玻璃鋼預制直埋天然氣管道補口工藝優化應用研究
2021-04-29 09:37:26
油氣田地面工程 2021年4期
勝利石油管理局有限公司新能源開發中心
預制直埋管具有便于規模化預制加工、施工周期短、工藝簡單方便、占地面積小且不影響市容等優點,目前已得到推廣使用。國內常用預制直埋管有聚乙烯結構、玻璃鋼結構、鋼結構3 種。在東營地區,綜合考慮區域地質、水文條件等外界因素,對比3 種預制直埋管線的材料性能、安全可靠性、經濟性等各方面特點,雖然鋼結構可在非正常運行狀態下短期運行的特點,但另2 種結構直埋管耐久性強,在設計上可保證安全系數和外護層厚度,在施工中能保證防腐補口質量[1],相比鋼結構具有更好的性價比。因此對大口徑管線來講,玻璃鋼預制直埋管更適用。
玻璃鋼預制直埋管適用于工作壓力不大于2.5 MPa天然氣管道,特別是管徑大于DN400 的天然氣管道更為適用。預制直埋管已有明確的國家標準及行業標準,并且可以采用工廠預制方式進行規范化生產,管道質量可得到有效控制。但管道補口施工工藝尚無嚴格的技術標準和規定,特別是在現場復雜環境下實施的防腐補口施工就成了整個系統中的薄弱環節,將影響整條管線的使用壽命[2]。因此,探討玻璃鋼預制直埋管防腐補口工藝存在的問題及其優化改進措施具有重要的現實意義。
1 玻璃鋼預制直埋管結構
玻璃鋼預制直埋管一般分為三層,自內向外結構依次為鋼管、硬質聚氨酯泡沫塑料保溫層、玻璃鋼外護層(玻璃纖維增強塑料外護層),結構如圖1 所示。
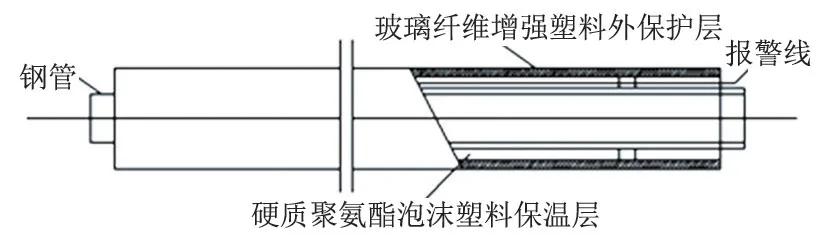
圖1 直埋管結構Fig.1 Directly buried pipe structure
其中,玻璃鋼外護層是由玻璃纖維無捻紗和不飽和聚酯樹脂作原料,采用機械濕法纏繞而成,顏色可為不飽和聚酯樹脂本色或填加色漿,使用溫度條件應控制在-50~65 ℃,玻璃鋼外護層的密度應控制在1 800~2 000 kg/m3,拉伸強度不小于150 MPa,彎曲強度不小于50 MPa[3]。
2 防腐補口工藝存在的問題及改進
玻璃鋼預制直埋管防腐補口工藝施工標準主要規范性引用標準包括CJJ33—2005《城鎮燃氣輸配工程施工及驗收規范》、GB/T8923.1—2011《涂覆涂料前鋼材表面處理》、GB/T 18369—2008《玻璃纖維無捻粗紗》及其他玻璃鋼加工制作相關工藝標準規范。
2.1 原玻璃鋼補口工藝分析
圖2 為普遍采用的原有玻璃鋼補口工藝示意圖,該工藝設計有4 個塑料焊擋環,理論上可以形成多道擋水裝置。
但在實際施工中發現,該工藝存在以下問題:①現場進行氣密檢測一次合格率不足80%,返修量較大,造成人工、材料的浪費及工期的延誤;②擋環采用塑料焊不僅工藝復雜、施工速度慢,而且粘合不牢固很容易脫落,擋環脫落后易造成地下水滲入,成為補口區的薄弱環節,從而影響管道使用壽命。
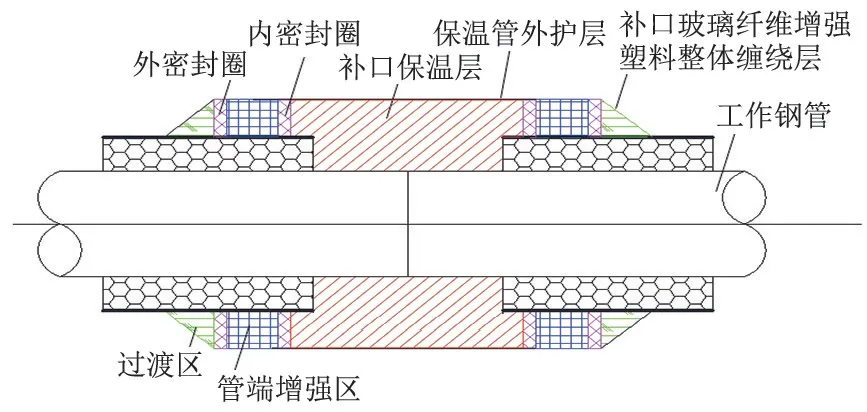
圖2 原有玻璃鋼補口工藝示意圖Fig.2 Schematic diagram of original FRP joint repair process
2.2 玻璃鋼補口工藝改進優化
針對原防腐補口工藝存在的問題,進行改進優化,其主要理念是通過增大套袖與玻璃鋼管體的接觸面積,達到防止地下水進入補口區的目的。該工藝充分利用了樹脂的粘接性,利用樹脂將套袖和預制玻璃鋼外護管粘結在一起,確保了套袖與預制玻璃鋼外護管的大面積擠壓接觸,保證嚴密性,有效提高防水效果。改進后的防腐補口工藝如圖3所示。

圖3 改進后的玻璃鋼補口工藝示意圖Fig.3 Schematic diagram of improved FRP joint repair process
改進后的工藝,充分利用了玻璃鋼、聚氨酯都是極性材料且具有良好粘結性能的特點,實現了工作管、保溫層、外護層三位一體[4],保證了防腐保溫管的預制質量。通過取樣送檢結果顯示,對DN 1000 預制管道送樣檢測,其拉伸強度、彎曲強度均高于標準的要求[5],檢測結果如表1 所示。
改進后的補口工藝解決了原有工藝容易出現的典型缺陷,經實測技術性能指標滿足相應標準規范要求。同時由于操作簡單,補口作業人員很容易掌握施工要求,質量更有保證,施工速度提高很多,可為整個工程如期竣工提供保障。據統計,采用該纏繞工藝后,一次氣密合格率達到98%,進一步提高了防腐補口工作效率。
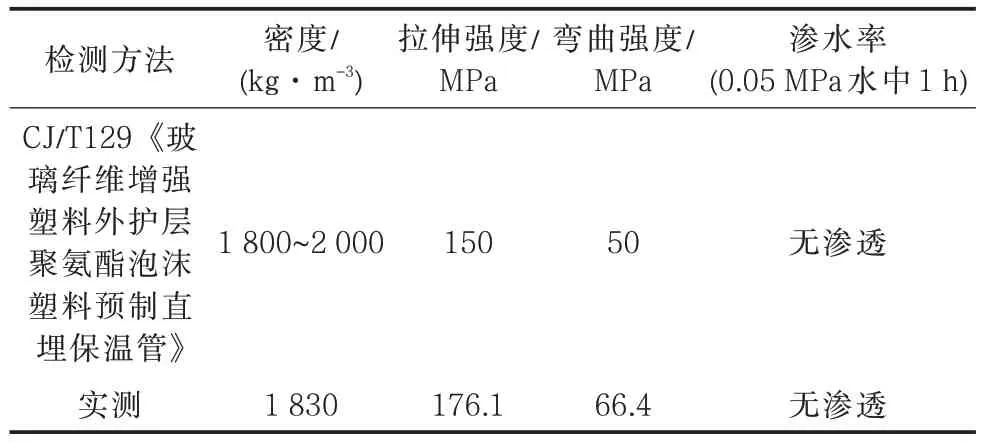
表1 玻璃鋼預制管性能實測結果Tab.1 Measurement results of FRP prefabricated pipe performance
3 改進后的防腐補口工藝要求
玻璃鋼外護層預制直埋保溫管補口工藝流程如圖4 所示。
新改進的玻璃鋼預制直埋管防腐補口工藝從技術上對原有工藝進行了革新,但在施工時還須對補口的各個工序技術要點進行嚴格控制,形成標準化流程,確保施工質量才能達到預期的效果。

圖4 玻璃鋼外護層預制直埋保溫管補口工藝流程Fig.4 Joint repair process flow of prefabricated directly buried thermal insulation pipe with FRP outer sheath
(1)施工準備。現場環境溫度宜為5~40 ℃,空氣濕度不應大于85%;當環境溫度低于5 ℃時采取防凍措施,空氣相對濕度大于85%時應有防結露措施[6];操作坑必須滿足施工要求,確保操作坑內無淤泥、不積水,必要時采取降水、排水措施,確保操作坑底部距保溫管線底部距離不小于400 mm,保證足夠的操作空間。
(2)管口除銹。補口區域鋼管除銹工藝按照設計要求進行,當設計無要求時一般采用噴砂除銹。除銹效果符合設計要求或相關規范的規定;噴砂除銹后4 h 內完成外護層施工,否則需重新進行除銹。
(3)玻璃鋼外護層管端打毛。為保證粘接質量,應對管線補口區域玻璃鋼外護層部分進行打毛處理,利用鋼絲刷或鋼絲球對兩端進行打毛,各段長度不少于400 mm。
(4)清理并打毛管線保溫層端面。去除管線補口區域保溫層端面涂刷的防水劑,確保露出新鮮的保溫層端面,以便保溫層結合充分牢固。
(5)吹掃。對補口部位及套袖進行吹掃,除去雜質及浮塵,保證鋼管表面、玻璃鋼外護層拉毛部分、保溫層端面及套袖內外表面清潔[7]。
(6)管端增強區施工。一般采用200~250 mm玻璃纖維短切氈、無堿玻璃絲布對管端增強區進行纏繞,纏繞順序為:1 氈-2 布-1 氈-2 布。
(7)玻璃鋼套袖安裝。在套袖接口搭接處利用均布鉚釘的方式對套袖固定,間距200 mm,按照先中間后兩端的順序依次固定[8]。保證套袖與原外護層的搭接每端長度不少于100 mm,套袖切口搭接處應處于補口區10~11 點或1~2 點位置為宜,采取下壓上方式。
(8)玻璃鋼整體纏繞施工。根據管線規格型號不同,整體纏繞浸滿不飽和聚酯樹脂的短切氈及0.4 mm 無堿玻璃纖維布層數不同[9]。一般DN800 mm 及以上規格管線,纏繞順序為1 氈-3 布-1 氈-5布;DN800 mm 以下規格管線,纏繞順序為1 氈-2布-1 氈-3 布。涂刷不飽和聚酯樹脂應涂抹均勻且浸透短切氈及玻璃纖維布,防止樹脂過多造成下墜鼓包,若出現鼓包要用刀挑開、抹平,將短切氈及玻璃纖維布拉緊、輥平、壓實。
(9)整體固化養護。纏繞完成后,一般需在外護層表面基本固化后整體纏繞塑料薄膜進行保護,玻璃鋼固化時間應大于24 h。
(10)氣密性試驗。壓力為0.02 MPa,穩壓2 min,用肥皂水涂抹檢測。經固化、養護完成后的玻璃鋼外護殼表面無氣泡即為合格[10]。
(11)補口區發泡施工工藝。采用小型發泡機,嚴格控制兩種原料的輸出量和輸出配比,保溫層任意位置的泡沫密度不應小于60 kg/m3,熟化時間以20~30 min 為宜。
(12)養護與成品保護。主要包括封堵開孔和成品保護。發泡完成30 min 后,將注料孔和排氣孔處的泡沫料清理干凈,打毛附近的保護層,開孔封堵施工方法及要求同玻璃鋼整體纏繞相同。全部工序完成經檢查符合要求后應采取相應成品保護措施,并等待回填。
4 結束語
改進的玻璃鋼預制直埋管補口技術進一步優化了補口工藝及流程,現場易于把控質量節點,經現場實踐驗證,氣密性檢測一次合格率達到98%以上,大幅減少返修工程量,大大提高了防腐補口作業效率,降低了工程成本,保證了管線運行安全。
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
西安建筑科技大學學報(自然科學版)(2014年2期)2014-11-12 13:04:54
