高頻焊接鋁管用管坯寬度的數學模型
2021-05-17 09:55:40曹國富
焊管 2021年4期
關鍵詞:模型
曹國富, 曹 笈
(嘉興夏禹科技有限公司, 浙江 嘉興314300)
0 前 言
高頻焊接鋁管生產的基本理論、 研究方法、工藝流程等都與高頻焊接鋼管十分相似, 但是,由于鋁管坯的力學性能、 焊接特性以及在成型、焊接和定徑階段的表現與高頻焊接鋼管存在較大差異[1], 如用鋼管坯開料寬度的計算方法所開出的鋁管坯與高頻焊接鋁管的制管過程不是很匹配, 甚至影響鋁焊管質量。 目前沒有鋁焊管坯開料寬度的行業規范, 不同制管企業對同一種規格焊管的開料寬度不盡相同, 這些既不利于鋁管坯生產企業與制管企業之間協作, 更不利于高頻焊接鋁管行業的健康發展。 因此, 針對鋁管坯力學性能和焊接特性, 分析鋁管坯在焊管成型、 焊接和定徑階段的變化特征對管坯寬度的影響, 結合部分制管企業的經驗, 建立一個滿足鋁焊管生產需要的管坯開料寬度數學模型[2]就顯得十分必要。
1 鋁管坯力學性能與焊接特性對工藝余量消耗的影響
與鋼管坯比, 鋁管坯力學性能的最顯著特點表現為一個“軟” 字, 參見表1[3]。 由表1 可以看出, 雖然3003-H24 鋁管坯經過冷軋強化, 但是, 它的抗拉強度、 屈服強度和硬度等與常用退火鋼管坯Q195 相比仍然較低, 分別只有Q195退火鋼管坯的45.70%、 58.97%和38.09%[4]。 基于此, 在軋輥孔型和軋制力作用下, 鋁管坯在成型、 焊接和定徑過程中抵抗變形的能力弱, 對各種余量的消耗需求較鋼管坯都大。 以定徑余量為例, 在軋輥孔型和實際輥縫相同的前提下, 生產相同規格的焊管, 強度低、 硬度軟的鋁焊管比強度高、 硬度硬的鋼管通過孔型時周長更易縮短,或者說鋁焊管需要的定徑余量更多。 類似的現象在鋁管成型階段和焊接階段都有體現, 區別在于數值和余量消耗的規律不盡相同。

表1 常用鋁管坯3003-H24 與鋼管坯Q195 的基本力學性能對比
2 鋁焊管用工藝余量的消耗規律
2.1 成型余量消耗規律
解析成型過程發現, 成型余量主要用于補償成型過程中發生的必然消耗和偶然消耗。
(1) 必然消耗Δ1,1。 指從平直管坯成型為開口管筒過程中, 成型管坯自邊部開始至底部結束,縱向伸長量逐漸變小而導致管坯寬度變窄的量[5](如圖1 所示)。 在圖1 中, 該量理論上不隨操作工藝變化, 但在成型過程中是一個逐漸增大的量, 并在成型結束后達到最大值, 計算公式為

式中: B——管坯寬度, mm;
L——成型區長度, mm;
D′——成型結束后的開口管筒高度, 若是圓管則等于成品管直徑加1.5~3 mm。
根據公式(1), 在40 焊管機上生產Φ50 mm以下的鋁焊管, Δ1,1最大不超過0.04 mm; 在76焊管機上生產Φ100 mm 以下的鋁焊管, Δ1,1最大不超過0.13 mm。 從絕對量上看, 管徑大小對Δ1,1的影響很小, 這說明成型余量主要由偶然消耗構成。
圖1 成型余量消耗規律、最大消耗值Δ1,1 與轉換成縱向伸長示意圖
(2) 偶然消耗Δ1,2。 管坯在粗成型階段因材質不同、 硬度變化、 孔形磨損或操作調整等因素沒有達到理想的粗成型管形, 從而需要在精成型段施加額外的成型力, 補救粗成型管坯變形不足的缺陷, 因此消耗一定的成型余量[6]。 由于這些因素在形上和量上均具有不確定性, 故消耗量具有偶然性。 設置時, 人們通常都是按照粗成型狀態不佳時精成型需要的最大偶然消耗量給予。
精成型段的最大偶然消耗量與焊管徑厚比λ關系密切, λ 越小, 相對壁厚越厚, 閉口孔型軋輥需要施加更大的成型力才能基本彌補粗成型不足的缺陷。 這樣必然導致管坯在精成型段周長縮短量增大, 即偶然消耗的經驗成型余量Δ1,2′較大, 反之偶然消耗的成型余量小。
50 機組用鋁焊管成型余量的偶然消耗經驗值Δ1,2′與徑厚比λ、 徑厚比中位數λZ值見表2,依據表2 繪制的成型余量的偶然消耗經驗值Δ1,2′與鋁焊管λZ的關系如圖2 所示。 由表2 和圖2可以看出, 成型余量的偶然消耗經驗值Δ1,2′與λ之間存在較強負相關關系。
表2 50 機組用鋁焊管成型余量的偶然消耗經驗值Δ1,2′與λ、λZ 值
圖2 成型余量的偶然消耗經驗值Δ1,2′與鋁焊管λZ 的關系
將圖2 中的8 個點依次連接, 形成一條藍色折線; 再將其中的第1 點 (10, 1.6t) 和第8 點(61, 0.9t) 連接(綠色直線)。 如果將藍色折線近似為直線, 那么它與綠色直線斜率接近。 8 個點中,僅有一個點(第2 點) 在綠線上方, 根據相關原理, 若以綠色直線代表折線上的各點會產生很大偏差, 可將綠色直線沿縱坐標下移約9%至圖2 紅色直線位置, 那么就各有4 個點分布在紅色直線的上下方(上面1、 2、 3、 8 點/下面4、 5、 6、 7 點),這樣紅色直線與折線更接近, 進而可以用紅色直線替代折線來描述折線所反映的客觀規律。
由解析幾何兩點式得出圖2 中紅色直線的數學表達式為

從而可得出鋁焊管用成型余量Δ1計算式, 即

2.2 焊接余量消耗規律
焊接余量消耗在內毛刺、 外毛刺鋁焊珠和擠壓輥擠壓引起管徑減小[7]四個方面, 其中前三項為有形消耗, 后一項為隱形消耗。 需要特別指出的是, 由于鋁的親氧性特征, 鋁在高溫時與空氣中的氧會發生劇烈氧化反應, 焊接過程中會氧化掉許多鋁管坯, 形成大量鋁焊珠; 當生產Φ2.5 mm以下、 厚度1.0 mm 以上、 需要去除內毛刺的小直徑鋁焊管時, 常常會因為大量鋁焊珠堆積堵塞在管腔與內毛刺刀之間而導致冷卻液回流到焊接區域, 致使焊接無法進行[8]。 可是實際生產中,這種氧化消耗易被忽視, 在設計鋁管坯寬度時必須予以高度重視。
不論焊接余量消耗在那個方面, 它都由管壁厚度t 和待焊開口管筒兩邊緣寬度Δ2/2 這兩個方向形成的長方形面積共同提供。 在正常生產工藝條件下, 管壁越厚, 內外毛刺越高、 越多, 決定這個面積大小的要因是t, 即焊接余量主要由管壁厚度方向提供。 鋁焊管規格、 經驗焊接余量、經驗定徑余量及待定系數值與管坯寬度模型計算結果見表3, 焊接余量的經驗值Δ2′與鋁焊管壁厚t 的關系如圖3 所示。 由表3 和圖3 可以看出, 焊接余量與壁厚呈強正相關關系。
表3 鋁焊管規格、經驗焊接余量、經驗定徑余量及待定系數值與管坯寬度模型計算結果
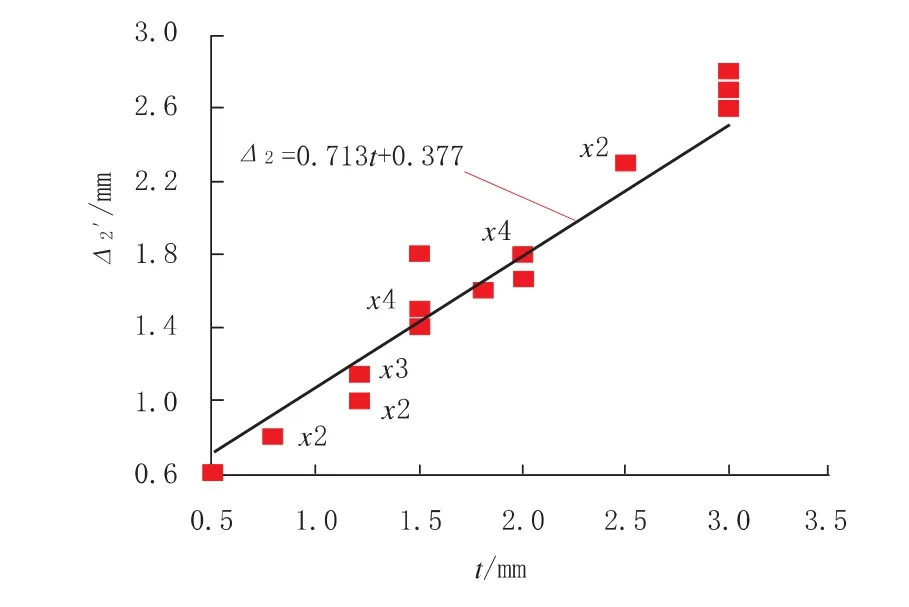
圖3 焊接余量的經驗值Δ2′與鋁焊管壁厚t 的關系
焊接余量Δ2與管壁厚度t 的函數關系為

式中: a2、 b2——待定系數。
a2、 b2可通過公式(5) 求解[9], 即

將表3 中數據代入公式 (5) 得a2=0.713,b2=0.377, 將其代入公式(4) 可得

2.3 定徑余量消耗規律
出擠壓輥后的待定徑焊管在形狀、 尺寸等方面均難以達到成品管質量要求, 必須經過多個道次定徑軋輥的精整軋制[10], 實現待定徑焊管到成品管。 在此工藝過程中, 隨著焊管形狀逐漸規整, 尺寸精度逐漸提高, 焊管周長逐漸變短。 為了確保周長縮短后的成品焊管尺寸達標, 需要使待定徑焊管的周長(D″-t)π 比成品管周長(D-t)π大一些, 以供精整軋制過程的消耗。 這個消耗掉的量就是定徑余量, 用Δ3表示, Δ3過大或過小都不利于焊管定徑。 因為Δ3=(D″-D)π, 所以Δ3是焊管直徑D 的函數。
焊管外徑D 與定徑余量經驗值Δ3的關系如圖4 所示。 由表3 和圖4 可以看出, Δ3與焊管外徑D 緊密相關。 則依據公式(4) 得出公式(7), 即

式中: a3、 b3——待定系數。
依據公式(5) 得出公式(8), 即

將表3 中數據代入公式 (8) 得a3=0.023,b3=1.19, 將其代入公式(7) 可得

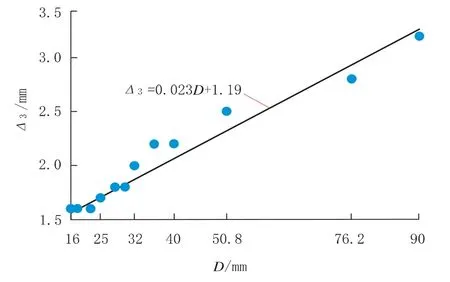
圖4 焊管外徑D 與定徑余量經驗值Δ3 的關系
2.4 制造鋁焊管用工藝余量表達式
將公式 (3)、 公式 (6) 和公式 (9) 相加,可得鋁焊管用工藝余量Δ 的表達式為

基于公式(10), 可推導出鋁管坯寬度計算式。
3 工藝余量與管坯寬度的關系
確定鋁管坯寬度的基本思路是: 制造D×t 尺寸的焊管, 需要考慮管坯在成型過程中的變窄量、 焊接時轉化為內外毛刺的消耗量、 氧化飛濺量、 定徑過程中焊管直徑減小而預留的消耗量以及成品管展開寬度等; 即生產出合格高頻焊接鋁管的管坯寬度B 由工藝余量Δ 和成品管周長構成, 即

將公式 (10) 代入公式 (11) 整理可得

公式(12) 是生產規格為D×t 的高頻直縫鋁焊管用管坯寬度數學模型。 經驗證, 模型計算寬度與經驗寬度基本一致(參見表3)。 需指出, 應用本模型計算出的寬度大多情況下是一個混小數,四舍五入至十分位后, 大于等于0.5 進為整數, 小于0.5 進為0.5。
4 結 論
(1) 高頻直縫鋁焊管用管坯寬度模型, 充分考慮了鋁合金的特點, 并將該特點量化在工藝余量中。 模型計算寬度與經驗寬度基本一致, 說明按模型確定的開料寬度能夠滿足高頻直縫鋁焊管制管要求, 同時該模型得到多家鋁焊管生產企業的肯定。
(2) 模型適用于圓形鋁焊管的開料寬度, 模型中的D 和t 均為雙向國標公差, 如果成品管要求單向公差或特定公差, 則取其算術平均數作為模型中的自變量求解。
(3) 模型源于經驗, 克服了個體的不足, 使鋁管坯開料寬度更科學、 規范、 統一, 符合鋁焊管行業發展需要。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
