CrWMn冷作模具鋼激光熱處理組織和性能研究
2021-05-10 11:13:04張劍平蔣克全羅軍明
熱處理技術與裝備 2021年2期
張劍平,蔣克全,羅軍明
(1.南昌航空大學 材料科學與工程學院,江西 南昌 330063;2.中國航空工業昌河飛機工業(集團)有限責任公司,江西 景德鎮 333002)
激光強化熱處理也稱為激光相變硬化處理或激光淬火,其原理是利用高能密度的激光束快速掃射工件待處理部位,工件在瞬間將吸收的激光能轉為熱能而使工件局部溫度快速上升到奧氏體化溫度,在激光掃射停止后,因急冷而使奧氏體發生馬氏體相變,實現工件的自冷淬火。激光相變硬化后的硬度高于普通淬火[1-3]。因此激光熱處理在工業上金屬構件硬化方面得到了廣泛應用[4-6]。
CrWMn是冷作模具鋼,經常規淬火熱處理后其硬度一般在59~61 HRC左右,耐磨性較差,使用壽命較低[7-8]。目前,用于鈦合金孔冷擠壓強化棒,一般要求熱處理后硬度為63~66 HRC,然而CrWMn冷作模具鋼現有熱處理工藝難于滿足該要求。
本文采用激光相變硬化熱處理技術對CrWMn合金進行激光表面熱處理,以期獲得所需的硬度和耐磨性。研究激光淬火工藝(激光功率、掃描速度等)對硬化層顯微組織、結構和深度的影響規律,探討CrWMn鋼激光淬火的硬化機制,為CrWMn鋼激光淬火應用奠定堅實基礎。
1 實驗過程和方法
基體材料為CrWMn冷作模具鋼,其主要化學成分見表1。

表1 CrWMn鋼主要化學成分(質量分數,%)
為了獲得良好的機械性能,先對試樣進行真空淬火和回火處理,作為其表面激光熱處理的預處理。真空淬火爐型號為ZC2-65,回火爐型號為SX-2.5-10,工藝參數為:830 ℃× 60 min 淬火+200 ℃×3 h 火空冷,預處理后試樣硬度為60~62 HRC。激光熱處理前為去除表面的油污等,利用超聲清洗儀對預處理后的試樣進行清洗,然后用酒精擦拭干凈,干燥后將試樣進行1 h的磷化處理,晾干備用。為防止激光熱處理對試樣燒損,提出了控制試樣表面溫度的設想,在激光器旁配置了紅外測溫儀。運用紅外測溫儀監控試樣表面的溫度,然后通過調節激光的實時輸出功率來調控試樣表面溫度。本試驗所有激光熱處理器型號為HGLaser6060,其工藝參數見表2,其中光斑直徑為3 mm。

表2 激光熱處理工藝參數
采用XJT-02型立式顯微鏡觀察組織,HR-150A洛氏硬度計測定硬度。采用WTM-2E型磨損試驗機進行磨損試驗,標準磨頭(上試片)為GCrl5,轉速為400 r/min。
2 結果與討論
2.1 金相組織
圖1為CrWMn試樣激光熱處理的心部和表面顯微組織(功率1.5 kW,掃描速度4.0 mm/s)。可以看出,材料經過激光強化處理后,表層的顯微組織比心部的更細小,表層淬硬區組織為隱晶馬氏體+合金碳化物+殘留奧氏體,淬硬區組織較細小。這是因為在激光高能量密度光束照射下,工件表面產生較大的過熱度,使得相變驅動力增大,導致奧氏體形核率升高;同時,彌散的碳化物阻礙了奧氏體晶粒的長大,使奧氏體晶粒超細化,最終轉變為細小的馬氏體組織。
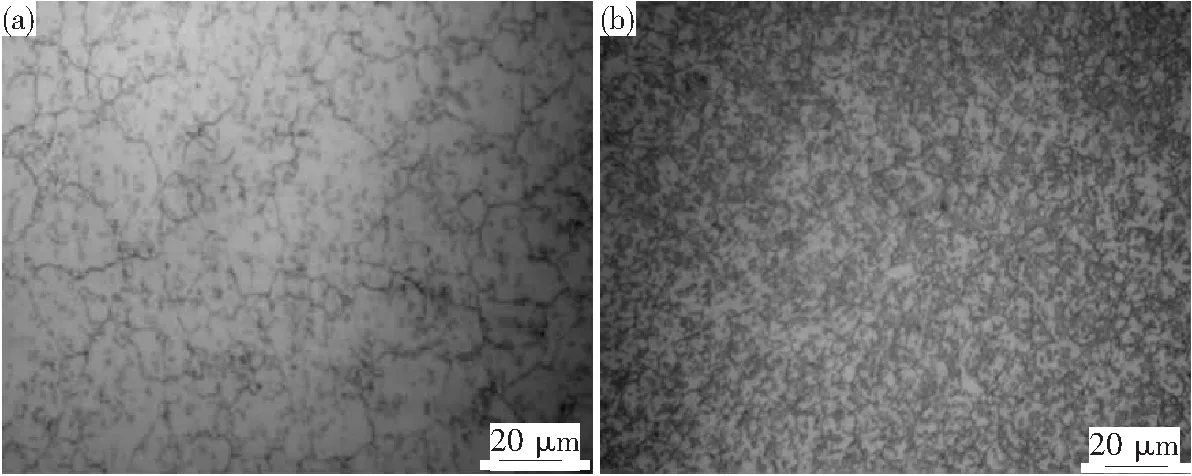
(a)心部組織;(b) 表面硬化層組織圖1 CrWMn試樣激光熱處理的顯微組織(a)microstructure of core;(b) microstructure of surface hardened layerFig.1 Microstructure of CrWMn specimen by laser heat treatment
2.2 表面硬度及表面硬化層硬度梯度
表3為功率1.5 kW和不同掃描速度條件下試樣的硬度值。可以看出,當掃描功率為1.5 kW時,隨掃描速度增加其表面硬度先增加后減小,掃描速度為4 mm/s時其硬度最大,平均達到64.1 HRC,比真空熱處理表面硬度提高了3~4 HRC。
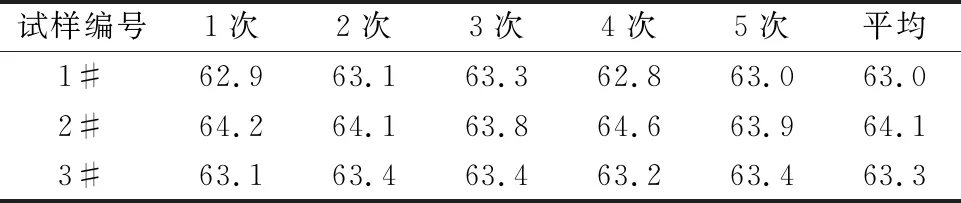
表3 激光熱處理后表面硬度值(HRC)
硬度測試部位為沿激光熱處理帶中間切開,經打磨拋光后,按一定間距從邊沿向內部逐點測試,測試載荷為200 g。圖2為激光熱處理功率1.5 kW和掃描速度為4.0 mm/s條件下試樣的硬度梯度分布圖。從圖中可以看出,激光表面熱處理強化后的硬度分布曲線為表面硬度高,然后由表面向中間逐漸降低,再逐漸上升至中心區常規熱處理后的硬度。這是因為激光表面強化處理過程中試樣由表及里按照受熱程度分為相變區、熱影響區和中心區[9]。由于試樣表面受到激光高能束的照射,溫度瞬間升高,達到相變溫度以上,從而發生相變;而且冷卻速度較快,形成淬火組織導致表層硬度較高,但有時最表面會有輕微脫碳現象,因此最高硬度處有可能不是最表面。本實驗表面層硬度很高,最高硬度超過920 HV。這是因為激光加熱時,表面升溫速度可達104~105℃/s,使工件表面的溫度快速達到奧氏體化溫度,隨后通過自身熱傳遞以104℃/s的冷速冷卻。如此快的加熱冷卻過程,一方面造成很大的過熱度及相變驅動力,奧氏體形核率劇增,并在快速加熱的瞬間使奧氏體化晶粒來不及長大,轉變成極細小的馬氏體[10];另一方面,在激光加熱條件下,鋼材內的原子擴散不充分,來不及進行均勻化,因此奧氏體中的碳和合金元素的偏析程度也增大,從而導致奧氏體中含碳量相似的微觀區域變小。隨后,在快速冷卻條件下,不同的微觀區域內馬氏體形成溫度差異性增大,也是導致細小馬氏體組織形成的一個因素。
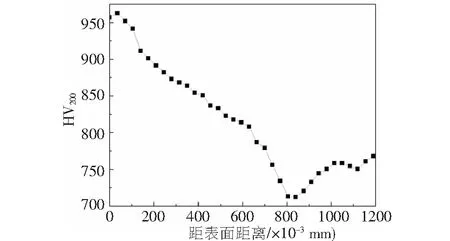
圖2 CrWMn鋼激光熱處理后的硬度梯度分布Fig.2 Hardness gradient distribution of CrWMn steel after laser heat treatment
綜上所述,激光相變硬化提高材料性能的機理是淬火過程中急熱急冷,促進極細馬氏體、高位錯密度、高晶格缺陷和表面壓應力的形成,進而提高了材料的硬度、耐磨性。從圖中可以看出,表層硬度超過800 HV(相當于64 HRC),硬化層厚度超過0.60 mm,說明其硬化層比較厚,對提高其表面耐磨性起到很好作用。緊接著相轉變的區域為熱影響區,該區域大小受材質本身的導熱性影響而不同,其特點是硬度比正常預備熱處理低。這是因為在激光強化處理前通常經過真空熱處理強化,而熱影響區的溫度達不到相變溫度,進行激光熱處理強化過程中熱影響區相當于進行一次高溫回火,因此硬度會比中心區硬度(亦即之前常規熱處理后的硬度)還要低,而且其降低幅度與構件尺寸和材質有關(實際是構件的儲熱能力)。最后區域為中心區,即構件真空熱處理后區域,該部分區域沒有受到激光熱量的影響,其組織和硬度與原始一樣[11]。
2.3 磨損試驗
在球盤式摩擦磨損機上進行磨損試驗,選擇載荷400 g,摩擦副選用直徑為4 mm的 Gr15小球,磨損時間為40 min。
圖3為激光熱處理前后磨損量對比。從圖可知,激光強化處理試樣磨損量比普通熱處理試樣的磨損量大約減少50%,這是因為常規強化處理后,從表至里,硬化層硬度呈梯度下降趨勢,即表面硬度最高,耐磨性最好。但隨著磨損時間的延長,表層將逐漸被磨去,其摩擦接觸面的硬度值隨之逐漸降低,造成磨損隨之加劇,最終使零件因磨損量過大而失效。而經過激光熱處理強化后,雖然在磨損過程中表層也被磨損掉,但次表層的硬度仍然較高,耐磨性較好,因而不會發生磨損隨之逐漸加劇的現象,從而大大提高了模具零件的耐磨損壽命,故激光相變硬化模具的使用壽命能提高幾倍甚至十幾倍[12]。
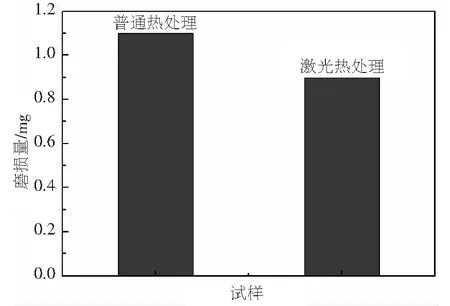
圖3 CrWMn激光熱處理前后磨損量對比Fig.3 Comparison of the weight loss of CrWMn sample before and after laser heat treatment
圖4為激光熱處理前后摩擦系數的對比,由于激光熱處理試樣淬火層的硬度比未激光熱處理試樣高,從而降低了粘著磨損程度和表面粗糙度,所以其摩擦因數比未激光熱處理試樣低[13-14]。隨著磨損試驗的進行,激光淬火層被磨損掉,摩擦因數開始逐漸上升并且趨于穩定,達到0.4左右。
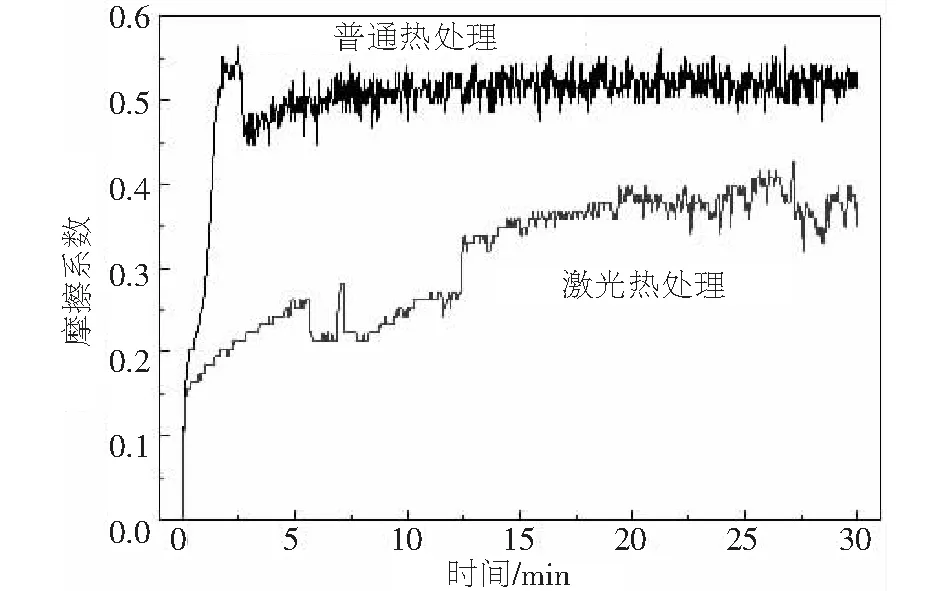
圖4 CrWMn激光熱處理前后摩擦系數對比Fig.4 Comparison of the friction coefficient of CrWMn sample before and after laser heat treatment
2.4 應用
中國航空工業昌河飛機工業集團鈦合金孔冷擠壓強化棒現采用CrWMn制造,目前采用真空熱處理硬度59~61 HRC,在使用過程中發現其耐磨性較差,使用壽命很短,擠壓一次后就報廢。主要原因是CrWMn普通熱處理后組織較粗大,硬度不高,耐磨性差,因而壽命差。而采用本實驗工藝對鈦合金孔冷擠壓強化棒進行激光熱處理,其表面硬度達到64 HRC以上,至少使用5次,有的甚至可以使用8~10次。目前已經使用600多根擠壓棒,擠壓次數均超過5次,其使用壽命顯著提高且穩定。
3 結論
1)CrWMn鋼激光熱處理較普通熱處理所獲得的金相組織更細小,其表層淬硬區的組織為隱晶馬氏體+合金碳化物+殘留奧氏體。
2)CrWMn鋼激光熱處理表面硬化層厚度約為0.6 mm,且表面硬度明顯高于基體。
3)CrWMn鋼激光熱處理較普通熱處理有較好的耐磨性和更低的摩擦系數,其磨損量比普通熱處理后試樣的磨損量大約減少50%。
4)現場試驗表明鈦合金孔冷擠壓強化棒采用激光熱處理比普通熱處理使用壽命提高5倍以上。
