遞進式真空定徑冷卻裝置在三泡法吹塑工藝中的創新應用
2021-05-13 04:26:12李浩
橡塑技術與裝備 2021年10期
李浩
( 廣東金明精機股份有限公司,廣東 汕頭 515098)
薄膜吹塑是將物料塑化擠出后吹脹成型,再經冷卻、牽引、卷曲得到產品的過程[1],隨著吹塑薄膜在農業、工業、醫療衛生、食品包裝,軍工產品等領域的廣泛應用,市場對薄膜的性能和質量的要求越來越高。為了適應市場的需求,原料生產廠家不斷推出不同性能的塑料原料,促使薄膜生產廠家不斷推出新配方、新工藝,同時確保其制品在滿足使用性能等要求的條件下盡量薄型化,以減少塑料樹脂的消耗;而吹塑裝備生產廠家則對技術不斷進行優化、提升,以獲得更好的制品性能、質量和更高的產量。以熱收縮薄膜為例,熱收縮膜的吹膜法隨著薄膜應用領域的細分,逐漸發展為單泡法、雙泡法和三泡法。普通吹膜生產工藝屬于單泡法,采用3、5 層共擠生產工藝,加工的材料以LDPE、LLDPE 和HDPE 為主,通過空氣冷卻,吹脹比一般在3~4 左右,薄膜的厚度通常為0.04~0.12 mm,薄膜的熱收縮率為15%~30%,由于空氣冷卻效率較低,薄膜的透明度不高,因此單泡法生產的產品主要用于產品物流中的包裝,如啤酒、礦泉水、塑料瓶裝飲料的集合包裝,日用電子產品的外包裝等。雙泡法主要應用于POF 薄膜的生產中。它是將LLDPE作為中間層,共聚PP 作為內、外層,通過三、五層共擠,采用下吹水冷生產第一膜泡,通常的管胚厚度為0.25~1 mm,然后再將管胚加熱到材料的軟化點后進行第二次的吹脹和拉伸,吹脹和拉伸比例高達5.8倍,薄膜的厚度通常變薄為0.008~0.03 mm,通過工藝配方的控制,薄膜的收縮率可以達到70% 以上,除了較高的收縮率外,薄膜的透明度高,并且符合包裝材料薄型化行業發展趨勢。POF 薄膜的主要應用領域是一些小包裝的制品,例如:碗面的外包裝膜、消毒餐具膜,盒帶和錄像帶等產品。隨著熱收縮膜在食品中,特別是冷鮮肉中的應用,三泡法熱收縮膜生產工藝應運而生。由于鮮肉制品對薄膜包裝的阻隔性和熱收縮穩定性要求高,熱收縮使用溫度低,阻隔性能佳,普通雙泡法不能生產符合要求的產品。
1 三泡法吹塑成型是高性能熱收縮膜生產工藝方法
三泡法主要應用于聚乙烯+ 聚酯+ 乙烯- 乙烯醇共聚物共擠的薄膜的生產中,通常采用7、9、11、13層共擠,是最近十五年興起的薄膜成型方法,它是在二泡法的基礎上增加第三膜泡定型的生產工藝。帶阻隔型的樹脂和聚乙烯由環形固定機頭擠出厚壁管狀膜胚,膜胚立即被水冷卻并定徑,形成第一膜泡,膜泡夾扁后經各牽引夾輥以穩定的速度和壓力夾持牽引及恒張力控制進入烘箱加熱使膜胚達到合適的吹脹工藝溫度,熱管胚在第二(慢速)和第三(快速)牽引夾輥以穩定的速度差(2.7~3 倍)拉伸牽引以及壓縮空氣作用下使膜胚沿軸向拉伸、徑向膨脹形成第二膜泡,由于牽伸比和吹脹比基本一致,便產生縱、橫向熱收縮率接近的熱收縮薄膜,然后薄膜再以穩定的速度,通過壓力夾持牽引及恒張力控制進入塔頂上的第四牽引和牽引下方的紅外加熱烘箱,吹氣加熱形成第三膜泡,膜泡被均勻加熱消除內應力后再被第五牽引夾緊進入人字板導引展平,通過電暈等后處理工藝最終被收卷。第三膜泡熱定型工藝是調控薄膜的收縮率的關鍵點。例如:收縮率15% 的薄膜用于香腸外包;收縮率30%~70% 的薄膜用于收縮袋;收縮率低于5% 的薄膜用于蓋帽。 三泡法生產裝備的技術集成度較高,例如:多層閉環流量和壓力智能控制擠出塑化系統,緊湊型多層共擠機頭,薄膜生產過程多工位多參量的精密閉環控制等等,本文重點講述遞進式真空定徑冷卻裝置在三泡法吹塑工藝中的創新應用,三次工藝流程圖見圖1。
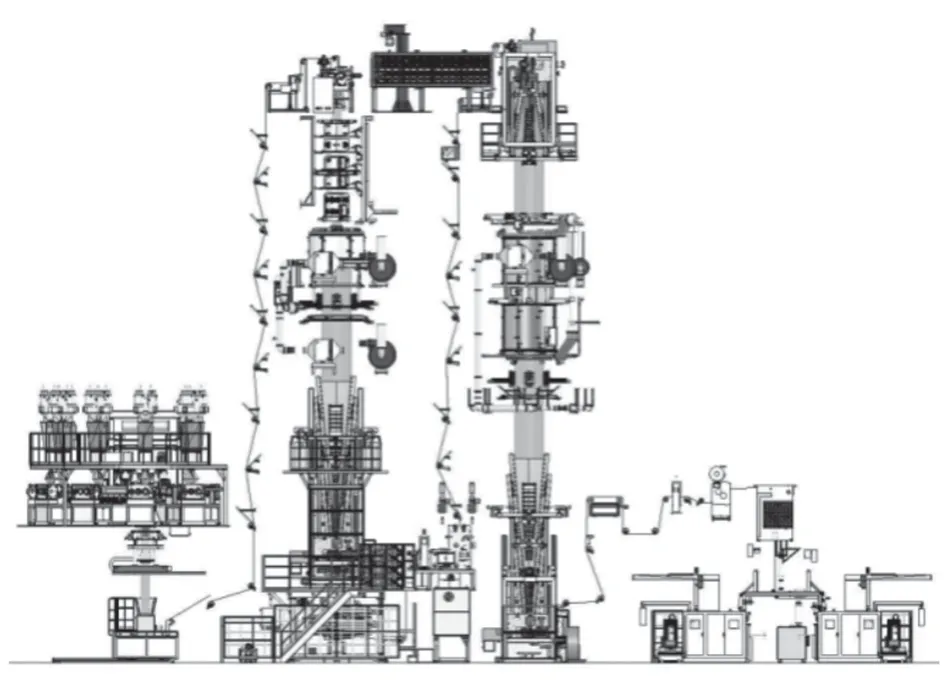
圖1 三泡工藝流程圖
2 遞進式真空定徑冷卻裝置
三泡法成型、高性能熱收縮薄膜裝備,我國起步較晚,并且由于市場規模相對于單泡法和雙泡法要小,企業研發投入不足,因此國產裝備大多數還停留在五、七層共擠,生產薄膜寬度范圍從110~550 mm,日產量只有500~1 000 kg,設備產量低、自動化程度低、能耗高,而國外,同類設備已做十一層共擠甚至十三層共擠,最大幅寬超過2 000 mm,最大產量400 kg/h 以上。在國內,三泡管法生產工藝很難實現寬幅高速生產,卡脖子的難題是第一膜泡的快速冷卻,膜泡冷卻是限制薄膜產量的重要因素[2],也影響生產過程中膜泡穩定性和最終產品質量,國產設備普遍采用普通自溢式水環來冷卻厚管胚,即使采用真空定徑冷卻技術,也僅用于真空度容易控制的小型設備,例如:腸衣膜,熱收縮袋生產設備等。
普通自溢式水環(見圖2),通常采用鋁合金制作,是由水室、隔套、水套,掛水紗布四個部分組成。高溫熔體在水套入口和冷卻水接觸后被冷卻,冷卻水在重力作用下沿管胚垂直往下流,由于要承受薄膜的自重和掛在膜上水的重量,通常在水環的出口掛紗布以增加摩擦,防止管胚下墜,因此水的重量和管胚的重量不能太大,否則膜泡掛不住會墜膜。普通自溢式水環由于結構簡單,成本較低,在下吹薄膜機組和POF熱收縮膜機組上應用普遍。三泡法加工配方中PA 含量38%~50%,PA 的熔點230 ℃,熔體溫度≥250 ℃,熔體強度弱并且PA 容易結晶,結晶后就無法穩定吹脹拉伸,因此需要在1.2~2 s 內將0.2~0.6 mm 厚的管胚冷卻定型,熔體從250 ℃驟降到17 ℃,這一關鍵技術難點靠傳統自溢式水環是無法解決的。例如:在POF 熱收縮膜生產中,定徑套內徑Φ300 mm,普通自溢式水環最大水流量4 m3/h,三泡生產中最大水流量需24 m3/h,如此大的水流量對管胚的沖擊非常大,因此需要讓管胚在一個特定的環境下受沖擊并保持形狀的穩定。
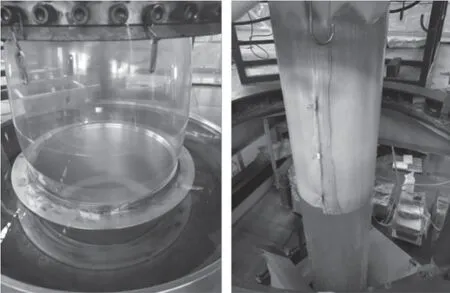
圖2 普通自溢式水環
創新應用的遞進式真空定徑冷卻裝置,它依據三泡法加工材料的熔體特性,發明了一級預冷、二級強冷、三級噴淋冷卻,四級排水,內部形成真空的定直徑冷卻裝置。圖3 是遞進式真空定徑冷卻裝置照片,配套在廣東金明公司生產的MS9R-1800Q-C 三泡法吹塑成型九層共擠高性能熱收縮膜成套裝備上,該裝備水環內徑Φ300 mm,第一膜泡折徑463 mm,第一膜泡最大機械線速度50 m/min, 第一膜泡測試最大產量450 kg/h,第二膜泡最大機械線速度200 m/min, 第二膜泡測試折徑1 450 mm,第三膜泡熱定型后的折徑1 430 mm, 是目前國產幅寬最寬,單機產能最大的九層共擠高性能熱收縮膜成套裝備, 該裝備于2020 年11 月通過中國塑料機械工業協會科技成果鑒定,鑒定委員會一致認為,該裝備屬國內首創,整體技術處于國際先進水平,可替代進口同類設備。
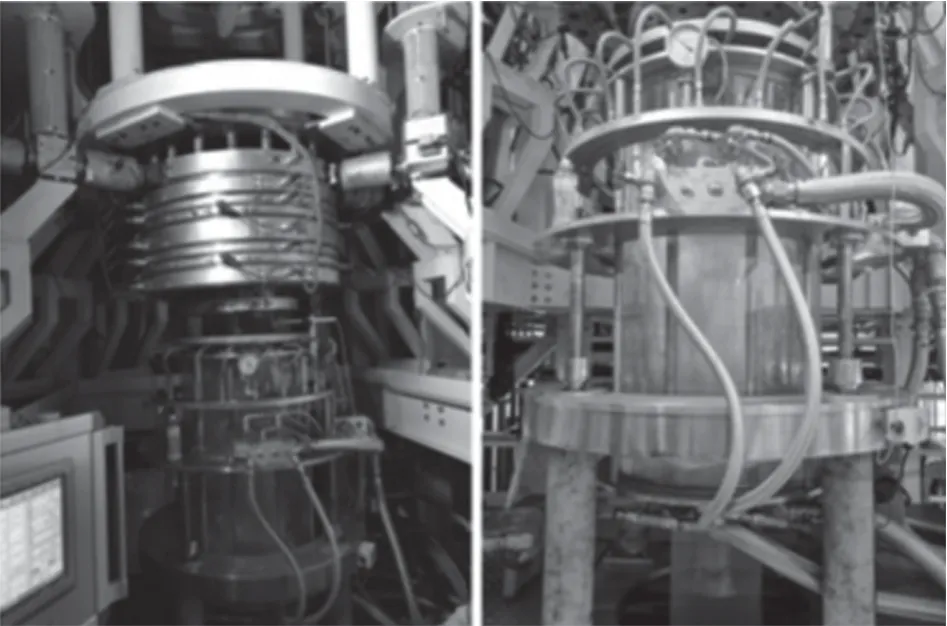
圖3 遞進式真空定徑冷卻裝置
遞進式真空定徑冷卻裝置安裝在9 層共擠機頭的正下方,和機頭體同軸線,高度約1.2 m,遞進式真空定徑冷卻裝置由電動升降機構、噴淋室、水環、供回水系統、膜泡自動補氣裝置、抽真空裝置六部分組成。熔體進入冷卻裝置后,冷卻水量隨熔體強度遞增而遞增,在1.2~2 s 內將管胚冷卻。各級功能如下:一級預冷并形成水封,水封的目的是防止空氣進入冷卻裝置,保證膜泡的穩定;二級強冷時大流量水沿管胚順流而下;三級噴淋冷卻,64 個噴頭向管胚噴水,提高熱交換,由于噴頭噴出的水呈霧狀,增加了分子的擴散運動,冷卻效率大幅度提升;第四級為排水,將管胚表面的水排干。
電動升降裝置主要功能是方便操作,開機前將遞進式真空定徑冷卻水環降低,清理口模并引膜,開機后再將水環升起,水環入口距離口模約200 mm,縮短管胚到水環的距離,避免熔體在空氣中停留時間過長造成結晶。
噴淋室主要功能是在管胚的入口和出口利用水封形成封閉空間,保證空氣無法進入,在噴淋室內分布有64 個噴頭,圍繞管胚噴水,由于噴淋室處于抽真空負壓狀態,真空度通常為-1 kPa,水環第二入水口冷卻水和噴淋的冷卻水保持一個較穩定的動態高度,通常為5~10 cm, 見圖4。
水環主要起冷卻定型作用,雙出水結構,為減小摩擦阻力,水環采用銅合金制作而成,從圖3 可以看出,為保證水環出水均勻,供水口采用多管道結構,水環的兩個出水口單獨控制流量。
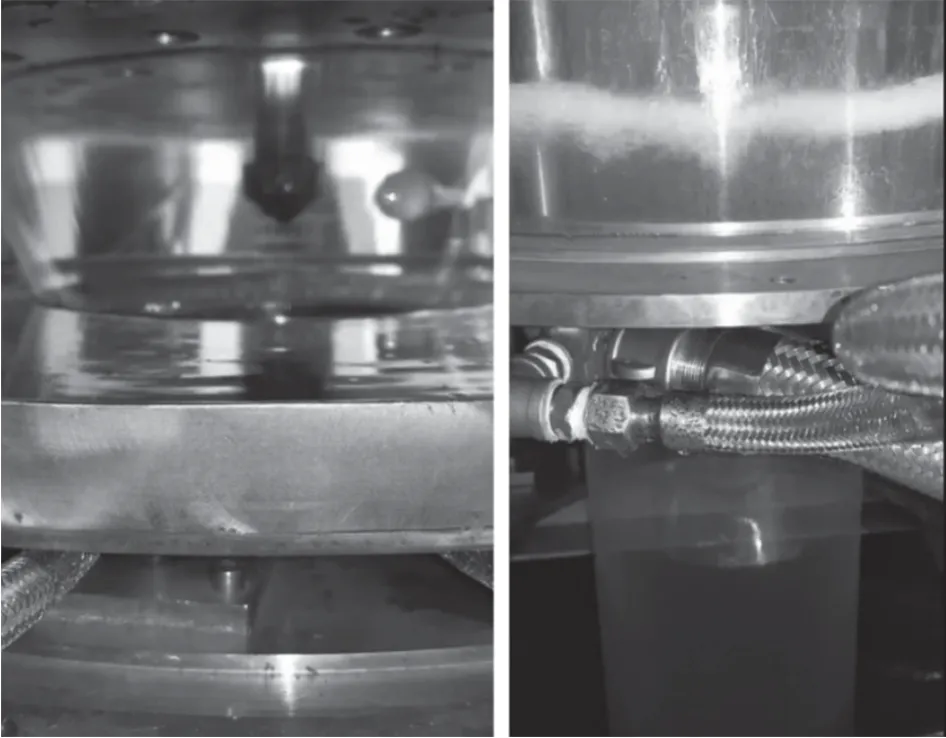
圖4 遞進式真空定徑冷卻裝置的入口和出口
供回水系統、膜泡自動補氣裝置,抽真空裝置對第一膜泡的穩定性起到非常關鍵的作用。由于管胚需要貼緊水環,就需要保證管胚直徑誤差小于1 mm,膜泡自動補氣裝置采用光纖傳感器檢測膜泡大小,信號反饋給SMC 伺服比例電動閥,電動閥進排氣,保證膜泡穩定。抽真空裝置主要保證管胚圓形貼緊水環內壁,即使在受到水的沖擊時管胚的形狀保持不變。
3 遞進式真空定徑冷卻裝置的應用領域拓展
遞進式真空定徑冷卻裝置的研發,不僅解決了三泡管法生產工藝實現寬幅高速生產的難題,并且成功應用到廣東金明公司生產的POF 熱收縮膜機組,提高了設備的產能,MS5R-3600Q-C5 層共擠POF 熱收縮膜提產為例,該機組生產折徑3 400 mm 的POF 熱收縮膜,幾年前采用普通自溢式水環,機組最高產量450 kg/h,如今采用遞進式真空定徑冷卻裝置,機組最高產量600 kg/h,提產33%,同時遞進式真空定徑冷卻裝置具有的抽真空排水的功能,能將管胚表面的水處理干凈,減少了普通自溢式水環需要外加風刀除水,夾輥除水等環節,生產更加便捷,由此可見單項技術創新應用的重要性。
4 結語
本文探討了遞進式真空定徑冷卻裝置的工作原理和創新應用,是筆者近年來從事雙泡、三泡管法吹塑成型工藝研發工作的心得體會。筆者還認為:遞進式真空定徑冷卻裝置可分為兩個技術單元來研究并實現創新應用。一個是遞進式冷卻技術單元,只要匹配好遞進式冷卻增量和熔體強度提升的關系,冷卻過程隨著熔體溫度的下降,熔體強度的提升,逐漸增加冷卻介質流量,增加冷卻空間,冷卻效率就會有較大幅度提升,該技術單元在上吹風冷工藝中也在創新應用,風環從過去的單風口,雙風口創新到三風口,四風口,冷卻效率提升50% 以上。例如,廣東金明公司生產的5 層共擠FFS 重載包裝膜生產線[3],口模直徑Φ180 mm,生產折徑550 mm、厚度0.16 mm 的薄膜,最高產量達到470 kg/h,產量是以前配套雙風口風環生產線的兩倍。另一個是真空定徑技術單元,該單元的最大創新點是定膜泡尺寸并除水,消除薄膜自重和冷卻水重量對熔體膨脹變形的影響,將該技術應用到下吹薄膜生產工藝中,薄膜的折徑可以從過去1.2 m 拓寬到1.5 m,并且可采用滾動式人字夾板,提升薄膜的平整度,由此可見創新的重要性。

圖5 遞進式真空定徑冷卻裝置在POF 機組上的應用
