水廠污泥離心脫水系統控制方案解析
2021-04-23 08:35:32狄海龍
上海化工 2021年2期
付 兵 狄海龍 李 強
海申機電總廠(象山)(浙江寧波 315718)
污泥離心脫水系統為保證穩定運行,多采用可編程邏輯控制器(PLC)加觸摸屏控制方式。PLC 是一種數字運算的電子系統,專為工業環境下應用而設計,它采用可編程序的存儲器(在其內部存儲執行邏輯運算、順序控制、定時、計數和算術運算等的操作指令),并通過數字式和模式式的輸入、輸出控制各類機械或生產過程。PLC 是20 世紀70 年代以來在集成電路、計算機技術基礎上發展起來的一種新型工業控制設備[1],被廣泛應用于自動化控制的各個領域。
1 PLC 在水廠污泥離心脫水系統中的應用
1.1 污泥離心脫水系統簡介
整套污泥離心脫水系統由離心機、絮凝劑制備裝置、切割機、進泥螺桿泵、加藥螺桿泵、進泥流量計、加藥流量計、螺旋輸送機等部分組成,具體如圖1 所示。
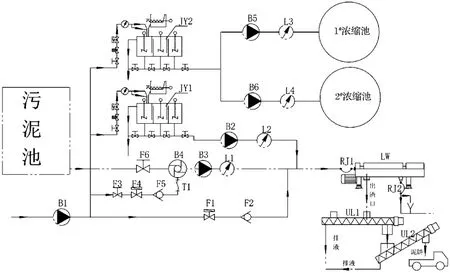
圖1 離心脫水系統簡圖

圖2 離心機結構
1.2 離心機結構和基本原理
上逆流臥式螺旋卸料沉降離心機是可同時完成污泥濃縮、脫水的設備。主機由柱-錐轉鼓、螺旋卸料器、差速器、軸承座、機座、罩殼、主副電機及電器系統構成,具體見圖2。其工作原理是:懸浮液經進料管和螺旋出料口進入轉鼓,在高速旋轉產生的離心力作用下,密度較大的固相顆粒沉積在轉鼓內壁上,與轉鼓作相對運動的螺旋葉片不斷地將固相顆粒刮下并推出排渣口,分離后的清液經液層調節板開口流出轉鼓。螺旋與轉鼓之間的相對運動(即差轉 速)通過差速器來實現,其大小由副電機來控制。差速器的外殼與轉鼓相聯接,輸出軸與螺旋體相聯接,輸入軸與副電機相聯接。主電機帶動轉鼓旋轉的同時也帶動了差速器外殼的旋轉,副電機通過聯軸器的聯接來控制差速器輸入軸的轉速,使差速器能按一定的速比將扭矩傳遞給螺旋,從而實現離心機對物料的連續分離[3]。
離心機具有2 種自動控制功能,即差轉速控制和力矩控制。由于物料含固率可能有波動,采用差轉速控制系統時要保證差轉速穩定,達到出渣干度恒定;采用恒力矩控制時要確保離心機負荷穩定,使得分離效果處于最佳狀態,以保證離心機可靠安全運行。目前,離心脫水系統的電控系統多采用PLC 加觸摸屏的控制模式實現系統的平穩連續自動運行。在運行過程中,PLC 會對離心機的軸承溫度、振動、力矩、藥箱液位、污泥池液位、進料流量、加藥流量進行判斷,以確保系統的運行安全。當出現異常情況時,觸摸屏上會顯示報警信息,根據報警信息可確定故障位置,與上位機進行PROFIBUS-DP 通訊,實現對離心脫水系統運行參數的實時監控。
1.3 設計方案
1.3.1 系統配置
控制柜內主要元器件有主變頻器(ABB ACS510)、副變頻器(ABB ACS550)、加藥變頻器(ABB ACS510)、進料變頻器(ABB ACS510)、供粉變頻器(ABB ACS510)、PLC(西門子S7-200)(配置表見表1)、西門子觸摸屏(SMART 1000 IE)、接觸器、繼電器、接近開關等。
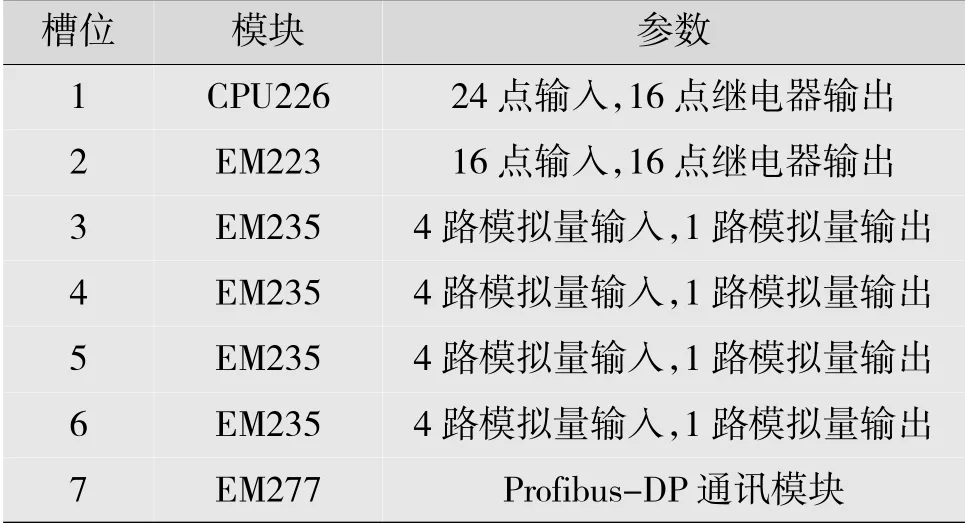
表1 PLC 配置表
1.3.2 軟件編程和模擬量處理
PLC 編程軟件使用step7-micro/win V4.0,觸摸屏使用SIEMENS SMART 1000 IE。各個開關量控制及定時、計數、聯鎖等采用順序控制。濃縮池聚丙烯酰胺(PAM)投加量、藥箱液位、污泥池液位、副機力矩均采用過程控制。
對于PLC 控制系統來說,其抗干擾能力的高低直接影響系統的穩定可靠運行[4]。從S7-200PLC 安裝手冊可以看出,模擬數字(A/D)模塊轉換間沒有隔離,模擬量模塊抗干擾能力弱,所以從硬件接線和程序兩方面分別進行了抗干擾處理。
(1)硬件接線。動力線、控制線分別布線;開關量和模擬量信號分開走線,模擬量信號(如藥箱液位、加藥、進料流量計信號、污泥池液位、振動信號)采用屏蔽線,單端接地,接地電阻小于屏蔽層電阻的1/10;將通過變送器采集的模擬量的信號負端與M短接,消除共模電壓差;PLC 供電增加隔離變壓器;傳感器輸出信號增加阻容濾波,濾除高頻干擾信號;有效的接地。
(2)程序方面。對模擬量輸入信號在程序中作累計128 次取平均值的處理,每次讀取時間在毫秒級,完全滿足實際需要。
1.4 PLC 控制系統軟件設計
該PLC 控制系統考慮了各種聯鎖保護,如軸承座振動、溫度變化、主變頻器故障、副變頻器故障、加藥變頻器故障、進料變頻器故障、輸送機故障、刀閘閥故障、進料蝶閥故障、偏心閥故障、污泥池攪拌機故障、污泥池液位變化、藥箱液位低、力矩大、主機電流大、加藥流量小、進料流量小等(故障聯鎖及地址見表2 與表3),能在發生故障后自動聯鎖保護設備。變頻器的運行、故障反饋、啟動/停止均通過PLC 開關量模塊完成,運行頻率、運行電流、給定頻率由模擬量輸入/輸出模塊通過0~20 mA 電流信號進行監控或控制[5]。
1.5 PLC 自動控制流程
1.5.1 離心脫水系統
離心脫水系統控制流程如圖3 所示。按下程序啟動按鈕,離心機5 min 達到分離轉速(2 700r/min),3 min 穩速啟動輸送機;檢測藥箱液位與污泥池液位是否正常,無異常加藥泵啟動,進泥偏心閥開啟,加藥流量大于0.3 m3/h 后進泥泵啟動,延時3 min 刀閘閥打開,離心機進入正常分離狀態;當力矩大于45 N·m 或按下程序停止按鈕,加藥泵停止,延時1 min 停進泥泵;關閉進料偏心閥,離心機空轉10 min 排泥后關閉刀閘閥,停輸送機;離心機停車25 min,然后再次升速到沖洗轉速(10 Hz),開沖洗閥沖洗15 min,停車結束。

表2 故障聯鎖

表3 I/O 地址表(部分)
在運行過程中,PLC 會對軸承溫度、振動、力矩、藥箱液位、污泥池液位進行實時監控,當出現異常時聯鎖保護相關設備,確保離心機安全可靠運行。
程序設計分自動和手動2 種模式。手動模式就是各設備可單獨操作,通過人為操作進行每個設備的順序控制;自動模式就是一鍵啟動,所有設備按編制的自動程序進行順序控制,自動與手動互鎖。
根據設定力矩,PLC 通過調節副電機轉速對實際力矩實現比例、積分、微分控制(PID 控制)。恒力矩PID 控制原理見圖4。

圖3 離心脫水系統控制流程圖

圖4 恒力矩PID 控制原理
1.5.2 PAM 制備系統
PAM 制備系統控制流程見圖5。選擇自動模式,三箱攪拌機自動運行,自動檢測第三箱液位,中液位開始自動配藥,檢測藥斗藥位,一切正常時自動啟動供水閥、推桿、供粉電機、振動器,按照設定的配比自動調整PAM 干粉投加量,達到第三箱高液位自動停推桿、供粉電機、供水閥、振動器。
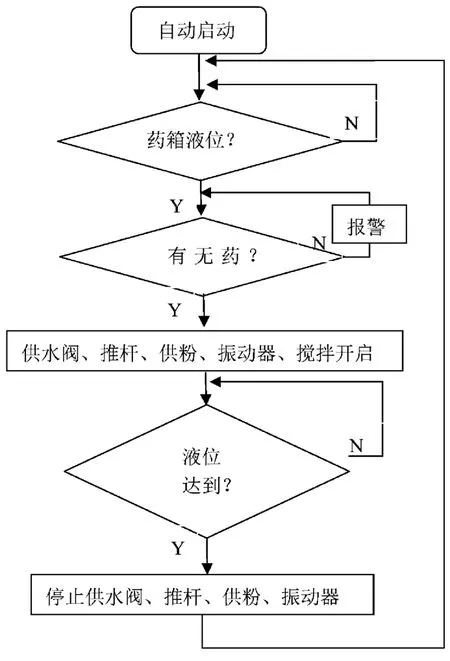
圖5 PAM 制備系統控制流程
1.5.3 PAM 投加系統
濃縮池PAM 投加系統工作流程見圖6。設定好濃縮池PAM 干粉投加量,根據進泥量大小通過調整投加泵轉速對PAM 投加量進行PID 控制。
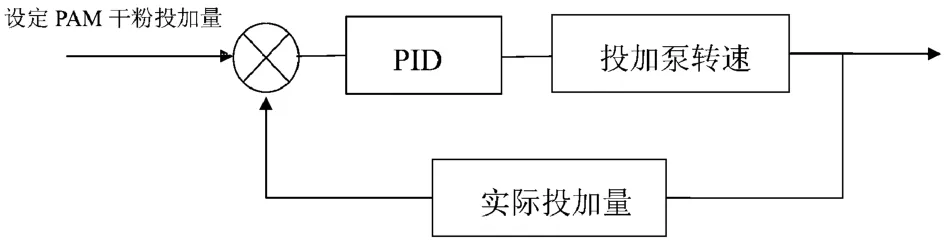
圖6 濃縮池PAM 投加量PID 控制原理
1.6 變頻器主要參數設置
變頻器主要參數設置情況如表4 所示。
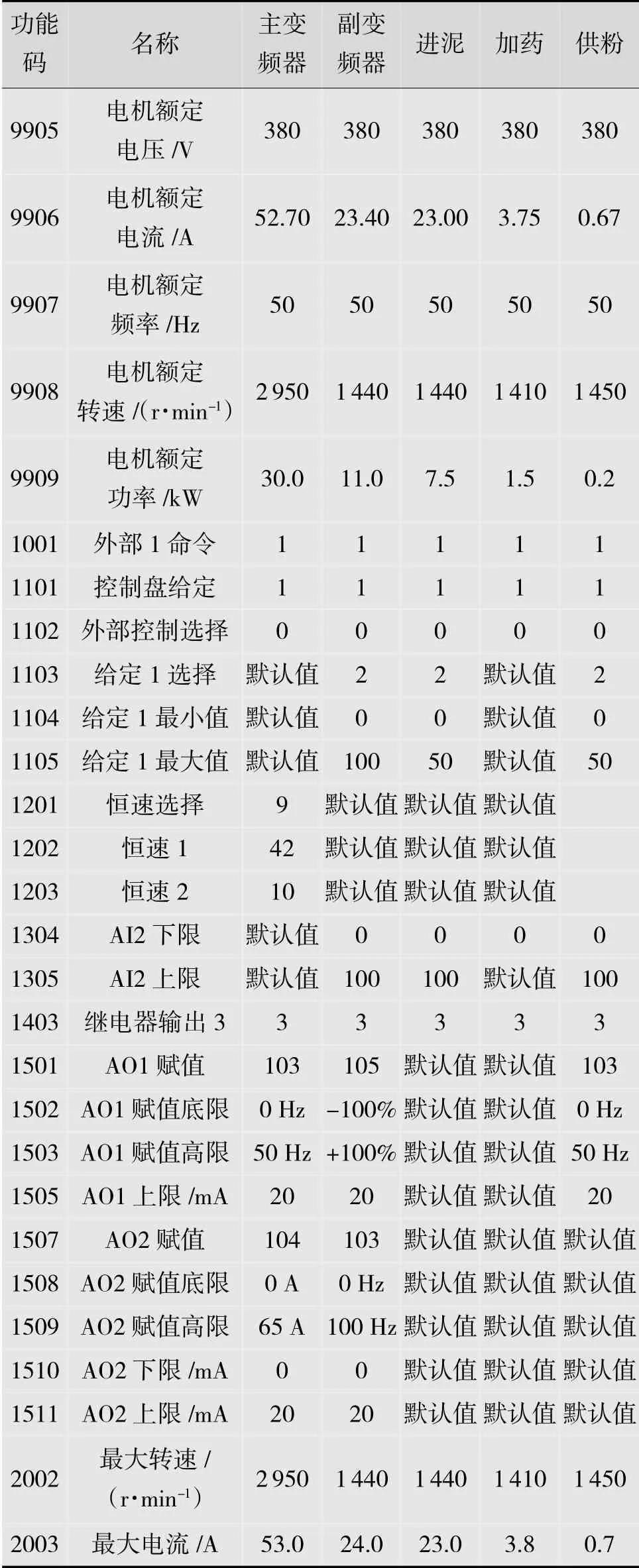
表4 變頻器參數設置表
2 結語
通過介紹水廠離心脫水系統中控制方案的應用實例,說明了伴隨著現代工業自動化的進程,PLC 在工業自動化控制領域仍然將發揮巨大的主導作用,隨著PLC 與現代網絡設備的不斷聯系和應用,其在未來工業自動化控制領域必將獲得更大的發展空間,為現代工業自動化提供強有力的技術支持。
猜你喜歡
防爆電機(2020年3期)2020-11-06 09:07:42
汽車維修與保養(2019年7期)2020-01-06 03:30:42
測控技術(2018年5期)2018-12-09 09:04:50
測控技術(2018年9期)2018-11-25 07:45:00
石油化工自動化(2018年5期)2018-11-14 02:34:30
電子制作(2017年7期)2017-06-05 09:36:13
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:41
汽車維護與修理(2015年2期)2015-02-28 12:15:39
