淺談PLC 在萬能式卷板機(jī)上的運(yùn)用
2021-04-24 11:06:10孔慶香
科學(xué)技術(shù)創(chuàng)新 2021年8期
關(guān)鍵詞:水平
孔慶香
(江蘇江南電力有限公司,江蘇 南京210028)
1 研究意義及內(nèi)容
1.1 研究意義
隨著鋼鐵化工、大型造船、核電站、航空航天、新能源汽車及高鐵運(yùn)輸?shù)阮I(lǐng)域的迅速發(fā)展,對(duì)于各種外形、各種高精度、各種規(guī)格板材的需求隨之爆發(fā)式增長。卷板機(jī)的應(yīng)用在國內(nèi)已具一定的規(guī)模,整體制造水平也逐步得到提高。但國內(nèi)現(xiàn)存的生產(chǎn)線上大多數(shù)卷板機(jī)控制回路還是通過普通繼電器控制,靠操作工通過不斷手動(dòng)調(diào)整上輥及托輥的相對(duì)位置,配合點(diǎn)動(dòng)操作使主軸正反轉(zhuǎn),讓金屬板料在卷板機(jī)上來回運(yùn)動(dòng),循環(huán)上述操作,直到加工成需要的成品。這種加工方式效率低、精度差,一致性難以保證, 已經(jīng)遠(yuǎn)遠(yuǎn)不能滿足市場(chǎng)對(duì)數(shù)量與質(zhì)量的要求。需要自動(dòng)化的機(jī)器實(shí)現(xiàn)規(guī)模化工業(yè)生產(chǎn),提高生產(chǎn)的效率。
1.2 研究內(nèi)容
本課題研究的主要內(nèi)容是對(duì)傳統(tǒng)手動(dòng)控制的三輥式卷板機(jī)進(jìn)行自動(dòng)化改造。將PLC 技術(shù)應(yīng)用到卷板機(jī)上以實(shí)現(xiàn)其自動(dòng)化控制,提高生產(chǎn)效率。本文從以下幾個(gè)方面對(duì)其進(jìn)行了研究:首先,了解卷板機(jī)的種類、應(yīng)用場(chǎng)合、功能以及卷板機(jī)的研究現(xiàn)狀,熟悉我們所研究的三輥卷板機(jī)機(jī)械結(jié)構(gòu)和工作原理。然后,對(duì)卷板機(jī)進(jìn)行電氣設(shè)計(jì)并且對(duì)電氣硬件進(jìn)行了合理的選型,將電氣硬件進(jìn)行正確的連接。最核心也是最重要的是根據(jù)卷板機(jī)的工作原理和工藝流程進(jìn)行PLC 程序設(shè)計(jì)、調(diào)試。最終可以實(shí)現(xiàn)對(duì)卷板機(jī)的自動(dòng)化控制以及得到一個(gè)友好的人機(jī)界面,使得操作更為簡單方便。
2 工作原理
上輥的上下及水平位移都設(shè)有數(shù)字式顯示裝置,因此操作上非常直觀,控制精準(zhǔn)。上輥倒頭的翻轉(zhuǎn)及復(fù)位均通過液壓系統(tǒng)來執(zhí)行,上輥的平衡由卸料裝置來完成,保證卸料更為方便。兩個(gè)下輥為位置固定的主動(dòng)輥,由驅(qū)動(dòng)電機(jī)通過減速裝置減速后,再通過輸出軸齒輪將動(dòng)能傳動(dòng)至下輥兩端的從動(dòng)齒輪上驅(qū)動(dòng)下輥轉(zhuǎn)動(dòng),主減速裝置輸入軸前端裝配有制動(dòng)裝置,當(dāng)待加工板料被上輥和下輥夾住,摩擦力驅(qū)使板料運(yùn)動(dòng),通過上輥、下輥與待加工板料間三個(gè)相接觸的切點(diǎn)構(gòu)成一定的弧度,使待加工平板料彎曲,根據(jù)成品所需圓形半徑或弧形要求,通過上輥兩端液壓系統(tǒng)驅(qū)動(dòng)調(diào)整上輥的上下行程來實(shí)現(xiàn)。上輥的水平行程由制動(dòng)電機(jī)經(jīng)一對(duì)V 型帶輪傳動(dòng)至副減速裝置輸入軸,經(jīng)減速系統(tǒng)兩側(cè)的輸出軸,通過聯(lián)軸器傳動(dòng)給軸承座中的蝸輪,帶動(dòng)蝸輪中的螺母旋轉(zhuǎn),使絲桿及與之相連接的水平移動(dòng)軸前后作水平位移,從而實(shí)現(xiàn)上輥的水平移動(dòng)。在機(jī)器的翻倒側(cè)機(jī)架一端,設(shè)有一個(gè)翻倒油缸,當(dāng)卷制工作結(jié)束后,上輥移動(dòng)至中間位置并上下爬升到預(yù)定高度,翻倒油缸動(dòng)作使翻倒側(cè)機(jī)架翻倒,卸下工件后,雙級(jí)油缸丙動(dòng)作使翻倒側(cè)機(jī)架恢復(fù),到此一個(gè)工作循環(huán)結(jié)束。[1]
3 整體電氣硬件布局及設(shè)計(jì)
從整個(gè)卷板工藝過程可以看出,需要電氣控制完成的功能包括[2]:
3.1 位移量控制。根據(jù)操作人員輸入的卷板弧線長度、弧線半徑、板材厚參數(shù),控制器自動(dòng)計(jì)算卷板機(jī)各個(gè)運(yùn)動(dòng)部件在不同卷制階段的理論位移量,例如一款機(jī)器是專為油罐車罐殼的,那么只要把狀態(tài)打到自動(dòng),找好開始原點(diǎn),按下啟動(dòng),一次自動(dòng)成型,做好后下料結(jié)束機(jī)器會(huì)自動(dòng)復(fù)位到原點(diǎn)開始下一個(gè)產(chǎn)品。
3.2 上輥(卷板輥)升降位置控制。根據(jù)理論計(jì)算,控制下輥旋轉(zhuǎn)驅(qū)動(dòng)電機(jī)(恒速度)、上輥橫向移動(dòng)電機(jī)(在壓直邊時(shí)用)和升降液壓缸控制閥協(xié)調(diào)工作。
三輥卷板機(jī)工作過程中的運(yùn)動(dòng)部件主要有:上輥、下輥和翻倒側(cè)機(jī)架(上輥和下輥通常合稱為工作輥)。上輥執(zhí)行垂直和水平兩方向運(yùn)動(dòng),垂直運(yùn)動(dòng)由安裝在固定側(cè)和翻倒側(cè)的液壓缸內(nèi)的液壓油作用于活塞而獲得,為液壓傳動(dòng);水平運(yùn)動(dòng)由電機(jī)帶動(dòng)圓弧齒圓柱蝸桿減速機(jī)執(zhí)行。下輥?zhàn)蟆⒂肄D(zhuǎn)動(dòng)通過控制三相交流電機(jī)正、反轉(zhuǎn)來實(shí)現(xiàn)。翻倒裝置裝于翻倒機(jī)架一側(cè),用于翻倒機(jī)架的翻轉(zhuǎn)及恢復(fù),由油缸來執(zhí)行。[2]
根據(jù)控制要求再選用電氣產(chǎn)品,主要控制框圖如圖1 所示。
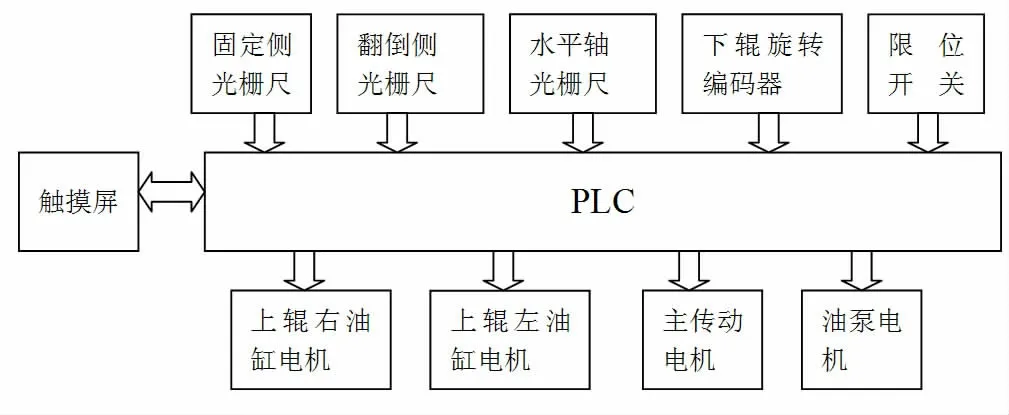
圖1 卷板機(jī)電氣控制框圖
根據(jù)本課題的具體設(shè)計(jì)要求,需要三根光柵尺。固定側(cè)和翻倒側(cè)各一根,用來檢測(cè)上輥兩端的位置。水平軸有一根,用來檢測(cè)輥前后移動(dòng)的位置。觸摸屏主要進(jìn)行卷板機(jī)動(dòng)作操作,顯示上輥的上下移動(dòng)及水平移動(dòng)位移、卷板機(jī)的工作狀態(tài)以及報(bào)警。下輥旋轉(zhuǎn)編碼器與下輥同軸安裝,主要用來測(cè)量下輥選轉(zhuǎn)的角度,進(jìn)而計(jì)算出卷板機(jī)已經(jīng)卷制完成的卷板長度。PLC 是中央控制器,完成各種數(shù)據(jù)的采集與預(yù)處理功能,控制卷板機(jī)動(dòng)作。
4 軟件與程序設(shè)計(jì)
4.1 軟件設(shè)計(jì)思路

表1 卷板機(jī)技術(shù)參數(shù)
根據(jù)控制系統(tǒng)的要求,PLC 軟件設(shè)計(jì)需要完成的功能有數(shù)據(jù)處理,上輥位置的實(shí)時(shí)動(dòng)態(tài)顯示,上輥的同步下降及定位,下輥的轉(zhuǎn)動(dòng)及與觸摸屏的數(shù)據(jù)通信。
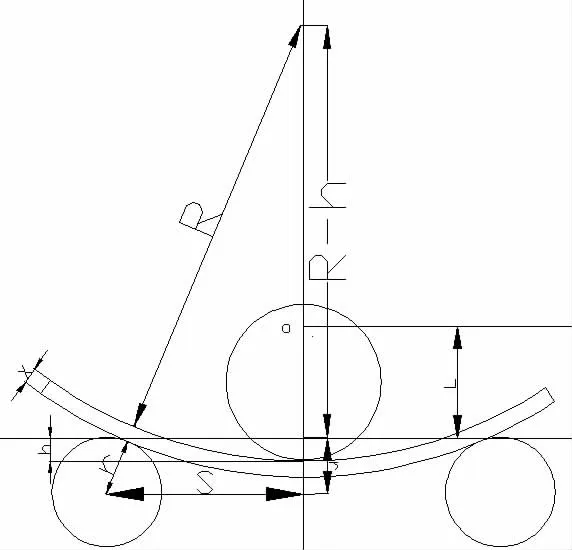
圖2 卷板尺寸設(shè)計(jì)參考圖
4.1.1 卷板輥運(yùn)動(dòng)控制量的計(jì)算
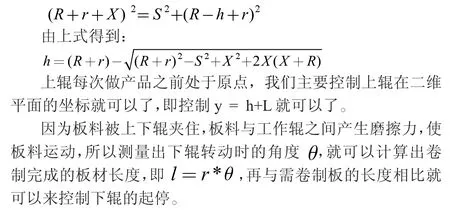
本次設(shè)計(jì)所針對(duì)的卷板機(jī)是液壓三輥式卷板機(jī),其技術(shù)參數(shù)如表1 所示。設(shè)計(jì)條件(單位mm)。需要卷取材料的弧線半徑為R(內(nèi)徑);板材厚度為X;下輥的半徑為r=145;兩輥的中心距的一半S=240;板材的下壓量為h;上輥原點(diǎn)距離下輥上平面的高度為L。幾何數(shù)學(xué)推導(dǎo),根據(jù)圖2,得到:
4.1.2 PLC 輸入輸出點(diǎn)的分配
PLC 輸入點(diǎn)主要分配給三個(gè)光柵尺、編碼器及限位開關(guān),為了實(shí)現(xiàn)在沒有觸摸屏的情況下可以實(shí)現(xiàn)手提操作,還分配了部分輸入點(diǎn)給按鈕實(shí)現(xiàn)手動(dòng)。輸出點(diǎn)都是根據(jù)卷板機(jī)的工作原理進(jìn)行分配的,其中有部分分配給狀態(tài)顯示燈用來顯示卷板機(jī)的工作狀態(tài)。
4.2 PLC 程序的設(shè)計(jì)
4.2.1 數(shù)字顯示程序的設(shè)計(jì)
數(shù)顯程序主要有兩個(gè)任務(wù):一是通過光柵尺的位移量來計(jì)算出上輥的運(yùn)行狀態(tài)和絕對(duì)位置;二是通過下輥裝的旋轉(zhuǎn)編碼器的角位移量計(jì)算出卷板已經(jīng)被卷好的長度。在每次給PLC 通電運(yùn)行,首次循環(huán)時(shí)必須將上次PLC 斷電時(shí)的上輥所在的狀態(tài)及時(shí)的顯示出來即顯示初始化,以便正確的控制上輥動(dòng)作。
在上輥水平復(fù)位、翻倒側(cè)上升復(fù)位或固定側(cè)上升復(fù)位時(shí)對(duì)光柵尺脈沖計(jì)數(shù)的高數(shù)計(jì)數(shù)器的當(dāng)前值應(yīng)當(dāng)及時(shí)復(fù)位,且初始值應(yīng)為零。由于光柵尺是二倍的分頻,所以讀出的數(shù)值應(yīng)除以2才是上輥移動(dòng)的實(shí)際增量。
4.2.2 數(shù)值計(jì)算程序的設(shè)計(jì)
數(shù)值計(jì)算程序主要是根據(jù)用戶所設(shè)定的卷板的半徑、厚度、長度來計(jì)算出上輥下降的位移量和下輥需要轉(zhuǎn)動(dòng)的角位移。

4.2.3 上輥水平移動(dòng)程序的設(shè)計(jì)
在手動(dòng)操作時(shí),按下“上輥前移”或“上輥后移”按鈕,上輥將前移或后移。自動(dòng)操作中按下“上輥水平復(fù)位”,上輥?zhàn)詣?dòng)復(fù)位運(yùn)行。
4.2.4 上輥同步下降程序設(shè)計(jì)
上輥下降主要由固定側(cè)和翻倒側(cè)下降來完成的,上輥?zhàn)詣?dòng)下降或者手動(dòng)控制同時(shí)下降時(shí),翻倒側(cè)和固定側(cè)需要保持同步。上輥進(jìn)、退同步是保障上、下輥和板料壓力一致的前提,也是保證卷板精度的決定性因素。為了保證上輥兩端的位移精度,分別在上輥固定側(cè)和翻倒側(cè)裝有光柵尺,同進(jìn)、同退時(shí)根據(jù)光柵尺采集的信號(hào)及時(shí)反映上輥兩端位置,當(dāng)兩端偏差超過精度范圍上限時(shí),快的一端自動(dòng)停下等慢的一端跟上,達(dá)到同步精度范圍下限時(shí)又自行啟動(dòng),從而保證上輥兩端允許的精度范圍內(nèi)同步進(jìn)、退。手動(dòng)可以單獨(dú)控制固定側(cè)或翻倒側(cè)下降。
4.2.5 下輥轉(zhuǎn)動(dòng)程序的設(shè)計(jì)
卷板機(jī)上輥到達(dá)所定位置后,下輥就開始正轉(zhuǎn)或反轉(zhuǎn),利用工作輥之間的磨擦力,驅(qū)使板料運(yùn)動(dòng),通過上輥、下輥與待加工板料間三個(gè)相接觸的切點(diǎn)構(gòu)成一定的弧度使平板彎曲。帶動(dòng)下輥轉(zhuǎn)動(dòng)的三相電機(jī)為防止直接啟動(dòng)時(shí)電壓過大而將電機(jī)燒毀,所以采用星三角啟動(dòng)。
4.3 PLC 仿真調(diào)試
Cx-Programmer 是歐姆龍公司開發(fā)的適用于C 系列PLC 的梯形圖編程軟件,可以實(shí)現(xiàn)梯形圖的編程、監(jiān)視和控制等功能,尤其擅于大型程序的編寫。Cx-Simulator 軟件歐姆龍PLC 的模擬器,可以用來模擬仿真PLC。從Cx-Programmer6.1 版本開始,Cx-Programmer 和Cx-Simulator 軟件都是集成在CX-ONE 軟件中的。
PLC 程序用軟件仿真調(diào)試的結(jié)果基本達(dá)到了控制的要求。
猜你喜歡
美與時(shí)代·美術(shù)學(xué)刊(2022年3期)2022-04-27 01:18:15
火花(2019年12期)2019-12-26 01:00:28
人大建設(shè)(2019年6期)2019-10-08 08:55:48
人大建設(shè)(2019年12期)2019-05-21 02:55:32
雜文月刊(2018年21期)2019-01-05 05:55:28
人大建設(shè)(2017年6期)2017-09-26 11:50:44
學(xué)苑創(chuàng)造·A版(2015年11期)2016-01-14 09:03:27
俄羅斯問題研究(2012年1期)2012-03-25 09:54:45
中國火炬(2010年12期)2010-07-25 13:26:22
中國火炬(2010年8期)2010-07-25 11:34:30