測量系統Gage R&R在生產過程質量改進中的實踐研究
2021-05-09 08:17:09張婭嵐羅素文王代華
現代信息科技 2021年20期
張婭嵐 羅素文 王代華
摘? 要:測量系統是一套人、設備、材料、方法、環境、分析和測量結果等的集合。建立準確有效的測量系統是生產過程質量改進中的第一步。文章對測量系統中的Gage R&R在生產現場中的應用進行了研究,藉由“通過測量系統研究實現快速檢測應用”“執行SPC前,驗證測量系統充分性”的兩個案例介紹了測量系統重復性和再現性分析在生產過程質量改進中的實踐研究。
關鍵詞:測量系統分析;質量改進;Gage R&R
中圖分類號:TP39? ? ? ? ? ? ? ? ? 文獻標識碼:A文章編號:2096-4706(2021)20-0167-05
Practical Research on Measurement System Gage R&R in Quality Improvement of Production Process
ZHANG Yalan, LUO Suwen, WANG Daihua
(AECC Guizhou Honglin Aero Engine Control Technology Co., Ltd., Guiyang? 550009, China)
Abstract: Measurement system is a collection of people, equipments, materials, methods, environment, analysis and measurement results. Establishing an accurate and effective measurement system is the first step in the quality improvement of production process. This paper studies the application of Gage R&R in the measurement system in the production field. Through two cases of “rapid detecting application through the research of measurement system” and “verifying the adequacy of the measurement system before SPC”, this paper introduces the practical research of the repeatability and reproducibility analysis of the measurement system in the quality improvement of production process.
Keywords: measurement system analysis; quality improvement; Gage R&R
0? 引? 言
中國航空發動機集團成立以來,深入實施質量制勝戰略,質量基礎管理和產品實物質量水平有所提升,但距離質量管理科學化、規范化和精細化要求尚有較大差距。為創造“用數據說話”的質量管理氛圍,將質量工具方法融入科研生產全過程,樹立依靠質量工程技術提升產品質量的理念,促進形成用質量工具方法進行過程管控和問題分析處理的工作習慣,推動質量管理水平提升。“近年來,測量系統分析已逐漸成為質量改進中的一項重要工作,同時測量系統分析也已成為美國三大汽車公司質量體系QS 9000的要素之一”[1],國際航空公司GE、RR等在SAE組織下成立SAE G-22 AESQ委員會,頒布了AS130XX系列標準,其中AS13003標準正式把MSA引入到航空制造領域。
測量系統是一套人、設備、材料、方法、環境、分析和測量結果決策等的集合。所有的測量系統(measurement system analysis, MSA)都有一定程度的不確定性,由于各種因素的改變。MSA是一種方法,用來確定整個系統不確定性等級,這樣我們可以確定這個測量系統是否“適用于特定的目標”,MSA的目的是識別系統呈現的總變量,這樣可以采取有效的控制措施,保證可重復性和準確測量,使得測量正確,而正確的測量永遠是質量改進的第一步。“如果沒有科學的測量系統評價方法,缺少對測量系統的有效控制,質量改進就失去了基本的前提。為此,進行測量系統分析就成了實現質量改進的必經之路”[1]。
“從統計質量管理的角度來看,測量系統分析實質上屬于變異分析的范疇,即分析測量系統所帶來的變異相對于工序過程總變異的大小,以確保工序過程的主要變異源于工序過程本身,而非測量系統,并且測量系統能力可以滿足工序要求”[2],即確定這個測量系統是否“適用于特定的目標”。
1? MSA的基本概念及含義
1.1? 基本概念
測量系統分析(MSA)的目的在于分析測量系統本身的誤差能否滿足要求。根據AS13003標準,“測量系統的誤差包括準確性(Accuracy)、穩定性(Stability)、線性(Linearity)、以及重復性和再現性(Repeatability & Reproducibility, R&R)。準確性是觀測值與實際值之間的相差程度、平均值的比較。穩定性是指測量系統在不同時間內對同一個主體或部件測量它的某個單一特性時得到的變異。有時,量具在不同工作區間內的準確性各不相同,這反映了該測量系統的線性特征。”[3]
本文以連續型數據為對象重點介紹測量系統的重復性和再現性。所謂重復性,是指同一個操作者用同樣的量具測量同一部件進的變異,它反映了測量系統自身的變異;再現性則是指由不同的操作者用相同的量具測量同一部件的變異,它是操作者變異性的體現。目前,可通過Minitab軟件計算Gage R&R來評價測量系統的能力。“若Gage R&R小于10%時,表示測量系統可接受;Gage R&R大于30%,表示測量系統完全不可用,數據不能用來分析,應改進;當Gage R&R等于10%~30%時,表示測量系統也許可用,也許要改善,應根據測量過程的重要程度判定是否對測量系統進行改進。”[3]利用Minitab軟件計算測量系統時將可區分數同時納入(要求可區分數大于等于4),可區分數是測量系統對已獲測量數據進行區分的分組數,該特性為次要特性:即非重要的特性,如果出現不合格,不會降低產品的使用性。
需要說明的是:“測量不是絕對的,測量系統的變異必須得到評估;測量誤差必須減少,以得到更精確的流程波動圖;Gage R&R研究要考慮與流程變異的聯系”[4]。
測量系統處于不穩定狀態時,評價該測量系統的Gage R&R無意義。
1.2? 應用步驟及注意事項
計劃及準備工作對于成功的研究測量系統非常重要。在測量系統分析的應用過程中,要成立專門的團隊,團隊成員組成為質量技術員,質量檢測專家以及質量、生產相關人員。團隊成員要具備基本的測量系統分析知識,并遵循必要的步驟。確定了要評價的測量系統后,需考慮樣本、樣本量、測量儀器、操作者等因素,以保證收集數據真實可用。
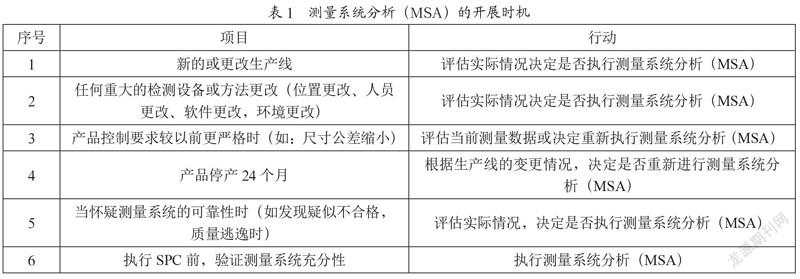
1.2.1? 確定測量系統分析的開機條件
測量系統分析的具體開機條件和相關行動如表1所示。
1.2.2? 樣本選擇
應從全部的觀測結果中選取樣本,樣本的誤差要能代表實際的誤差。
樣本選擇的影響因素包括:
關鍵尺寸——關鍵尺寸要求的可靠性越高,要求的數據越多。
零件結構:大的部件,難以測量的特性,以及樣本數量少可以使用小樣本,但應當在報告中明確,且須由客戶批準。
客戶要求:樣本數量按照客戶的要求執行。
選擇分析的樣本應能代表生產過程所允許的尺寸范圍,理想狀態是收集的樣本數據能覆蓋整個允許的公差范圍。
要求:操作者必須進行隨機測量,以保證操作者不能識別零件順序。
1.2.3? 樣本量
對于任何統計技術,樣本數量越大,測量結果越準確。至少需要10個以上樣本。
每個檢驗員應對每個樣本進行2~3次的測量。
需要指出的是在使用自動測量系統時,人為因素的影響可以忽略不計。因此,當驗證自動測量系統的可重復性時,重復次數可以減少到至少5次。
1.2.4? 操作者
在可能的情況下,研究應包括通常使用該測量設備的操作人員兩人來執行對代表性樣本研究。
需要考慮的重要因素包括:
(1)經驗最豐富和最沒有經驗的人;
(2)在不同地方工作的人;
(3)在不同班次上工作的人;
(4)其他可能影響測量過程的生理因素。例如,左手和右手的人,不同水平的視力、身高、力量等。
所有參與測量研究的人員不包括不執行測量活動的人。不包括計量學家或制造工程師等“專家”,除非他們是具備代表性。
1.2.5? 測量儀器
測量儀器有以下要求:
(1)測量儀器必須經過校準且在校準有效期內;
(2)確保測量儀器分辨率≤10%總誤差;
(3)確保測量儀器精度比≥10:1,亦可與客戶溝通使用4:1精度比。
1.2.6? 結果分析
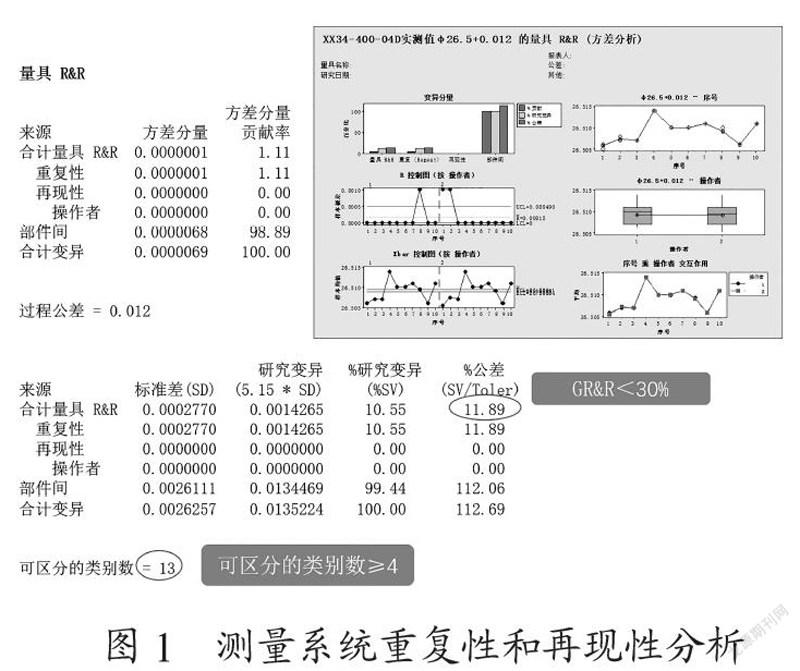
在選擇了最合適的數據收集計劃用于收集測量系統數據,需要采用合適的分析方法,以解釋這些結果。根據AS13003,“GR&R<30%,可區分的類別數≥4,這兩個條件都滿足,測量系統才合格。”[5]本文利用軟件Minitab對數據進行重復性和再現性Gage R&R分析,得出相應結論。如圖1所示。
測具R&R研究的目的是分離變量為獨立部分,可重復性、可再現性,零件和操作者等,找到任何可能找到的變量源。
1.2.7? 進行測量系統分析時的注意事項
測量系統需要校準,并且可追溯到相關國家或國際標準。
測量設備需要保持一個好的工作狀態,檢查破壞或者維修的證據,這些可能影響測量的能力。
必須用生產過程中的零件進行研究,除非客戶允許使用代表性零件或則標準樣品。分析的用的零件可以代表實際生產過程的零件,可以包括超出上下極限的零件。
零件要干凈、整潔,無毛刺。
參與研究的人員必須經過適當的培訓并勝任測量任務。
測量系統研究和分析應該被具有相關MSA能力的人員指導或協助。
在MSA研究中,環境應符合要求并與實際生產過程的環境一致。
用于研究的方法必須和生產過程中的條件保持一致,如:找正,裝夾、壓緊都可能會影響測量值,在每次測量時,零件都應拆卸和重新裝夾。
在研究過程中,執行測量的人員不能看到他們自己或其他參與者之前的測量結果。
2? 應用案例
2.1? 利用測量系統研究實現快速檢測應用
現狀:公司購買新的檢測設備,設備檢測結果是否可用,要求對測量系統進行分析。
目標:使用光學軸類檢測儀Sylvac Scan52對產品進行測量方式確定。
方法:研究同軸度、徑向跳動、端面跳動公差≥0.05 mm時;比較靜態測量方式和動態測量方式測量系統,確定光學軸類檢測儀Sylvac Scan52檢測方式。
實施:
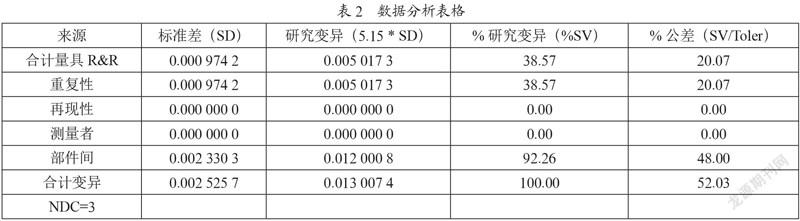
(1)選取零件2189.018-1F,使用動態測量方式對檢測直徑尺寸Φ36.07-0.025,進行測量系統分析。表2為數據分析表格。其中,合計量具R&R公差G=20.07<30%,但NDC=3<4,表示測量系統不可用。
從表2的測量系統分析中得知測量系統不可用。
表2中,測量系統中部件間的變異占測量系統的92.26%,因此測量系統不可用的原因是零件之間重復性不好。進行機理分析:由于設備的靈敏度較高,兩次測量位置不一致是測量系統不合格的主要原因,其主要表現在使用靜態的測量方式造成兩次測量零件位置不一致,使得測量系統不合格。為此,我們將測量方式更改為動態測量,即旋轉測量,進行第二次測量系統分析。
(2)選取零件2189.018-1F,檢測直徑尺寸Φ36.07-0.025,進行測量系統分析。表3為數據分析表格。其中,合計量具R&R公差G=17.33<30%,但NDC=4,表示測量系統可用。
經過靜態和動態測量系統分析比對,統計上認為檢測動態的測量方式測量的數據為可用數據。對選擇光學軸類檢測儀Sylvac Scan52的測量方式確定上提供依據。
應用:光學軸類檢測儀Sylvac Scan52通過評審并在現場進行檢測應用。
2.2? 執行SPC前,驗證測量系統充分性
現狀:現場2703.004F精益線(專線)已運行了一年,由于實現了小批流,按照傳統檢驗方式,不能適應現場的流動。
目標:通過現場質量過程控制實現抽免檢。在執行SPC前,驗證測量系統充分性。
方法:根據加工工序最終尺寸形成的刀具進行歸類,選擇同一把刀具加工形成尺寸中精度最高的一項作為SPC數據收集對象。
針對選取的尺寸先進行測量系統分析(MSA),測量系統分析合格后執行SPC。表4為離散型數據表。
根據表4,計算可得表5。其中,在線性和總重復性要求大于90%,表示測量系統合格。
要求>90%,因此操作員操作者1與操作者2測量系統合格,數據可以使用。表6為連續型數據。其中,合計量具R&R公差G=19.85<30%,NDC=4,表示測量系統可用。
結論:非連續型數據、連續型數據測量系統可用。
應用:現場可執行SPC應用。
3? 結? 論
測量系統的變異是工序質量變異的一個重要來源,它對工序能力分析、工序控制和工序質量檢驗都會造成影響。本文重點討論的是測量系統的重復性和再現性問題,闡述了測量系統分析的作用和意義,給出了測量系統分析的方法,從而提升企業產品的質量表現。
參考文獻:
[1] 何楨,生靜,施亮星.測量系統的R&R分析在企業質量改進中的應用 [J].工業工程,2003(1):62-66.
[2] 測量系統分析(MSA)實施指南:AEMQ38 [S].北京:中國航空發動機集團有限公司,2020.
[3] SAE G-22 AESQ委員會. Measurement Systems Analysis Requirements for the Aero Engine Supply Chain:AS13003 [S].New York:ASE International,2015.
[4] 李志輝.MINITAB統計分析方法及應用:第2版 [M].北京:電子工業出版社,2017.
[5] 吉特洛,萊文.六西格瑪綠帶與倡導者手冊:原理、DMAIC、工具、案例和證書 [M].張建同,張艷霞,等譯.北京:機械工業出版社,2007年.
作者簡介:張婭嵐(1970.11—),女,漢族,云南墨江人,中級工程師,本科,研究方向:質量改善、管理創新;
羅素文(1975.05—),女,漢族,廣東興寧人,中級工程師,本科,研究方向:管理歸零、管理提升;
王代華(1964.09—),男,漢族,貴州金沙人,中級工程師,本科,研究方向:工序外包供應商質量管理提升。