1Cr18Ni9Ti不銹鋼脈沖超窄間隙焊接頭的組織及耐腐蝕性能
2021-04-22 09:00:52鄭韶先徐龍強杜寶峰
機械工程材料 2021年4期
鄭韶先, 徐龍強, 杜寶峰, 李 崗
(1.蘭州交通大學材料科學與工程學院, 蘭州 730070; 2.蘭州蘭石檢測技術有限公司, 蘭州 730314)
0 引 言
在焊接厚壁奧氏體不銹鋼時,接頭因晶間貧鉻而易發生晶間腐蝕,采用窄間隙氣體保護焊接時不銹鋼側壁根部易產生熔合不良的缺陷,同時存在接頭殘余應力過大等問題,而采用高能量密度的焊接熱源和低熱輸入的焊接工藝是解決上述問題的根本途徑[1-6]。研究[1,7-8]表明,采用高能量密度的電子束或激光束焊接厚壁奧氏體不銹鋼能夠獲得殘余應力小、力學性能及耐腐蝕性能與母材相當的焊接接頭,但卻存在焊接成本過高等問題。因此從生產成本角度考慮,采用低熱輸入的電弧焊接厚壁奧氏體不銹鋼性價比更高。
超窄間隙焊接(Ultra-Narrow-Gap Welding,UNGW)作為一種電弧焊接方法,具有比常規窄間隙焊接(Narrow Gap Welding,NGW)更小的間隙寬度、更低的熱輸入、更高的電弧能量密度及更強的側壁根部熔透能力,因而可解決窄間隙氣體保護焊時側壁根部熔合不良的問題。研究[9]表明,1Cr18Ni9Ti奧氏體不銹鋼直流UNGW接頭的側壁及其根部熔合優良,耐晶間腐蝕性能良好,并具有接近于母材的力學性能。與直流電弧焊相比,脈沖電弧焊具有電弧力更大、熱輸入可控性更優、熔池冷卻速率更快的優勢,有利于改善奧氏體不銹鋼接頭的側壁熔合效果、顯微組織、力學性能及耐腐蝕性能。但是目前有關厚壁奧氏體不銹鋼脈沖UNGW接頭組織與性能的報道較少。為此,作者采用脈沖UNGW工藝對1Cr18Ni9Ti奧氏體不銹鋼板進行焊接,研究了接頭的顯微組織及力學性能,并對接頭的腐蝕速率以及不同區域的極化曲線進行了測試和分析,以期為厚壁奧氏體不銹鋼脈沖UNGW的工程化應用提供參考。
1 試樣制備與試驗方法
1.1 試樣制備
試驗材料為尺寸160 mm×120 mm×20 mm且經固溶處理的1Cr18Ni9Ti不銹鋼板,化學成分如表1所示,顯微組織見圖1,由條帶狀鐵素體與奧氏體組成。墊板為尺寸260 mm×30 mm×4 mm的1Cr18Ni9Ti不銹鋼板。待焊件采用寬度為5.7 mm的I型坡口對接裝夾固定。

表1 1Cr18Ni9Ti不銹鋼的化學成分(質量分數)Table 1 Chemical composition of 1Cr18Ni9Ti stainless steel (mass fraction) %
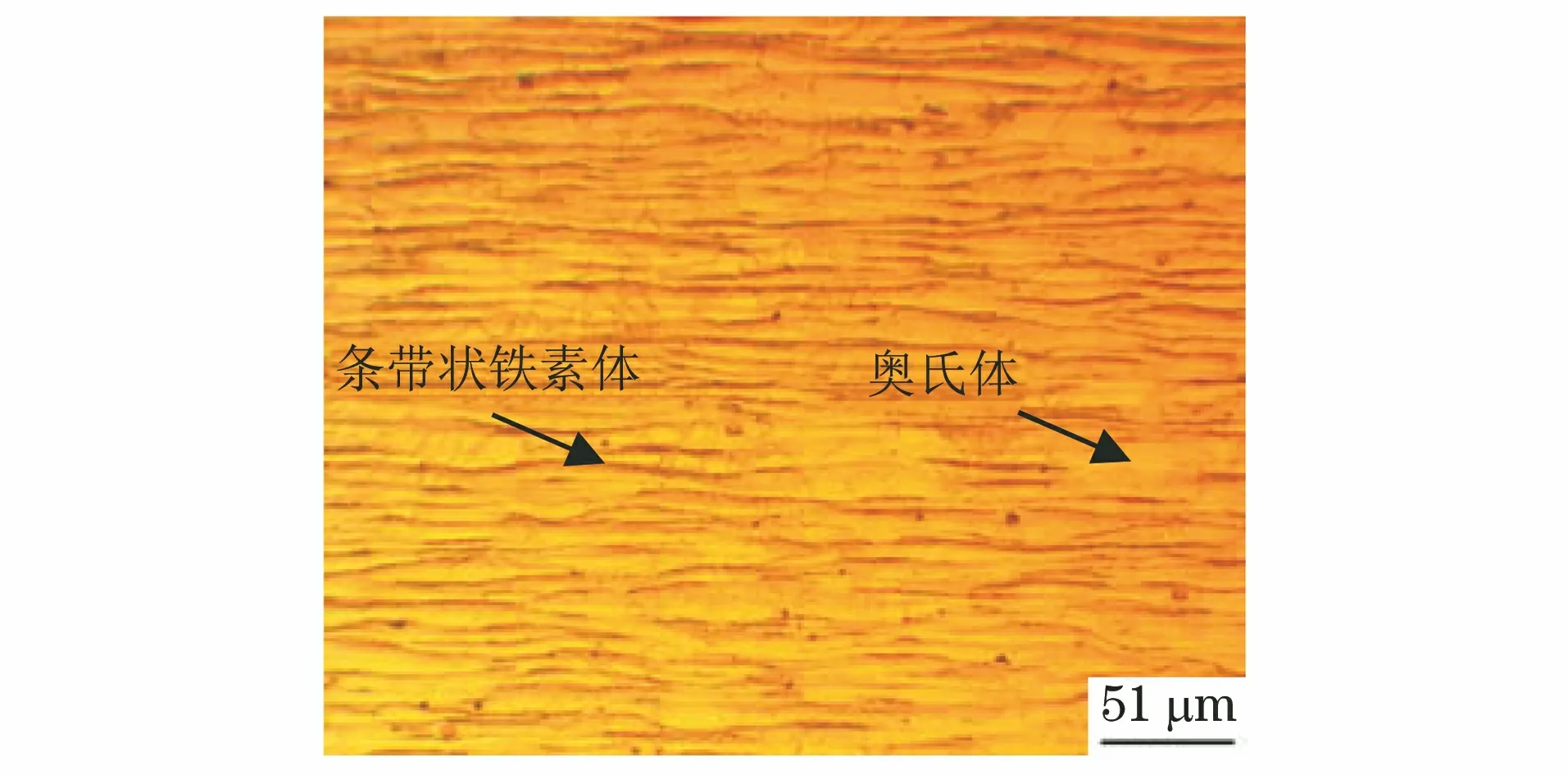
圖1 1Cr18Ni9Ti鋼的顯微組織Fig.1 Microstructure of 1Cr18Ni9Ti steel
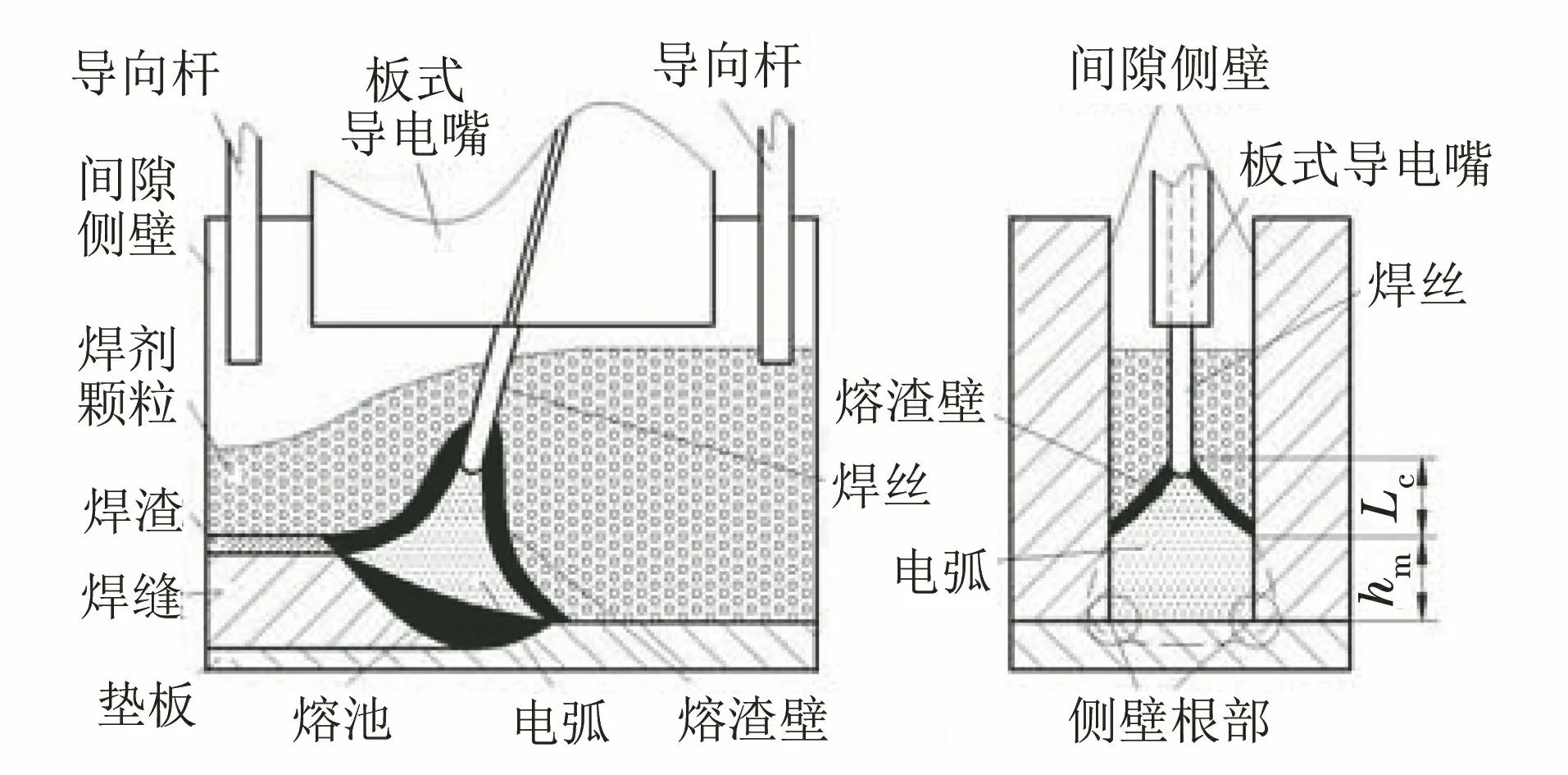
圖2 細顆粒焊劑約束脈沖電弧UNGW示意Fig.2 Schematic of UNGW with constricted pulsed arc by fine granular flux
采用細顆粒焊劑約束脈沖電弧UNGW工藝[3]對待焊件進行焊接,原理如圖2所示,在超窄間隙內利用細顆粒焊劑熔化后形成的熔渣壁對電弧進行約束,以實現電弧對兩側壁及間隙底部的可靠熔化。焊接設備是由YD-500AG型氣保護焊機改裝的自動焊機,焊劑為SJ601燒結焊劑,焊劑顆粒直徑為0.55~0.83 mm,焊絲為直徑1.6 mm的GMS-347L不銹鋼焊絲,焊絲成分見表2,具體焊接工藝參數如表3所示;焊完一道焊縫,用2~3 mm厚的砂輪片清渣,然后繼續焊接直至填滿I型坡口。

表2 GMS-347L焊絲的化學成分(質量分數)Table 2 Chemical composition of GMS-347L wire (mass fraction) %
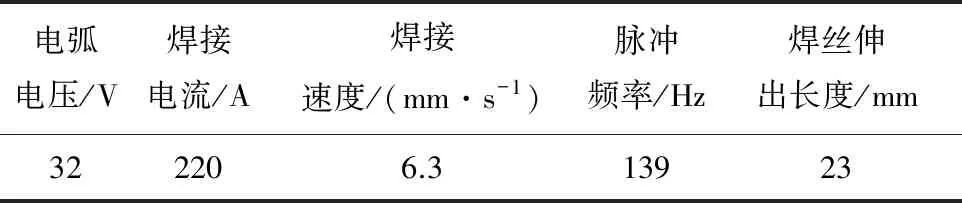
表3 脈沖UNGW工藝參數Table 3 Process parameters of pulsed UNGW
1.2 試驗方法
在脈沖UNGW接頭上截取金相試樣,經磨拋并用體積分數10%的草酸溶液電解腐蝕,電解電壓為9 V,電解時間為60 s,采用HAL100型光學顯微鏡觀察接頭不同區域的顯微組織。按照GB 2651—1989,沿脈沖UNGW接頭橫向以焊縫為中心截取拉伸試樣,試樣總長度為170 mm,其中平行部分的長度為20 mm,橫截面尺寸為8 mm×25 mm,在WE-60型液壓式萬能材料試驗機上進行室溫拉伸試驗,拉伸速度為8 mm·min-1。按照GB 2650—1981,沿脈沖UNGW接頭橫向以焊縫為中心截取沖擊試樣,試樣尺寸為10 mm×10 mm×55 mm,開V型缺口,在ZBC2602N-3型沖擊試驗機上進行室溫沖擊試驗。
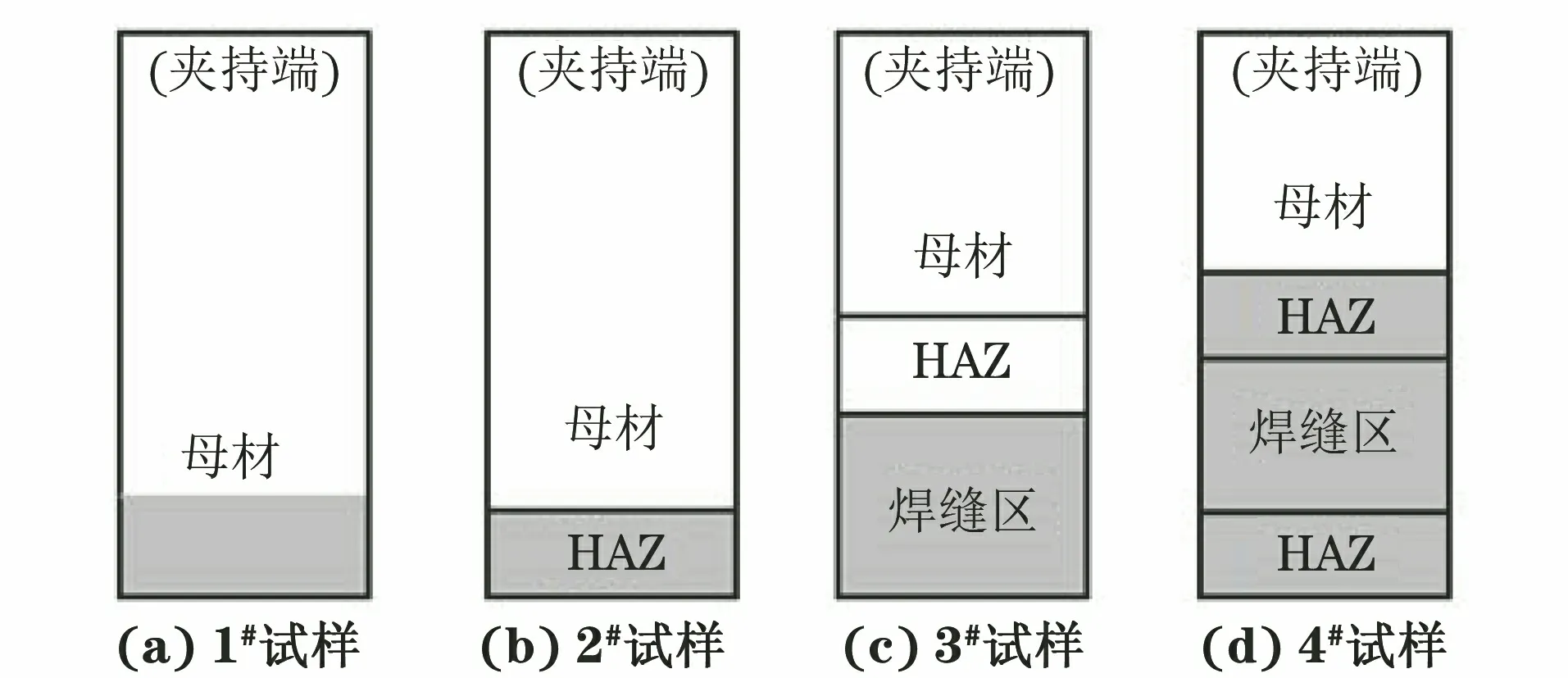
圖3 電化學試樣的測試位置示意Fig.3 Schematic of testing position of electrochemical samples
采用線切割方法沿接頭橫向切出厚度為2 mm的片狀試樣,用砂紙打磨表面,用體積分數10%的草酸溶液電解腐蝕熱影響區(HAZ)和焊縫區,再分別按照圖3所示位置在片狀試樣中線切割出尺寸均為20 mm×5 mm的電化學試樣。將每個試樣的待測試部位(如圖3中灰色區域所示)用砂紙打磨光亮并用丙酮清洗,其中:1#試樣測試區域為母材,且試樣未進行過敏化處理;熔合區因寬度很窄難以與HAZ分離,因此2#試樣測試區HAZ實際由熔合區和HAZ組成;3#試樣測試區為焊縫區;4#試樣測試區為完整接頭。將電化學試樣的測試區域置于質量分數3.5% NaCl溶液中,采用CS350H型電化學工作站測試接頭不同區域的極化曲線,采用三電極系統,飽和甘汞電極(SCE)為參比電極,鉑為輔助電極,試樣為工作電極。采用線切割方法沿接頭橫向以焊縫為中心截取尺寸為14 mm×15 mm×29 mm的晶間腐蝕試樣,其總表面積和質量分別為2 189.16 mm2和50.628 2 g,按照GB/T 4334—2008,采用ICT-4型晶間腐蝕儀進行晶間腐蝕試驗,腐蝕介質為質量分數65%硝酸溶液,整個試驗過程分3個腐蝕周期,每個腐蝕周期為48 h,腐蝕速率取3個腐蝕周期的平均腐蝕速率。腐蝕速率v的計算公式為
v=(m1-m2)/(St)
(1)
式中:m1為腐蝕前試樣的質量;m2為腐蝕后試樣的質量;S為試樣總表面積;t為腐蝕時間。
晶間腐蝕試驗結束后,采用掃描電子顯微鏡(SEM)觀察腐蝕形貌。
2 試驗結果與討論
2.1 顯微組織
由圖4可以看出:脈沖UNGW接頭由3道焊縫組成,從下到上依次為打底焊縫、填充焊縫及蓋面焊縫,每道焊縫兩側及上下道焊縫之間均熔合良好,蓋面焊縫柱狀組織比填充焊縫的粗大,而打底焊縫觀察不到柱狀組織。
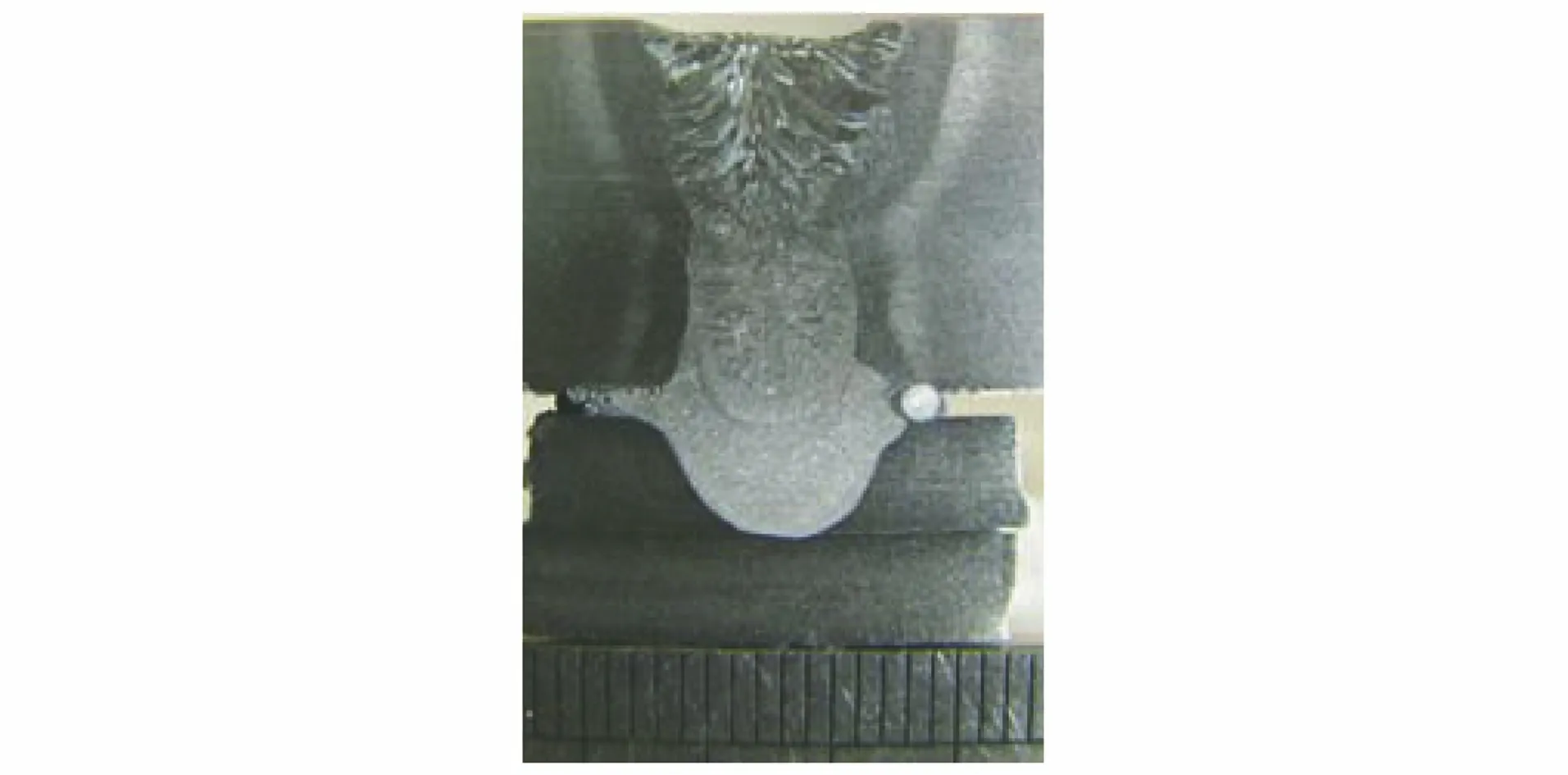
圖4 脈沖UNGW接頭的橫截面宏觀形貌Fig.4 Cross section macromorphology of pulsed UNGW joint
圖5中WM為焊縫區,FZ為熔合區,VF為蠕蟲狀δ鐵素體,PMZ為部分熔合區,UZ為不完全混合區。由圖5可以看出:打底焊縫區基體組織為奧氏體(A)等軸晶,等軸晶上分布有板條狀δ鐵素體(δ-F),凝固模式為鐵素體-奧氏體(FA)模式;填充和蓋面焊縫區的基體組織為奧氏體柱狀晶,柱狀晶上分布有板條狀和網狀δ-F,凝固模式也為FA模式。由于焊接熱輸入較低,焊縫區在高溫停留的時間較短,δ-F向A的轉變受到抑制,因此焊縫區的δ-F含量比熱輸入較高的常規弧焊方法所得接頭焊縫區的高[10]。打底焊、填充焊及蓋面焊的熔合區組織較復雜,其中部分熔合區組織為A+蠕蟲狀δ-F,且蠕蟲狀δ-F比焊縫區的δ-F更粗大。蠕蟲狀δ-F的形成是由于部分熔合區以AF模式凝固導致的[11]。不完全混合區組織為A+δ-F,其組織形態較雜亂。熱影響區組織由奧氏體及條帶狀δ-F組成,顯微組織與母材的無明顯差異。
通過對比1Cr18Ni9Ti不銹鋼的脈沖UNGW焊縫區組織與文獻[9]中的直流UNGW焊縫區組織可以看出,脈沖UNGW焊縫區的柱狀晶比直流UNGW焊縫區的略細且鐵素體含量更多。雖然脈沖UNGW的焊接熱輸入(1 kJ·mm-1)與文獻[9]中直流UNGW的(1.12 kJ·mm-1)相近,但脈沖電弧對熔池液態金屬的強烈攪拌可顯著加速熔池的冷卻,導致焊縫晶粒的細化,縮短高溫停留時間,抑制鐵素體向奧氏體的轉變,因此脈沖UNGW焊縫區的柱狀晶較細,且鐵素體含量較多。
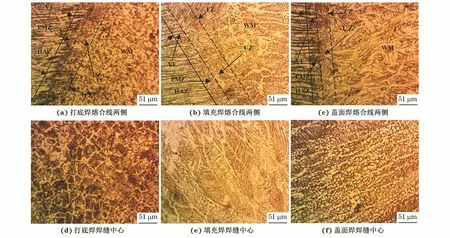
圖5 脈沖UNGW接頭的顯微組織Fig.5 Microstructures of pulsed UNGW joint: (a) both sides of fusion line of backing weld ; (b) both sides of fusion line of filling bead;(c) both sides of fusion line of cover pass; (d) center of backing weld; (e) center of filling bead and (f) center of cover pass
2.2 拉伸及沖擊性能
測得脈沖UNGW接頭的抗拉強度為556.8 MPa,屈服強度為383.6 MPa,斷后伸長率為66.7%,斷面收縮率為40.4%,試樣斷裂位置位于焊縫區。脈沖UNGW接頭焊縫區在室溫下的沖擊功為179,175,184 J·cm2,平均沖擊功為179 J·cm2。與直流UNGW接頭的力學性能[9]相比,1Cr18Ni9Ti不銹鋼脈沖UNGW接頭的抗拉強度和屈服強度偏低,斷后伸長率和室溫沖擊功略微增大,斷面收縮率基本相同。1Cr18Ni9Ti不銹鋼脈沖UNGW接頭熔池冷卻速率比直流UNGW的大,焊縫區的高溫停留時間較短,這有利于減少降溫時焊縫區奧氏體晶界Cr23C6的析出量,從而減弱Cr23C6對焊縫區奧氏體晶界的第二相強化效果,因此脈沖UNGW焊縫區的屈服強度和抗拉強度比直流UNGW焊縫區的降低,但塑韌性卻得到一定的提高。此外,脈沖UNGW焊縫區的柱狀晶比直流UNGW的略細,在細晶強化作用下脈沖UNGW焊縫區的屈服強度和抗拉強度比直流UNGW焊縫區的提高,同時塑韌性也得到了一定的提高。但是,脈沖UNGW焊縫區的晶粒細化效果非常有限,即細晶強化效果弱于第二相強化效果,因此脈沖UNGW焊縫區的屈服強度和抗拉強度比直流UNGW焊縫區的都低。綜上可知,1Cr18Ni9Ti不銹鋼脈沖UNGW接頭的塑性和韌性優于直流UNGW接頭的,但強度低于直流UNGW接頭的。
2.3 極化曲線
由圖6可以看出:熔合區+HAZ、焊縫區、完整接頭、母材的自腐蝕電位分別為-0.574,-0.487,-0.412,-0.365 V,這說明熔合區+HAZ、焊縫區、完整接頭及母材的耐腐蝕性能依次增強。由于母材含有穩定化元素鈦且未受焊接熱循環作用的影響,同時鐵素體含量明顯比焊縫區及熔合區的低,因此其耐腐蝕性能最好。焊縫區的耐腐蝕性能比熔合區+HAZ好的原因在于焊絲中含有較多的鈮元素,并且焊絲中的碳含量僅約為1Cr18Ni9Ti鋼中的1/2,當熔池溫度降至1 100~1 400 ℃的某一溫度后,NbC優先析出,消耗了焊縫區內的碳,使得奧氏體晶界形成的Cr23C6相明顯減少,因此焊縫金屬具有更好的耐腐蝕性能。完整接頭是由焊縫區、熔合區、熱影響區及部分母材組成,由于自腐蝕電位最高的部分母材的存在提高了完整接頭的混合電位,因此完整接頭的自腐蝕電位比焊縫區和熔合區+HAZ的高。

圖6 脈沖UNGW接頭不同區域在NaCl溶液中的極化曲線Fig.6 Polarization curves of different zones of pulsed UNGW joint in NaCl solution
2.4 耐晶間腐蝕性能
計算得到在晶間腐蝕試驗過程的3個周期中,脈沖UNGW接頭的腐蝕速率分別為1.11,0.36,0.30 g·m-2·h-1,平均腐蝕速率為0.59 g·m-2·h-1。未敏化處理母材的腐蝕速率為0.17 g·m-2·h-1,而敏化處理母材的腐蝕速率為0.90~1.82 g·m-2·h-1[12]。可知,1Cr18Ni9Ti鋼脈沖UNGW接頭的耐晶間腐蝕性能比未敏化處理母材的差,但明顯優于敏化處理母材的。脈沖UNGW接頭的平均腐蝕速率略高于直流UNGW接頭的[9],這主要是由于脈沖UNGW接頭的鐵素體含量比直流UNGW接頭的高且鐵素體先于奧氏體腐蝕所致。
圖7為經3個周期的晶間腐蝕試驗后脈沖UNGW接頭的腐蝕形貌。由圖7可以看出:PMZ及其附近的HAZ內出現相互平行且深而寬的腐蝕溝,該腐蝕溝是原蠕蟲狀δ-F和條帶狀δ-F腐蝕后形成的,在不完全混合區(UZ)形成了大量方向雜亂的腐蝕溝,這些腐蝕溝也主要是由δ-F腐蝕形成的;熔合區+HAZ腐蝕溝的寬度、深度及分布的密集程度均比焊縫區的大,因此熔合區+HAZ的腐蝕程度比焊縫區的嚴重,該區域為接頭耐腐蝕性能最薄弱的區域,這也與極化曲線測試結果相吻合;焊縫區也形成了大量的腐蝕溝,并且腐蝕溝形貌與焊縫區內形成的原板條狀和網狀δ-F形貌一致,即焊縫區的腐蝕溝也主要是原δ-F腐蝕形成的,而焊縫區表面無腐蝕溝形成的區域則為奧氏體。脈沖UNGW接頭HAZ、熔合區及焊縫區均可觀察到點蝕坑,這些點狀蝕坑一般是由夾雜物腐蝕形成的[13]。
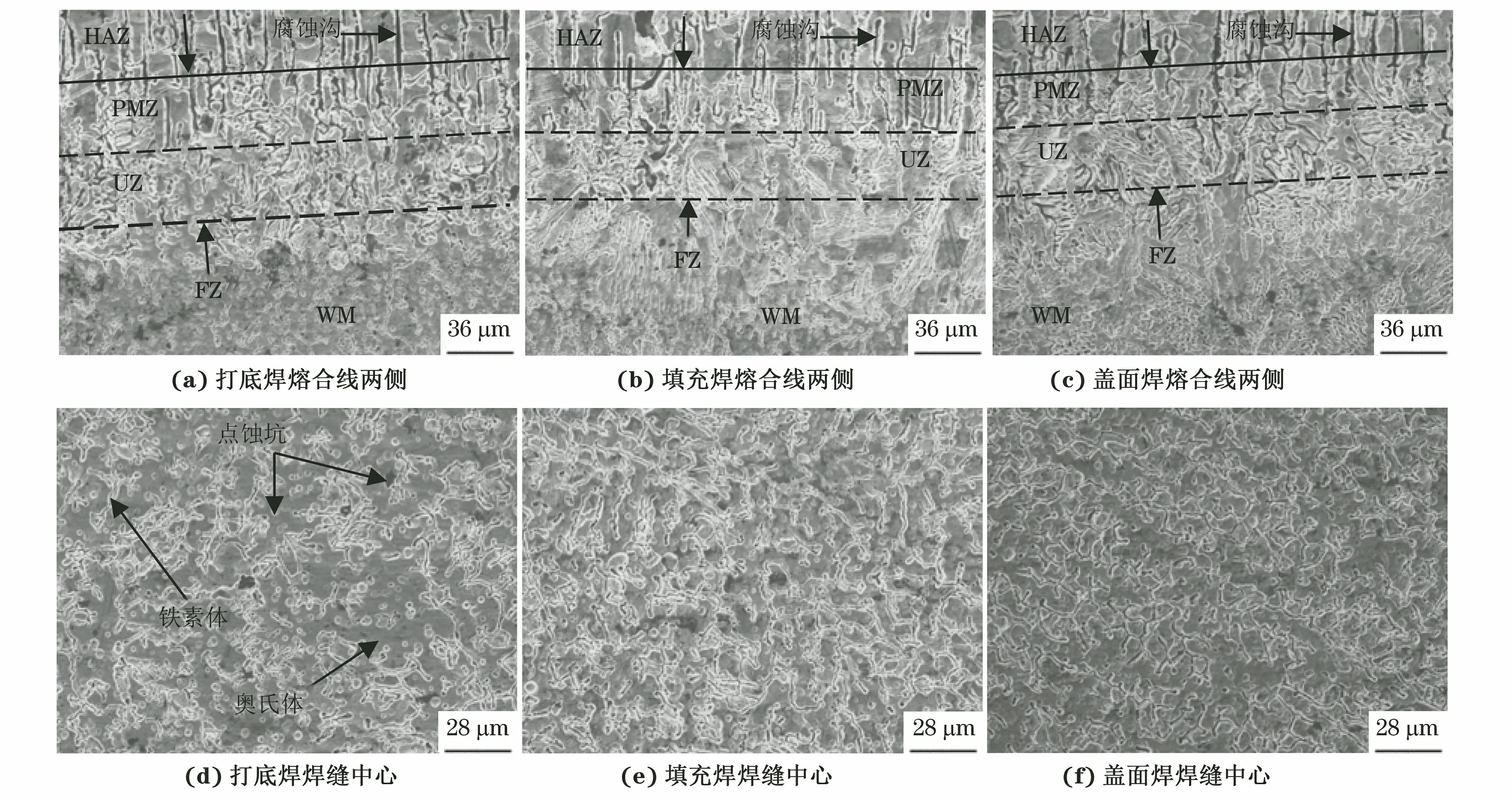
圖7 脈沖UNGW接頭的晶間腐蝕形貌Fig.7 Intergranular corrosion morphology of pulsed UNGW joint: (a) both sides of fusion line of backing weld; (b) both sides of fusion line of filling bead; (c) both sides of fusion line of cover pass; (d) center of backing weld; (e) center of filling bead and (f) center of cover pass
3 結 論
(1) 1Cr18Ni9Ti不銹鋼脈沖UNGW接頭焊縫區的凝固模式均為鐵素體-奧氏體模式,打底焊縫區的組織為奧氏體等軸晶+板條狀δ鐵素體,填充焊和蓋面焊縫組織為奧氏體柱狀晶+板條狀和網狀δ鐵素體;熔合區中部分熔合區組織為奧氏體+蠕蟲狀δ鐵素體,而不完全混合區組織為奧氏體+δ鐵素體,組織形態較雜亂;熱影響區由奧氏體+條帶狀δ鐵素體組成。
(2) 1Cr18Ni9Ti不銹鋼脈沖UNGW接頭的抗拉強度為556.8 MPa,屈服強度為383.6 MPa,斷后伸長率為66.7%,斷面收縮率為40.4%,平均沖擊功為179 J·cm2,其塑性和韌性優于直流UNGW接頭的,但強度低于直流UNGW接頭的。
(3) 1Cr18Ni9Ti不銹鋼脈沖UNGW接頭中熔合區+熱影響區、焊縫區、完整接頭及母材在質量分數3.5% NaCl溶液中的耐腐蝕性能依次增強,脈沖UNGW接頭在質量分數65%硝酸溶液中的耐晶間腐蝕性能比未敏化處理母材的與直流UNGW接頭的差,但明顯優于敏化處理母材的;熔合區+熱影響區是整個接頭耐腐蝕性能最薄弱的區域。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16