大直徑厚壁循環水管道制作工藝
2021-05-17 15:12:10
智能城市 2021年7期
(中鐵二十五局集團房地產開發有限公司,天津 301800)
1 項目概況
某2×1 000 MW(按4×1 000 MW設計施工)超臨界火力發電廠廠外循環水管道將進水構筑物引來的海水輸送至循環水泵房前池,海水經熱交換后由管道排至虹吸井,最后經明渠排回大海。
循環水管道的引水主管和排水主管各采用2條鋼管,管道外徑為DN4 240 mm,壁厚為30 mm。主管連接循環水泵房、進水構筑物、虹吸井等結構物時各采用3條支管,管道外徑為DN2 840 mm,壁厚24 mm。所有管道均采用Q235-B鋼板卷制焊接,使用槽鋼作為加肋剛性環。管道內外壁做防腐處理,內壁安裝犧牲陽極,外壁安裝陰極保護。
管道結構及焊縫布置如圖1所示。

圖1 循環水管道結構及焊縫布置示意圖(單位:mm)
循環水管道標準節長8 m,重26.2 t。在封閉廠房內加工完成后轉運至施工現場安裝。
2 制作工藝流程
循環水管道制作流程如圖2所示。
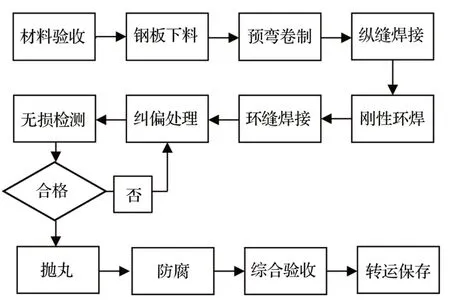
圖2 循環水管道制作流程圖
3 工藝控制難點分析
3.1 管道尺寸大、圓度、精度要求高
管道外徑4 200 mm,長為8 m,由三節管道小節對接而成,分別長2.5、3、2.5 m。如裁板、卷板、焊接等環節控制不力,會導致管道對接困難、管道軸線偏差超過允許范圍、管道結構受力不均等。
3.2 管道焊縫多、熱處理較為困難
單節管道有3道縱縫、2道環縫、3道剛性環對接焊縫以及6道剛性環與管道角焊縫。焊縫多、分布密,應確認施焊順序,減少應力集中和管道受熱變形[1]。
3.3 管道內外壁均需防腐、成品保護難度大
管道外防腐采用環氧煤瀝青冷纏帶,厚度≥800 μm。內防腐采用無溶劑型環氧陶瓷涂料(黑色),厚度≥600 μm。防腐完成后需要轉運至現場安裝,應安裝內犧牲陽極和外陰極保護,后置工序多,極易造成成品損傷。
4 工藝控制要點
4.1 下料尺寸控制
按照設計圖紙及WPS(焊接工藝規程)要求,鋼板采用3 000 mm長、2 500 mm寬幅板,長、寬邊均留有少許余量。為保證將鋼管周長誤差控制在最小范圍內,采用整張幅板下料的方法,板材長度滿足管徑周長要求。下料采用火焰割刀切割,切割的熔渣、毛刺等用砂輪磨光。下料完成后對尺寸進行檢驗,下料尺寸控制要求如表1所示。
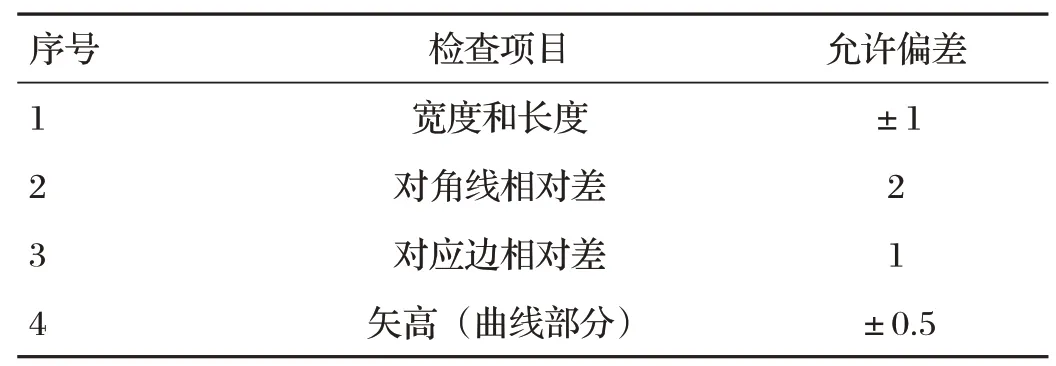
表1 鋼板下料尺寸控制表單位:mm
4.2 卷板變形控制
(1)利用32 t龍門吊將鋼板緩慢送入900 t卷板機,調整小車與卷板機的位置,在卷制過程中,大車與卷筒保持同一速度,使用準備好的樣板對鋼管的弧度進行監控,隨時調整卷板機上下軸的間距。(2)鋼板卷至一定長度時,使用龍門吊將卷制部分吊住。(3)卷制成形后,使用夾具將接口對平,點焊牢固,采用與管道內徑等長的臨時支撐在管口兩邊加以固定,使其在吊裝過程中不發生變形。卷板完成后進行樣板檢查,間隙控制參數如表2所示。

表2 鋼管與樣板間隙控制
4.3 焊接工藝控制
(1)坡口制作。鋼板焊接前,首先應進行焊接坡口的加工,根據板材、焊接設備、焊接環境及焊接效率綜合選定采用非對稱X形坡口,對鋼板成型前的兩邊共6個面進行銑削加工操作,坡口不得有局部黑皮、毛刺、棱邊和臺階[2]。焊接面坡口形式如圖3所示。
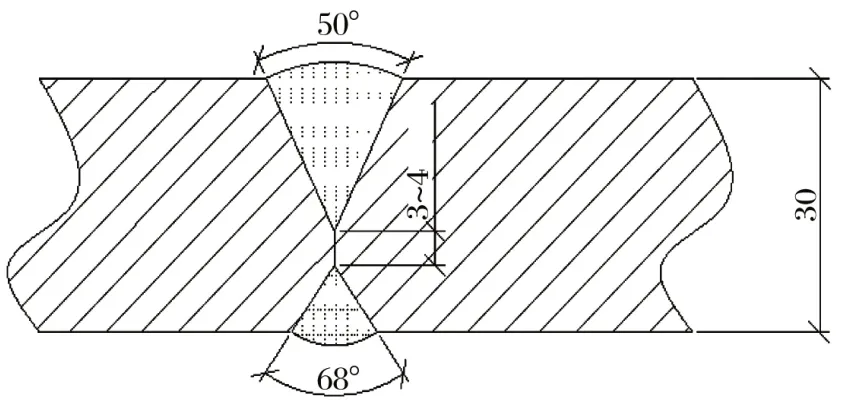
圖3 管道面坡口形式及參數(單位:mm)
(2)室內制作焊接采用二氧化碳保護焊和埋弧焊相結合的焊接方式。二氧化碳保護焊焊絲型號為H08A,埋弧焊焊絲型號為H08A,焊劑采用CHF101。雙面焊接,打底用二氧化碳保護焊,填充及蓋面采用埋弧焊。
可采用人工焊接,使用E4303或E4316型焊條。焊條的烘干溫度不低于325 ℃,保溫2 h,后降溫至150 ℃保溫1 h后隨用隨取。焊條使用時須放入焊條保溫筒中插電保溫,不低于溫度75 ℃,隨用隨取,4 h內用完。
(3)焊縫位置。管道縱縫位置應在制作和敷設時避開最大受力點,如圖4所示。

圖4 管道最大受力點示意圖
(4)制作時的施焊順序。因管道尺寸較大,為避免多次翻轉,同時考慮先焊部分會對后焊部分的收縮變形起到約束作用,焊接順序應為先焊坡口大的內側坡口,后焊坡口小的外側坡口;先焊管道小節、再對接成標準節,最后焊接剛性環。
(5)糾偏處理。對焊接引起的變形,外觀檢查合格后必須進行焊后矯正處理。焊后矯正處理方式為機械矯正及火焰矯正,首選機械矯正,在機械矯正無法實施的前提下再選擇火焰矯正。
4.4 焊縫檢測
(1)該工程按照焊接工程分類為C-1類焊接工程,焊接接頭類別為Ⅲ類。焊縫成形要求焊縫圓滑、勻直,接頭良好;焊縫余高要求0~4 mm;焊縫寬窄差:焊縫和熱影響區表面≤4 mm;錯邊要求外壁≤4 mm;焊接角變形≤3/200 mm;不得出現裂紋、弧坑、氣孔和夾渣。
(2)本工程采用超聲波檢測及射線檢測組合方式,檢測頻率為焊縫總長度的5%,具體要求為4%超聲探傷檢測、1%射線探傷檢測。
4.5 鋼管防腐
(1)管道防腐須在焊接檢驗合格后進行。鋼管表面的除銹處理采用拋丸清理的方式。在拋丸前,應檢查鋼管表面的外觀和焊縫,清除所有外觀缺陷及焊接殘留。
(2)開始噴涂內防腐涂料時,需要測量濕膜厚度,獲得正確的干膜厚度和噴涂參數,漆膜固化后應使用校正后的干膜厚度測量儀檢測干膜厚度。
(3)管道外包覆瀝青冷纏,應將對接口打膩子形成光滑的過渡面,纏繞基帶在滾輪上進行,纏繞時應平整、纏繞緊密、無空鼓和皺褶。管道防腐成品保護措施如表3所示。
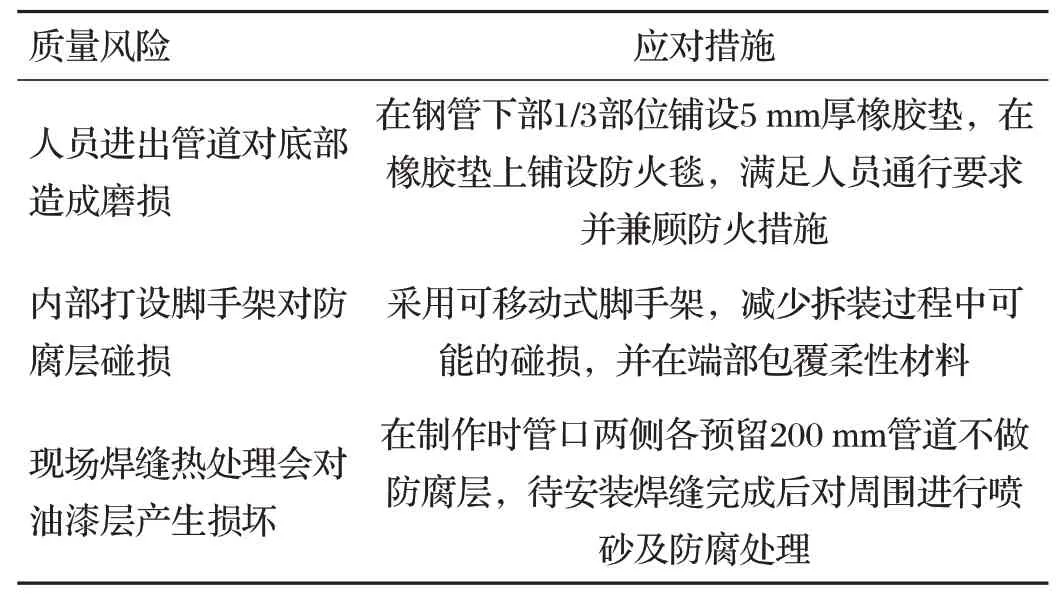
表3 防腐成品保護風險與措施表
5 結語
(1)鋼板卷制過程中,為了避免卷制時曲率半徑過小,不允許一次卷制到位,在卷制過程中同時使用樣板進行比對,及時使用夾具、點焊、內支撐等措施減少鋼板自重引起的變形。
(2)根據母材、焊接設備、焊接環境及焊接效率,經焊接工藝評定驗證,選擇合適的坡口形式,該工程選擇的坡口形式可有效控制變形量。
(3)管道自制作完成至安裝完成前均需在內部安裝十字形支撐,防止自然變形。
(4)經對成品測量,管道圓度偏差、端口垂直度、直徑偏差、剛性環垂直度等關鍵指標均滿足設計及標準要求,未出現返廠返工和大幅度現場糾偏,管道制作工藝控制較為成功。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36