收縮套標技術探析
2021-04-25 02:43:58云南貝泰妮生物科技集團股份有限公司研發包裝部郭向飛
上海包裝 2021年1期
■ 文/云南貝泰妮生物科技集團股份有限公司研發包裝部 郭向飛
收縮套標技術起源于二十世紀六十年代的日本,最早應用于清酒瓶包裝。七十年代傳入歐洲,并于八十年代得到發展,隨后進入北美市場。隨著技術的不斷進步,收縮套標技術成為所有標簽及產品裝飾工藝中發展最快的技術之一,越來越多的標簽加工商開始投入收縮套標的生產。
在全球范圍內,各類形式的收縮套標均顯著增長,并在許多優質貼標領域內,尤其是全球食品與飲料市場上,與壓敏膠標簽一爭高低。收縮套標也是全球領先的套標技術,占套標市場的80%以上,并持續保持增長也是所有標簽技術中增長最快的技術之一。
1 套標的種類
套標主要有三種形式。第一種為拉伸套標,首先將LDPE薄膜制成管狀,然后將其拉伸并套于容器表面(見圖1)。拉伸套標在套標市場中占有率較低,這種套標技術通常應用于形狀比較簡單的容器上。
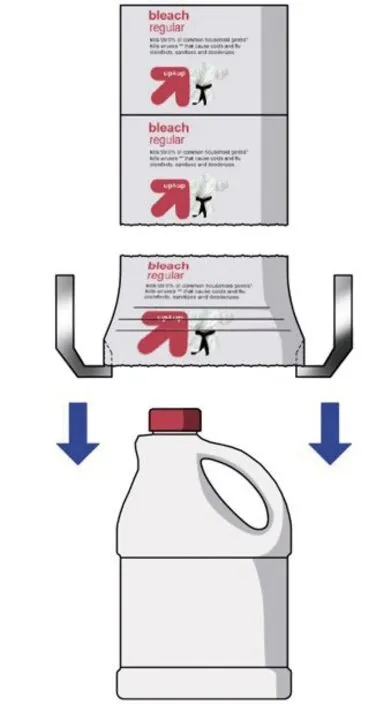
圖1 拉伸套標貼標工藝流程
第二種套標形式為縱向拉伸(MDO)套標,既包括R.O.S.O.?(上卷并收縮技術),也包括卷狀供料收縮(RFS)技術。R.O.S.O.?,與傳統的環繞式標簽貼標方式類似,直接包裹在容器外圍(見圖2),并通過粘合劑、超聲波或激光進行接口粘接;而后產品經過熱烘通道,標簽收縮并包裹于容器表面。R.O.S.O.?標簽可完全覆蓋容器表面,其收縮率可達到15%~18%。卷狀供料收縮(RFS)技術具有更好的收縮特性,可應用于形狀和輪廓更復雜的容器。由于形狀復雜,使得容器在貼標過程中不太適合被用作薄膜纏繞的中心軸,貼標過程變得相對復雜。首先需要將套標材料纏繞在特定的中心軸上,根據被貼容器的尺寸適當調整中心軸,然后將套標材料放在此中心軸上進行接口粘合,并下套于容器表面。圖3為上述技術的加工示意圖。
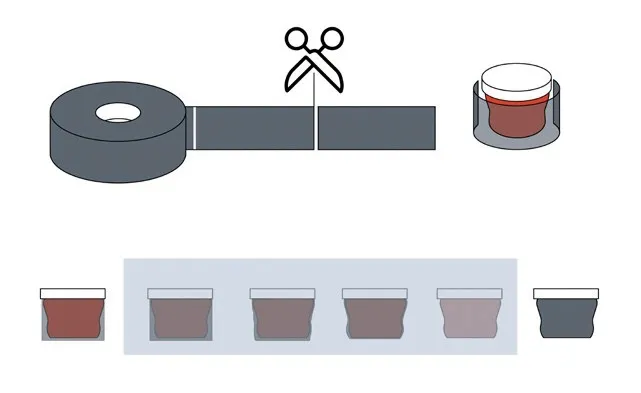
圖2 R.O.S.O.?標簽貼標工藝流程
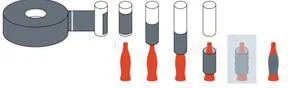
圖3 RFS標簽貼標工藝流程
第三種套標技術是橫向拉伸(TDO)套標,也就是將印刷好的卷膜制成袖筒標,套在瓶身后,通過熱收縮通道,收縮后最終附在瓶身上。該工藝流程如圖4所示。
2 收縮套標的基材
熱收縮套標基材由多種聚合物組成,包括聚氯乙烯、白色不透明膜、定向聚苯乙烯、聚酯、聚烯烴、混合膜/多層膜等。其中最常見的材料包括OPS(定向聚苯乙烯),PVC(聚氯乙烯),PETg(醇化聚酯)和PO(聚烯烴)等。此外,根據需要還會應用各類復合膜或特殊膜等。
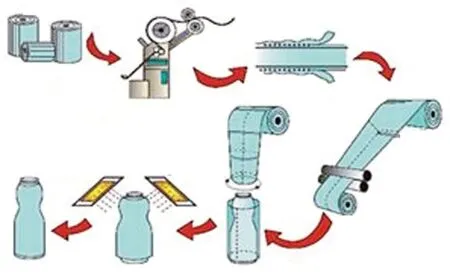
圖4 橫向拉伸(TDO)標簽貼標工藝流
在基材的選擇上,需要考慮薄膜的特性是否能夠與工藝相匹配。在選擇薄膜時還必須考慮某些容器特性,甚如擠壓性能、印刷適性、收縮力、最大收縮率、自然收縮率、微笑和皺眉效應等,至還包括環境影響等很多因素。
不同的膜類材料有其自身的特點,表1所示為常見的五種用于收縮套標的膜類基材的特性對比。
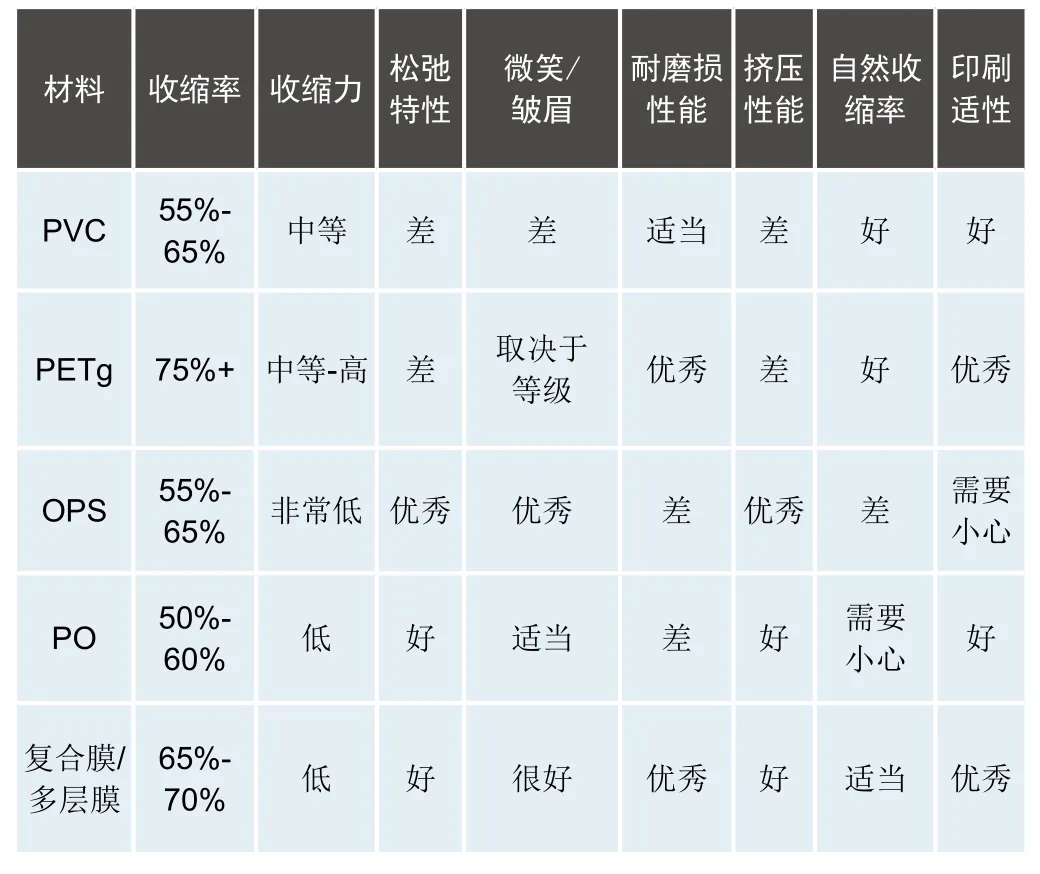
表1 收縮套薄膜的特性總結
3 套標的生產工藝流程
收縮套標通常采用里印工藝,印刷后的標簽呈卷狀,經過合掌機成型及粘口貼合,形成套筒狀標簽后重新收卷。接下來,套標被裁切成容器所需的長度,并經手動或自動貼標設備套于容器外圍,隨后容器穿過熱烘通道,完成整個工藝流程。如圖5所示。
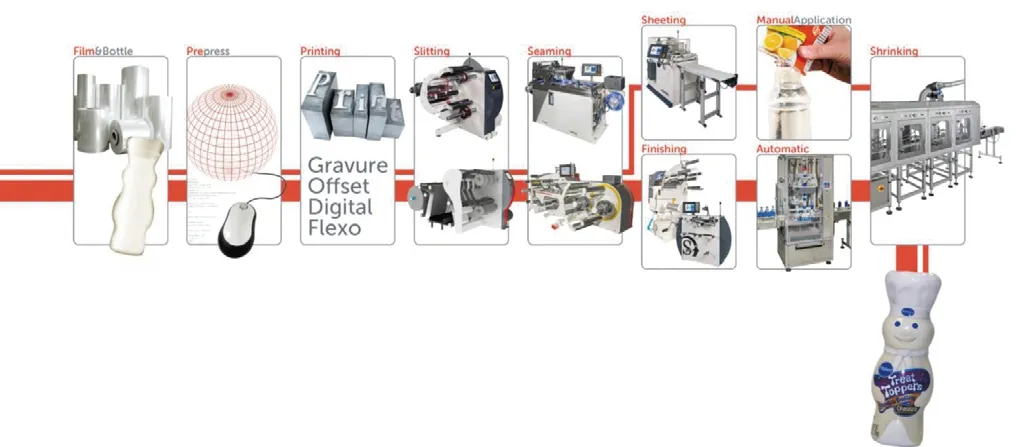
圖5 完整的收縮套標工藝流程
為了生產高質量的收縮套標裝飾容器,必須了解從設計、印前到印刷、分切、套標成型、貼標和收縮等各個生產階段。套標生產的關鍵工藝如下。
3.1 設計和印前制作
收縮套標的印前設計除了進行常規的圖文設計以外,還需要考慮其在生產加工過程中的圖文變形。因此,在印前設計中,必須預測薄膜的收縮變形程度,以便印刷后的薄膜收縮到容器表面時,圖案可準確呈現且不會變形。設計與印前制作中對圖案的變形處理,如今大部分都通過專業軟件完成(見圖6),在行業中,Esko和Hybrid等印前軟件供應商都提供相關的圖文制作軟件。
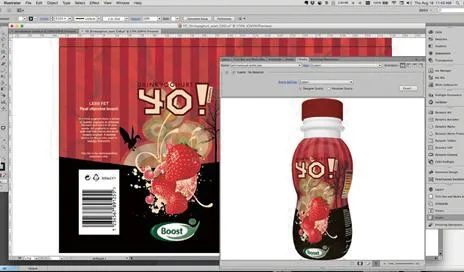
圖6 收縮套標設計
3.2 薄膜印刷及表面整飾加工
收縮套標的印刷工藝一般采用里印,在印刷方式的選擇上,凹版印刷依然是套標印刷最主要的加工方式。隨著國家對環保的要求越來越高,近年來柔性版印刷在套標加工中的份額出現顯著增長;市場對個性化的需求在不斷提升,針對按需印刷的數碼印刷也越來越受歡迎。
大部分收縮套標都在中幅和寬幅輪轉機上印刷,但采用窄幅輪轉工藝的套標生產也有顯著增長,尤其是UV柔性版印刷,其次是水基柔性版印刷。
此外,為了得到一些特殊的表面整飾效果,還會采用冷燙金技術。如圖7所示。

圖7 收縮薄膜上的冷燙金技術
3.3 分切、合掌、質檢后復卷
印刷完成后,首先要將卷膜分切為單個標簽的寬度,常見的分切方式有刮刀式、剃刀式和剪切式等。然后通過專用設備將分切后的卷材折疊,并在接縫處進行涂膠及粘合,制成套筒形狀,這一過程被稱為“合掌”(見圖8)。最后對套標進行質量檢驗,合格后復卷、打包后發往貼標工廠。
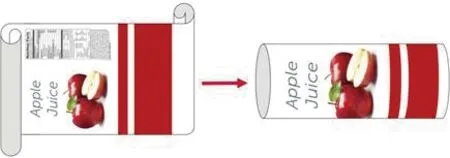
圖8 合掌工藝過程
3.4 貼 標
最后一步,就是進行收縮套標的貼標工作。先將套標裁切至所需長度,然后再套貼于產品容器上。市場上現有三種熱收縮膜貼標系統,分別為:旋轉轉送(圓盤傳送)系統、直接貼標系統和芯軸系統(有時稱為子彈式系統)。如果采用前兩種貼標方式,設備相對簡單,適合中低速貼標;而后者運行速度更快,效率更高,但對套標材料要求也較高。圖9為運行中的高速貼標設備。

圖9 運行中的套標貼標機
接下來,就是讓套貼上標簽的容器經過烘道完成薄膜收縮,得到緊實套貼的裝飾效果。烘道的種類主要有三種,分別是:熱風型、輻射熱型和蒸汽型。現今行業中應用最廣泛且效果最好的是蒸汽烘道,由于水蒸氣的傳熱效率高且均勻性好,能提供更均勻的收縮結果。
4 收縮套標的應用現狀與發展趨勢
如今,收縮套標已經成為了一種常見的標簽技術。表2給出了按市場規模劃分的收縮套標的主要類別,可以看出,飲料、乳制品和食品是收縮套標應用最廣泛的重要行業。但是,隨著市場對收縮套標技術的進一步認可,洗滌劑、化妝品、寵物食品、油漆和其他消費品等產品的品牌商也開始采用這類標簽。在裝飾容器時,收縮套標的立體效果相比其他標簽更為出色,不僅能應用于各類特殊形狀的容器,還能用于不同輪廓線條的瓶子上。通過造型獨特的容器與醒目的設計搭配,收縮套標的潛力有待進一步挖掘。
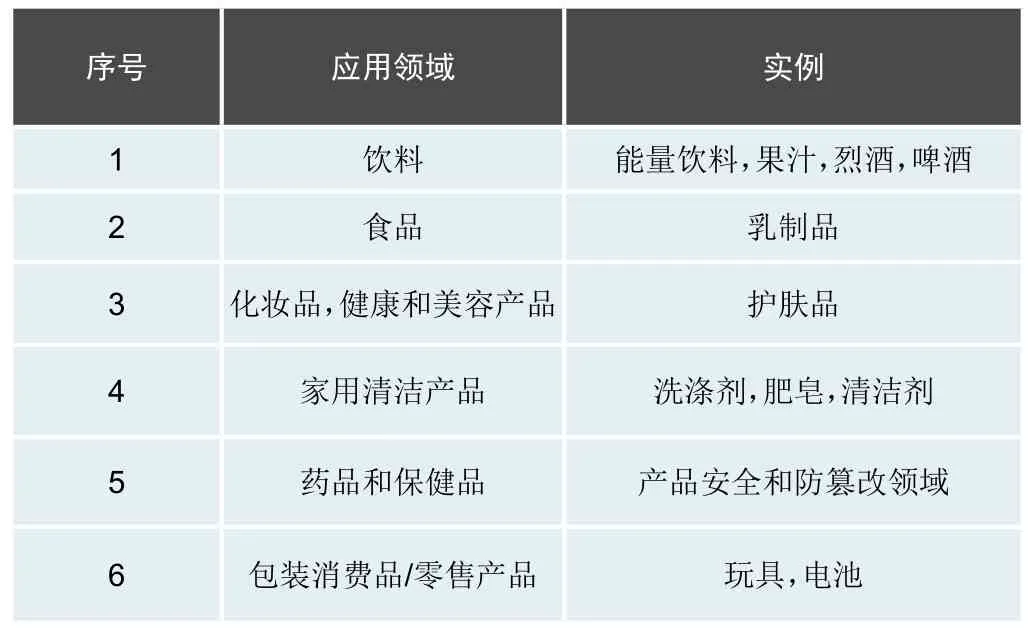
表2 收縮套標主要應用分類
如今,收縮套標領域也出現了很多新的技術,包括變色和熒光套標,限量版和個性化套標,包含隱形獎品和優惠券的套標,可生物降解薄膜和多功能復合薄膜套標,可微波加熱套標,等等。此外,套標行業還為形狀復雜的容器引入了全身套標,將瓶身標簽和防篡改技術,360°全方位裝飾工藝,以及各種表面處理技術(例如磨砂,高光和珠光)結合起來,達到進一步美化商品、提升功能的作用,從而激發消費者的購買欲望。
全球標簽行業知名分析機構AWA統計預計,目前收縮套標技術的年增長率為4.5%~6.0%,而全球標簽市場的增長率約為3.5%。收縮套標是整個套標市場中最有競爭力的一種技術,其市場份額約為87%,占絕對統治地位。
從收縮套標的應用區域看,亞太市場仍然是該技術的最主要市場,并占較大的比例。據估計,該地區的年復合增長率最高,主要歸因于中國、印度和東盟國家對飲料和包裝食品需求的不斷增長。2020年,收縮套標的銷售量超過100億平方米,它將成為標簽行業關注的焦點,并繼續激發市場的潛能。
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
數學年刊A輯(中文版)(2020年1期)2020-05-19 00:30:36
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
證券市場紅周刊(2018年41期)2018-05-14 18:45:56
證券市場紅周刊(2018年5期)2018-05-14 14:45:46
證券市場紅周刊(2018年4期)2018-05-14 14:02:24
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03