減壓塔塔頂尾氣脫硫
2021-04-23 08:35:26劉長旭
上海化工 2021年2期
劉長旭 唐 濱
福陸中國工程建設有限公司 (上海 201210)
在以往煉油廠的操作中,減壓塔塔頂含烴類尾氣一般作為燃料送去加熱爐燃燒。隨著國內環保要求的日益提高,采用直接燃燒的方式處理該尾氣很難滿足國家或者地方的排放法律法規要求。某項目減壓塔塔頂抽真空廢氣含有H2S,直接用作燃料氣燃燒后的廢氣中SOx超標,通過增加一個胺洗脫硫塔,可以將尾氣中H2S 的物質的量分數降低至原來的0.05%,然后送往進料加熱爐作為燃料氣,加熱爐煙氣SOx實現達標(低于100 mg/m3)排放。
1 流程簡介
減壓塔塔頂抽真空尾氣組成如表1 所示。
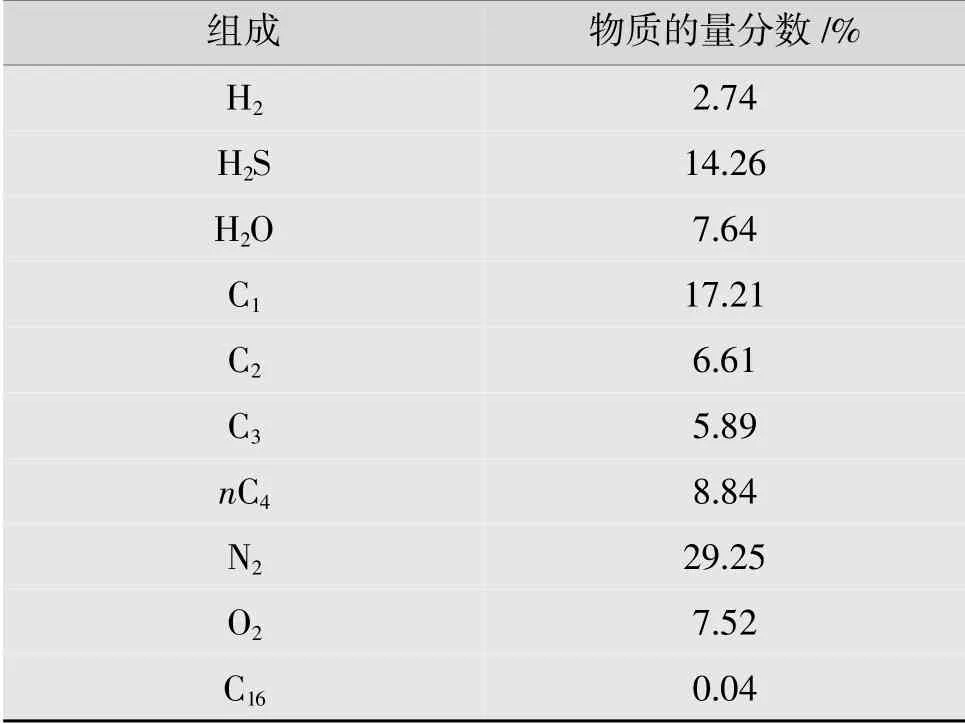
表1 減壓塔塔頂抽真空尾氣組成
這股尾氣如果直接用作燃料氣,燃燒產生的煙氣中SOx將嚴重超標,因此首先要脫除其中的H2S。
尾氣中的酸性氣脫除工藝主要分為4 種:濕法(可再生溶劑)、干法、膜分離法和生物法。濕法又可分為化學溶劑法、物理溶劑法和物理-化學溶劑法3 種。
1.1 尾氣脫酸工藝比較
尾氣中酸性氣體脫除工藝及其優缺點如表2 所示。膜分離法由于造膜費用高,而且不能保證脫硫的精度與純度,還未被廣泛應用;生物法具有誘人的工業應用前景,但技術上還處于研究開發階段,目前仍然面臨許多挑戰。這兩種新興的酸性氣體脫除技術,還需要進一步研究與發展,本文暫不作詳細論述。
1.2 脫酸工藝選擇
根據尾氣組成和對H2S 的要求,可以選擇N-甲基二乙醇胺(MDEA)溶液作為脫硫工藝的吸收劑,達到選擇性脫除H2S 的目的。用胺液吸收H2S時:既有物理吸收又有化學吸收,且吸收能力強;胺液基本不降解,對裝置腐蝕性較小且蒸汽壓較低,吸收酸氣損失小。
MDEA 是在20 世紀80 年代初作為一種選擇性脫除H2S 的溶劑開始獲得工業應用的,在實踐中,MDEA 卓越的低能耗性質也迅即被人們發現。因此,無論在國內還是國外,著眼于其節能特點,從20 世紀80 年代開始了MDEA 的應用熱潮。經過近40 年的發展,時至今日,以MDEA 為主劑已開發出多種溶液體系,其應用范圍幾乎覆蓋了整個氣體脫硫脫碳領域。
另外,選擇MDEA 作為吸收溶劑的原因是,在各種胺液中,MDEA 溶液的腐蝕性最小。即便如此,在實際操作過程中還是出現過設備腐蝕。所以,在選擇設備和管道材料時需充分考慮腐蝕問題,給設備提供足夠的腐蝕裕量。
與其他胺液相比,MDEA 溶液發泡性的強弱,文獻中有不同的認識。有文獻認為,MDEA 溶液本身的泡沫多于其他胺液,但是其腐蝕較輕,產生的可穩定泡沫的硫化鐵少,所以發泡問題較其他胺液輕。
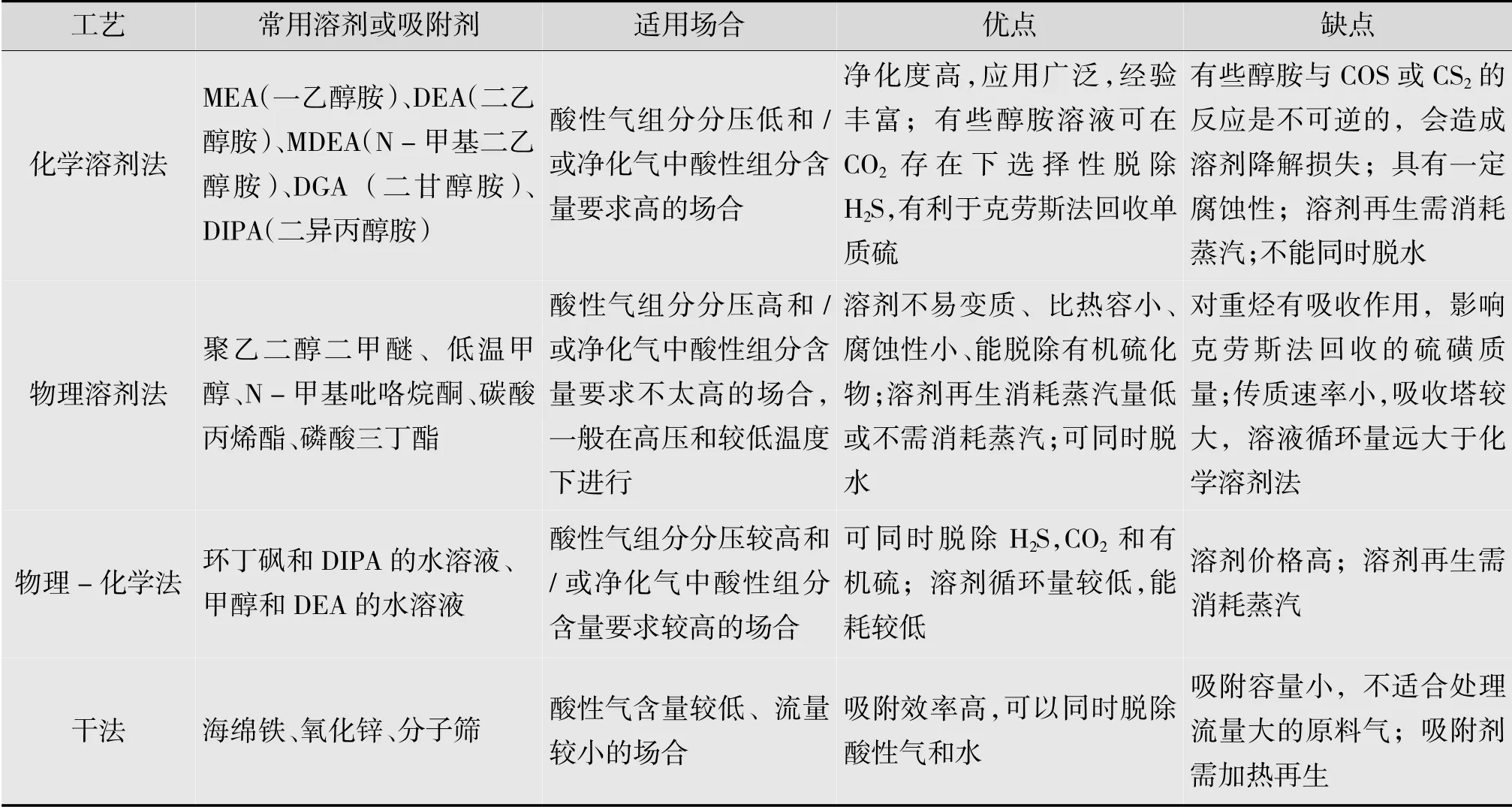
表2 酸性氣脫除方法比較
從俄羅斯研究人員所測定的胺液發泡性能(見表3)來看:MDEA 溶液的泡沫并不高,泡沫穩定時間也不長;但所示數據難以歸納出規律性。
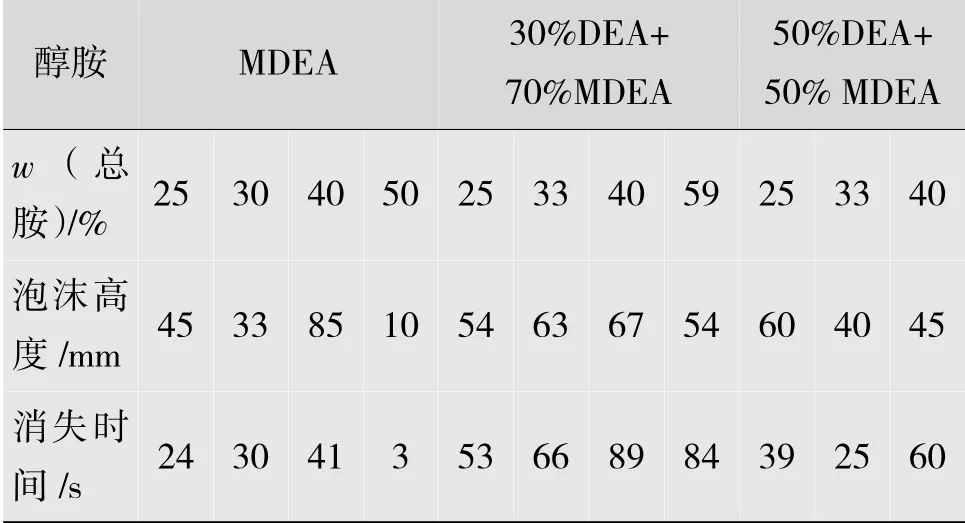
表3 胺液發泡性能比較
王隆祥等[1]依據重慶天然氣凈化總廠7 套使用MDEA 的裝置運行8 年的經驗,在肯定其取得巨大技術經濟效益的同時,指出MDEA 抗污染性能較差,從而容易導致溶液發泡。因此,應當注意采取防止MDEA 溶液被污染的措施并積累經驗。
1.3 脫硫塔設計計算
該胺洗脫硫塔流程設計是在項目基本設計完成之后提出的,本著盡量利用現有MDEA 供給的基礎,采用可行的技術方案進行脫硫處理。流程簡圖如圖1 所示。

圖1 胺洗脫硫塔流程
由于脫硫后尾氣將作為進料加熱爐的燃料氣,量不足時引入一股燃料氣作為補充。根據GB 31570—2015《石油煉制工業污染物排放標準》要求,工藝加熱爐煙氣中SO2質量濃度需低于100 mg/m3,脫硫尾氣中的H2S 需滿足一定要求,才能實現加熱爐煙氣的達標排放。
根據分析,當加熱爐負荷為30%時,補充的燃料氣(基本不含H2S)量最小,對脫硫尾氣中H2S含量要求最高,經過ProMax 燃燒計算,可以得到此時脫硫后尾氣中的H2S含量,結果如表4 所示。
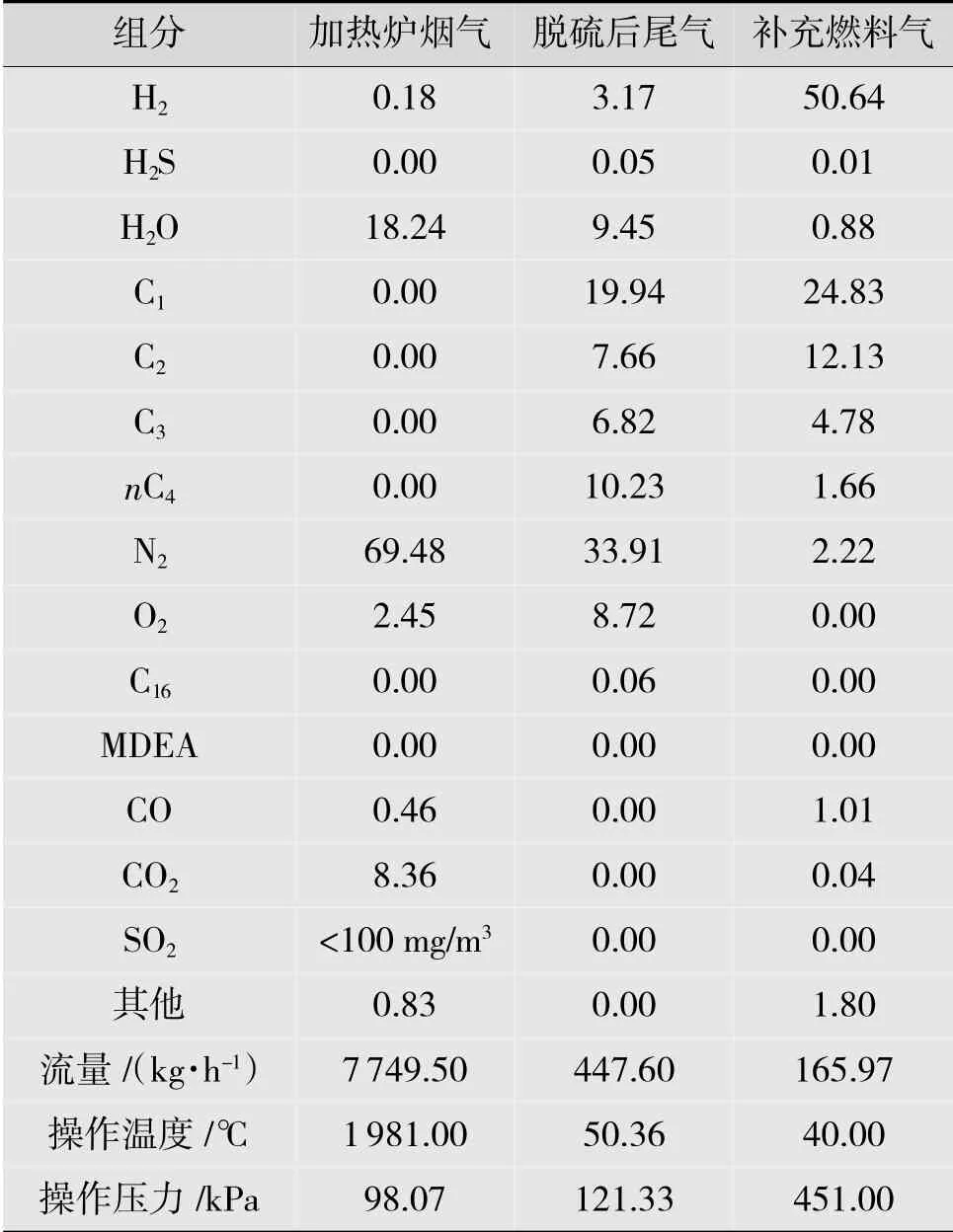
表4 各氣體組分及其物質的量分數%
因此,當需要將加熱爐煙氣SO2含量控制在標準范圍內時,脫硫后尾氣中H2S 物質的量分數需控制在0.05%以內,根據計算結果(見表5)進行脫硫塔的計算。
經PRO/Ⅱ模擬計算,脫硫塔操作條件如下:塔頂溫度為50.36 ℃,塔頂壓力為121.33 kPa;塔釜溫度為53.85 ℃,塔釜壓力為126.00 kPa。
由于減壓塔塔頂尾氣的壓力較低,為保證尾氣進氣壓力滿足爐子燒嘴的要求,脫硫塔設計選擇低壓降填料,同時為了滿足脫硫要求,選擇三段填料進行塔設計,具體見表6。為避免液體夾帶導致液滴進入燒嘴,在塔頂配備了絲網除沫器。
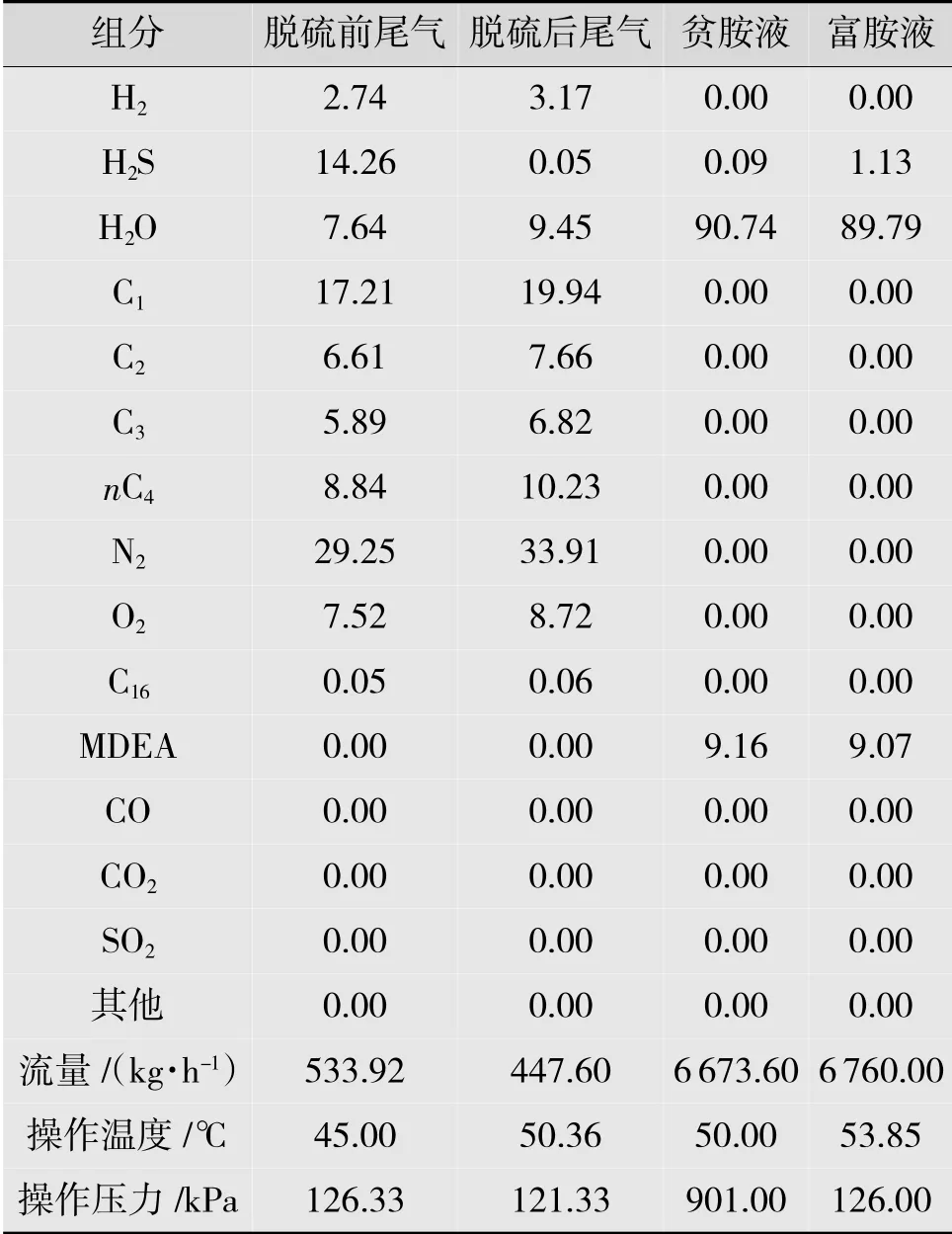
表5 脫硫前后尾氣及胺液組分及其物質的量分數%

表6 減壓塔及填料相關情況
在原有的設計中,減壓塔塔頂尾氣來自于蒸汽抽真空系統的冷凝分離器,為了防止烴類冷凝,需要把原有設計的進氣溫度改成45 ℃,這樣保證了和貧胺液之間有5 ℃的溫差。同時,由于硫吸收塔的操作壓力很低,為了保證富胺液能夠返回胺再生系統,增加了一臺富胺液泵。
在塔的設計中,由于胺洗的操作會產生少量油相組分并累積到塔釜,因此考慮了撇油器,來保證操作過程中排出可能產生的油相,同時將撇油器的出口連接到富胺液泵的出口,以便于操作。
2 結語
隨著環保法規的日益嚴格,如何控制各種含烴含硫廢氣的排放和回收利用越來越為人們所關注。通常,煉廠脫硫塔的壓力為0.6~0.8 MPa,而在這個壓力下,減壓塔塔頂尾氣是不能被送入常規脫硫塔進行處理的。在考慮利用裝置現有脫硫溶劑的同時,參考相關項目,設計了一個新的脫硫系統,來滿足尾氣燃燒后的地方排放要求。
經過脫硫處理后的氣體,H2S 質量濃度為50 mg/m3。該股物流和燃料氣混合后作為常規燃料氣進入到燃料系統可滿足煙氣的排放指標要求。在環保達標的前提下充分利用了減壓塔塔頂尾氣,達到了節能減排的目的。
本項目生產過程中產生的尾氣若直接用作燃料氣會給環境造成嚴重破壞,選用胺液吸收的方法進行處理,不僅可凈化尾氣,又可充分利用尾氣(將其用作燃料氣),節能環保。該做法值得在合適的工廠進行推廣。
猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年2期)2019-05-11 09:12:16
測控技術(2018年2期)2018-12-09 09:00:52
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
當代化工研究(2016年9期)2016-03-20 16:22:15
中國資源綜合利用(2016年2期)2016-01-22 07:27:41
