丁字型大路。 整個施工期間,爐殼組裝與履帶吊要長期占用丁字型道路,造成只有水渣池北側(cè)道路可以通過;高爐西側(cè)為鐵路運行路線,只有少量物料可以通過火車皮進(jìn)行運輸。 在整個施工期間,要合理協(xié)調(diào)大型吊車作業(yè)、施工部位、材料進(jìn)場的相互關(guān)系,以保障物流通道暢通。
2.6 施工安全管控
大修工程時間緊、任務(wù)重、人員多、施工范圍大、安全隱患多,管理的難度非常艱巨。 需要加強(qiáng)對施工現(xiàn)場的安全隱患識別和管控力度,在進(jìn)場前對作業(yè)人員進(jìn)行培訓(xùn),提高主動安全防護(hù)意識。
2.7 臨時能源介質(zhì)的安裝
高爐區(qū)域內(nèi)的水、電、壓縮空氣、管道氧氣等能介會因改造而停運。 在施工準(zhǔn)備階段需對影響施工的各種能介進(jìn)行臨時安裝,確保施工組織順利進(jìn)行。
2.8 高空立體交叉作業(yè)的管控
高爐大修工程高空立體交叉作業(yè)多,大型吊裝作業(yè)多,勞動強(qiáng)度大、作業(yè)環(huán)境差,管控比較困難。
3 高爐大修施工方案及主要設(shè)備安裝
3.1 高爐大修施工流程及平面布置
6號高爐大修施工流程見圖1,平面布置見圖2。
3.2 高爐爐殼模塊化制作及吊裝
高爐本體模塊化施工就是將龐大的高爐爐殼按照高度方向分解成若干個立體的模塊,按照特定的工藝流程安裝,其中存在模塊劃分、模塊運轉(zhuǎn)、模塊就位、精度控制等技術(shù)要點。
高爐本體模塊化施工改變了傳統(tǒng)施工方法和工序銜接方式,即將原來高爐施工從基礎(chǔ)開始到框架、爐殼、爐頂系統(tǒng)設(shè)備,改為分段、分模塊同時施工,并科學(xué)組合、有序銜接的逆向安裝施工程序。 模塊化施工可有效縮短高爐大修工期,圖3 為爐殼模塊化安裝示意圖。
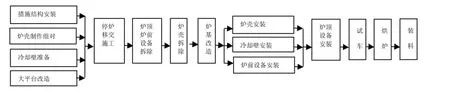
圖1 6號高爐大修施工流程

圖2 6號大修高爐平面布置
3.2.1 爐殼模塊化制作
高爐本體爐殼采用提前預(yù)制,分段吊裝的方法進(jìn)行施工。 根據(jù)現(xiàn)場施工的條件采用模塊化制作的方式將幾帶爐殼提前組對焊接,然后進(jìn)行分塊整體吊裝,可以大大的節(jié)約施工工期。 爐殼模塊化預(yù)制表如表3 所示。

表3 爐殼模塊化預(yù)制表
3.2.2 爐殼吊裝
高爐爐殼按模塊化方案組對完成后,利用現(xiàn)場的800 t 履帶吊吊至高爐北側(cè)出鐵場,因高爐本體框架未動,高爐爐殼無法實現(xiàn)從上到下的垂直吊裝。采取在本體大平臺下方安裝兩臺50T 電動葫蘆,爐殼從組裝平臺用履帶吊吊至北出鐵場,然后用兩臺50T 電葫蘆將組對好的爐殼對抬至爐體框架內(nèi)就位。
3.3 爐頂鋼圈安裝
爐頂鋼圈的安裝是整個爐頂設(shè)備安裝最關(guān)鍵的一步,其安裝精度和質(zhì)量會影響到整個爐頂設(shè)備的安裝質(zhì)量。 按照施工方案的要求,首先要爐頂鋼圈進(jìn)行檢查驗收,合格后進(jìn)入安裝程序;安裝焊接前要對就位后的爐頂鋼圈水平度進(jìn)行檢測和調(diào)整,使其滿足安裝精度要求;最后進(jìn)行鋼圈與爐殼的加固、焊接,并進(jìn)行最終的爐頂鋼圈水平度的精調(diào)。
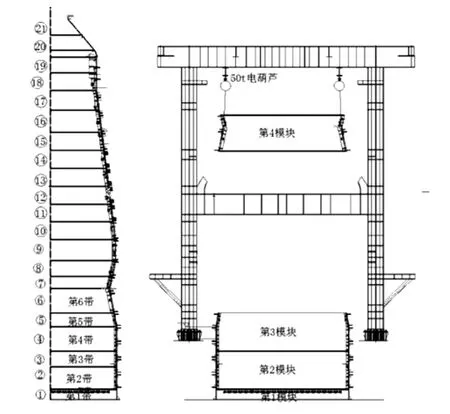
圖3 爐殼模塊化安裝示意圖
3.3.1 爐頂鋼圈的準(zhǔn)備
(1) 按設(shè)備圖紙要求對爐頂鋼圈進(jìn)行檢測,檢查設(shè)備外觀質(zhì)量、檢測鋼圈的相關(guān)尺寸。
(2)對爐頂鋼圈進(jìn)行十字中心放線,做好中心線標(biāo)記。
3.3.2 爐頂鋼圈安裝就位
(1)鋼圈就位時,根據(jù)圖紙要求將鋼圈十字中心線與高爐爐頂封板縱橫中心線相對位置找正,直至中心線重合為止。
(2) 用水準(zhǔn)儀對鋼圈安裝的水平度進(jìn)行初步找正,保證鋼圈工作面上任意兩點水平差小于1 mm[1]。
(3)鋼圈水平度的精找正。根據(jù)水準(zhǔn)儀實測得的偏差,通過鋼圈下方焊接的頂絲調(diào)節(jié)找平,直至滿足鋼圈水平度要求為止,鋼圈精找示意圖4 所示。

圖4 鋼圈精找示意圖
3.3.3 鋼圈與爐殼加固、焊接
(1)鋼圈與爐殼焊接前,先用25 mm~30 mm 厚的鋼板分12~16 等分點將爐殼與鋼圈加固,防止鋼圈焊接過程中的熱變形。
(2)由于鋼圈厚度60 mm,爐殼的厚度60 mm,焊接之前必須預(yù)熱,預(yù)熱溫度為150 ℃~170 ℃之間,預(yù)熱寬度沿焊縫兩側(cè)為200 mm 范圍內(nèi)。
(3)使用CO2氣體保護(hù)焊進(jìn)行焊接。 焊接要求沿圓周對稱同時施焊,焊點要均勻分布且往同一方向焊接,焊道層次接頭要相互錯開;鋼圈的焊接要一次焊接完成,中間避免間斷焊接;鋼圈焊接要保證焊縫焊透,要減少焊接過程中的變形量。
(4)鋼圈整體焊接完畢后,需保溫,緩慢冷卻,防止鋼圈焊后驟冷變形。
3.3.4 鋼圈水平度測量及處理
鋼圈焊接完畢冷卻后,用精密水準(zhǔn)儀沿周長均勻測點復(fù)測,作出詳細(xì)記錄,檢查其水平度是否在允許偏差范圍內(nèi)。若檢測出鋼圈局部水平度超差,需對變形超差處進(jìn)行著色研磨處理,直至合格為止。
3.4 爐頂設(shè)備安裝
爐頂設(shè)備安裝順序為:布料器、料罐立柱及平臺、料罐、下閥箱及波紋管、上密封閥、上部料閘、受料斗。
(1) 爐頂設(shè)備通過火車倒運至吊裝孔,用50T爐頂小車進(jìn)行安裝。
(2)因最大重量的爐頂設(shè)備為稱量料罐(不含襯板為33 t,加襯板約63 t),超過50 t 爐頂小車的承載能力,需在吊裝前預(yù)裝部分襯板,控制整體重量滿足吊裝能力,整體吊裝后在爐頂安裝剩余襯板。
(3)因爐頂框架整體未拆除更換,現(xiàn)有的爐頂小車無法直接吊裝料罐就位,需在料罐的上部平臺上安裝兩臺20 t 電動葫蘆。利用50 t 爐頂小車將料罐從吊裝孔吊至料罐平臺西側(cè),再用兩臺20 t 電動葫蘆空中對接將料罐從西向東平移至爐頂框架內(nèi)安裝就位。
(4)其他爐頂設(shè)備的安裝方式與稱量料罐相同。
4 結(jié)語
福建三鋼6號高爐大修改造爐殼的安裝,采用自主設(shè)計的模塊化制作、 電葫蘆平移的吊裝技術(shù),很好的解決了在高爐大框架不拆除的條件下,爐殼、爐頂設(shè)備的安裝問題。 從高爐休風(fēng)停爐到開爐點火工期控制在127 天,比原定工期提前了11 天。在整個施工過程中,施工效率大大的提高,省去了以往高爐大修拆除框架、爐殼逐帶安裝的問題。實踐證明,6號高爐大修所制定施工方案是成功的,主要設(shè)備安裝工藝要點是精確、科學(xué)的,保證了高爐大修工程安裝質(zhì)量和工期,大修工作取得圓滿成功。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
海洋信息技術(shù)與應(yīng)用(2022年1期)2022-06-05 07:38:22
現(xiàn)代裝飾(2020年5期)2020-05-30 13:01:56
紫禁城(2019年12期)2020-01-14 02:53:18
農(nóng)家書屋(2019年4期)2019-05-15 08:25:28
電子制作(2018年11期)2018-08-04 03:26:08
中國核電(2017年2期)2017-08-11 08:00:56
流程工業(yè)(2017年4期)2017-06-21 06:29:50
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
中國石油石化(2015年12期)2015-04-20 09:04:36
