Inconel625埋弧堆焊法蘭密封面工藝
2021-04-24 09:38:00李佩*
化工裝備技術(shù) 2021年2期
李 佩*
(西安建筑科技大學(xué))
0 前言
Inconel625 合金具有單相組織,為面心立方晶格結(jié)構(gòu)。其中Cr,Mo 元素的含量較高,使得該合金具有較好的抗點腐蝕、縫隙腐蝕以及抗裂變腐蝕的能力,在高溫狀態(tài)下,仍然具有良好的抗腐蝕特性。在干、濕的氯氣環(huán)境以及在亞硫酸鹽、次氯酸鹽、醋酸、甲酸、強(qiáng)氧化性鹽溶液中都相當(dāng)耐蝕。該合金已廣泛應(yīng)用于石油、化工設(shè)備。
某公司承接了一批不銹鋼換熱器制造任務(wù)。設(shè)備主體材料為S31603 不銹鋼板,符合GB/T 24511—2017《承壓設(shè)備用不銹鋼的耐熱鋼鋼板和鋼帶》要求,S31603 不銹鋼管符合GB/T 13296—2013《熱交換器不銹鐵鋼無縫鋼管》要求。圖紙要求所有法蘭密封面堆焊Inconel625 合金,堆焊層厚度為6 mm,堆焊層寬度為50 mm。因法蘭數(shù)量較多、直徑較大,若采用手工鎢極氬弧焊效率低,勞動強(qiáng)度大,且焊接質(zhì)量不易保證,因此擬采用埋弧自動焊工藝。
1 母材及焊材
設(shè)計圖紙要求待堆焊法蘭材料為S31603III,符合NB/T 47010—2017《承壓設(shè)備用不銹鋼和耐熱鋼鍛件》標(biāo)準(zhǔn)要求。由于焊接熱過程會造成零件變形,導(dǎo)致其機(jī)加工后無法滿足圖紙尺寸要求,因此在法蘭直徑方向增加5 mm 加工余量,在法蘭厚度方向增加10 mm加工余量。
焊材選用時要充分考慮熔敷金屬的化學(xué)成分、力學(xué)性能,并同時滿足焊接方法和施焊條件的要求。本次產(chǎn)品堆焊選用與Inconel625 合金成分相近的ERNiCrMo-3 牌號焊絲,其符合美標(biāo)ASME SFA-5.14,焊絲的化學(xué)成分(質(zhì)量分?jǐn)?shù))可見表1。焊劑選用SJ609,為氟堿型,脫渣性能良好,能夠有效防止合金元素在焊接過程中燒損,確保堆焊過程的穩(wěn)定性。

表1 ERNiCrMo-3焊絲化學(xué)成分(質(zhì)量分?jǐn)?shù)) %
2 焊接工藝
2.1 可焊性分析
Inconel625 合金中,Cr 質(zhì)量分?jǐn)?shù)高達(dá)22.2%,保證了合金的強(qiáng)度,一定含量的Mo 使該合金具有較好的蠕變強(qiáng)度,少量Al 和Ti 則降低了合金的時效強(qiáng)化作用,使合金具有較好的焊接性能。
由于Inconel625 合金中含有一定量的S 和P,較易形成偏析,同時,S 和P 在鋼中還會形成多種低熔點化合物或共晶,增大了熱裂紋產(chǎn)生的可能性。并且,因為Ni 元素可強(qiáng)烈穩(wěn)定材料的γ 相,使S 的溶解度降低,增大了低熔共晶形成的可能性,有利于產(chǎn)生熱裂紋。
和碳鋼相比,Inconel625 合金固液相之間的熔融溫度差距小,凝固速率快,熔池較黏稠,流動性差,其中的氧、水汽以及其他氣體不能及時溢出而形成氣孔和夾渣缺陷。Inconel625 合金具有線膨脹系數(shù)較大和導(dǎo)熱性能差等特點,焊接過程中易發(fā)生加熱和冷卻不均勻現(xiàn)象,在熱輸入的高溫階段,晶間會產(chǎn)生較大的塑性應(yīng)變,從而導(dǎo)致焊接變形。
經(jīng)過分析可知,Inconel625 合金焊接時應(yīng)保留合金的耐腐蝕性和其他優(yōu)秀特性,并避免出現(xiàn)熱裂紋、氣孔等缺陷。
2.2 焊接方法
埋弧焊焊接具有質(zhì)量穩(wěn)定、焊接生產(chǎn)率高、無弧光及煙塵很少等優(yōu)點,且焊渣在焊縫表面形成保護(hù)層,降低了空氣中的O2,H2O,P,S,N 等元素溶解到熔池中的幾率,減少了裂紋和氣孔的產(chǎn)生。本次Inconel625 合金堆焊采用埋弧焊機(jī)懸臂梁固定,工件置于旋轉(zhuǎn)平臺自動旋轉(zhuǎn)的方式進(jìn)行焊接。
2.3 焊前清理
焊接前必須完全清除焊件表面影響焊縫質(zhì)量的雜質(zhì),如Pb,S,P 和其他低熔點元素。用車床將待堆焊表面車光,并用磨光機(jī)把待堆焊表面周圍50 mm以內(nèi)的油、漆、銹、垢、毛刺等雜物清除干凈,且不得有裂紋、夾層等缺陷,最后用酒精或丙酮擦洗。焊絲表面應(yīng)保持潔凈,焊接前用酒精或丙酮進(jìn)行擦洗;如焊接過程中有停頓,應(yīng)將焊絲端部剪掉后再焊接。
保證焊件、焊絲以及焊劑表面干燥,并控制好環(huán)境濕度。
2.4 焊接工藝要求
盡量采用小的線能量,避免金屬過熱或加熱時間過長導(dǎo)致晶粒粗大,同時應(yīng)兼顧焊透,避免焊縫未熔合,從而保證焊縫質(zhì)量。
鎳基合金堆焊采用小電流多層多道焊。若焊接過熱,奧氏體晶粒急劇長大,溫度越高,停留時間越長,晶粒越粗大,使該區(qū)塑性和韌性下降,為避免此現(xiàn)象,層間溫度須控制在100 ℃以下,溫度測量可采用紅外測溫儀,每焊完一道要將焊渣、飛濺、雜物清理干凈,檢查焊縫無缺陷后再進(jìn)行下一道焊接,并且為了保證焊縫組織均勻,控制變形,各道各層之間應(yīng)相互錯開。
若焊接過程中由于各種原因不得不中斷,再焊接時應(yīng)按工藝要求重新清理待焊表面。用角向磨光機(jī)打磨清理缺陷時,必須控制好操作時間,防止局部熱量過高產(chǎn)生熱裂紋。
法蘭內(nèi)孔堆焊邊緣應(yīng)設(shè)置擋板,防止焊劑泄漏。
2.5 焊接工藝參數(shù)
經(jīng)過多次試驗,S31603 表面堆焊Inconel625 合金易采用ERNiCrMo-3 牌號的焊絲(直徑為2.5 mm),焊接工藝參數(shù)見表2。

表2 Inconel625合金埋弧自動焊參數(shù)
3 焊接工藝評定
3.1 評定過程
為了驗證該S31603III 埋弧堆焊Inconel625 合金工藝方案的可行性,滿足產(chǎn)品質(zhì)量要求,按照NB/T 47014—2011《承壓設(shè)備焊接工藝評定》標(biāo)準(zhǔn)及圖紙技術(shù)要求,進(jìn)行焊接工藝評定,評定合格后,才能進(jìn)行正式施焊。
焊接工藝評定時所用材料及焊接工藝與正式產(chǎn)品制造時一致,評定試件材質(zhì)為S31603,規(guī)格為40 mm×200 mm×400 mm。試件堆焊焊絲采用ERNiCrMo-3,焊劑采用SJ609,堆焊層數(shù)為4 層,堆焊總厚度為8 mm,保證加工后厚度達(dá)到圖紙要求的6 mm。堆焊后的試件如圖1 所示。
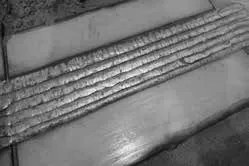
圖1 堆焊試件
按圖紙及工藝評定要求,對堆焊試件進(jìn)行宏觀表面檢測、無損檢測、彎曲試驗檢測、化學(xué)成分分析、鐵素體含量檢測等。
3.2 宏觀檢測
試件焊接完成并冷卻至室溫后,經(jīng)外觀檢測,焊縫成形良好,無裂紋、氣孔、夾渣、咬邊等缺陷。
3.3 無損檢測
試件每堆焊一層,堆焊層表面應(yīng)進(jìn)行通航檢測,確保無裂紋和氣孔,符合NB/T 47013.5—2015《承壓設(shè)備無損檢測 第5 部分:滲透檢測》的要求;堆焊層和基層之間,以及各堆焊層之間應(yīng)進(jìn)行超聲檢測,確保無未熔合和分層,符合NB/T 47013.3—2015《承壓設(shè)備無損檢測 第3 部分:超聲檢測》的要求。
3.4 彎曲試驗
取4 個10 mm 厚側(cè)彎試樣進(jìn)行試驗,彎心直徑為40 mm,支座間距為63 mm,彎曲角度α=180°,符合NB/T 47014—2011 標(biāo)準(zhǔn)要求。經(jīng)檢測,4 個試樣均完好無裂紋,說明堆焊層及與母材交接處均熔合良好,熔敷金屬力學(xué)性能滿足使用要求。
3.5 化學(xué)成分分析和氣體分析
為了保證焊縫組織的均勻性且焊縫滿足產(chǎn)品要求,焊接時焊材成分應(yīng)盡量與母材成分相同,并盡可能降低P,S 或其他低熔點化合物成分的含量,這樣可以降低產(chǎn)生焊接熱裂紋的可能性、防止氣孔產(chǎn)生,提高焊接接頭的性能。本次評定分別從距離堆焊表面0~2 mm,2~5 mm,交接處取3 組試樣檢測堆焊金屬的化學(xué)成分(質(zhì)量分?jǐn)?shù)),可見表3。
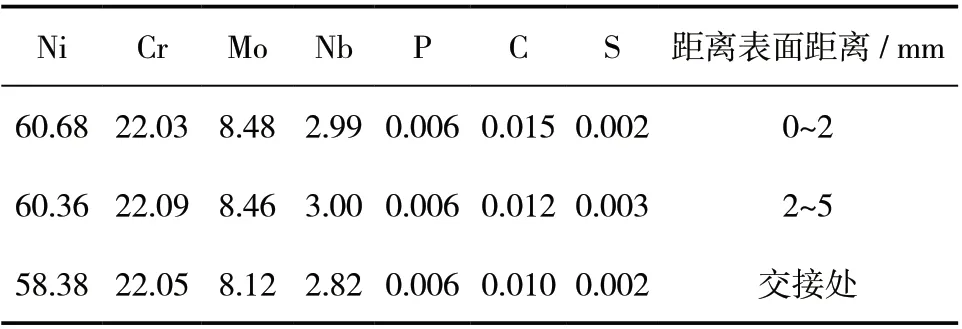
表3 堆焊金屬化學(xué)成分(質(zhì)量分?jǐn)?shù)) %
3.6 鐵素體含量測定
焊縫中存在一定量的鐵素體能降低焊縫金屬的熱裂傾向,提高耐晶間腐蝕性能。但鐵素體含量高,不僅會使焊縫在某些介質(zhì)中產(chǎn)生選擇性腐蝕,而且會造成σ 相脆化。高溫下堆焊層的鐵素體還可能發(fā)生δ角σ 相的轉(zhuǎn)變,使該區(qū)的塑性和韌性嚴(yán)重降低,造成堆焊層脆化。因此,鐵素體含量必須控制在一定范圍。查閱相關(guān)文獻(xiàn)后可知,δ 相的質(zhì)量分?jǐn)?shù)應(yīng)為4%~12%。本次試驗對堆焊層表面、表面以下2 mm、表面以下5 mm 處分別取3 組試樣進(jìn)行鐵素體含量(質(zhì)量分?jǐn)?shù))測定,鐵素體含量分別為0%,5%,5%(詳見表4),檢測結(jié)果滿足GB/T 13298—2015《金屬顯微組織檢驗方法》標(biāo)準(zhǔn)要求。

表4 鐵素體含量(質(zhì)量分?jǐn)?shù))
4 結(jié)論
通過制定工藝方案,選擇焊接材料,并經(jīng)過多次試驗,選擇了優(yōu)化的焊接工藝參數(shù),經(jīng)工藝評定、無損檢測及化學(xué)成分測定等,證明了試件滿足產(chǎn)品使用要求,驗證了工藝方案的合理性。在產(chǎn)品制造過程中,嚴(yán)格執(zhí)行焊接工藝,強(qiáng)化焊接過程控制,完善了在S31603III 法蘭密封面上堆焊Inconel625 合金的工藝,從而滿足產(chǎn)品要求。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39