響應面優化即食羅非魚魚皮水發增重率
2021-05-20 01:38:20佘文海劉書成梁珀釧
農產品加工 2021年8期
佘文海,劉書成,董 浩,梁珀釧
(1.廣州祿仕食品有限公司,廣東廣州510820;2.廣東海洋大學食品科技學院,廣東湛江524088;
3.仲愷農業工程學院輕工食品學院,廣東廣州510225;4.廣東省水產資源產業化工程技術研究中心,廣東 廣州510820)
羅非魚(Tilapia),俗稱非洲鯽魚,原產于非洲,有600多種,目前被養殖的有15種。羅非魚食性廣泛,大多為植物性為主的雜食性,比較貪食,攝食量大,生長迅速。因羅非魚具有肉質細嫩、骨刺少、略有甜味等特點,頗受歐美消費者青睞,目前已被聯合國糧農組織列為六大主食之一[1]。羅非魚有著優良的適應能力及強大的繁殖力。最早的時候從越南引進我國內地[2]。現在更是世界水產業重點培養的淡水養殖魚類,且被譽為未來動物性蛋白質的主要來源之一[3]。
羅非魚是我國主要的養殖種類之一,由于其肉質鮮美、骨刺少,深受國內外消費者的歡迎。廣東省具有得天獨厚的羅非魚養殖條件,隨著養殖技術的成熟,養殖、加工出口量與日俱增,其中以羅非魚片加工為主。然而,羅非魚加工魚片后,剩余廢棄物的利用價值不高,特別是羅非魚皮占整條魚質量的5%~6%。內含水分(70.04%)、蛋白質(25.40%)、脂肪(1.77%)、鈣、磷、鐵等多種礦物質和維生素,以及大量的膠原蛋白(約占魚的10%),具有營養價值高、成本低的特點,有很好的市場研發前景[4-5]。
目前,羅非魚魚皮的加工主要分為2個方面,一方面作為制作魚皮明膠的原料,另一方面直接經過熱處理,再加上調味制作成為即食羅非魚皮。但因為即食羅非魚魚皮的制作工藝簡單,市場上流通主要以小作坊加工為主,其生產安全可靠性難以保證。又因其價格極其低廉。因此,對工廠制作的產品沖擊較大,因此需要最大程度地優化羅非魚魚皮的整體出成率,以提高相對競爭優勢。
水發環節增重率是影響即食羅非魚魚皮的最為關鍵的一環,在已有的研究中,周婉君等人[6]對新鮮羅非魚魚皮在水發環節進行了正交試驗,得出了相應的最佳水發工藝,水發率達到232%。劉暢[7]研究了堿處理條件的優化,并以羅非魚的感官評分作為指標值進行評價。姜慧燕[8]研究了泡椒魚皮的加工工藝要點。
工廠連續化生產魚皮,是建立在冷凍原料的基礎上。前者的研究主要建立在新鮮羅非魚魚皮的基礎上,經過冷凍的魚皮其性質已發生改變。周婉君等人[6]在其研究的內容對水發環節緊制作了正交試驗,并未采用更細致的方法描述水發環節的機制。劉暢[7]在其研究中采用的是干制魚皮,方法采用響應面優化法,響應的主要指標是以感官評價作為響應值,未有以出成率作為關注點。
結合以上內容,研究的創新點主要是采用了冷凍羅非魚魚皮這一常規原料;對于水發環節優化響應值采用增重率,并探究制作即食魚皮的水發環節的動力方程,以期為實際的生產制作提供理論參考和方法指導。
1 材料與方法
1.1 原料
冷凍羅非魚魚皮,廣州祿仕食品有限公司提供;食品級燒堿(NaOH),濱化集團股份有限公司提供。
1.2 儀器設備
PL-L型電子秤。
1.3 工藝流程
冷凍羅非魚魚皮→解凍→清洗→瀝水→水發→瀝干→稱質量。
1.4 計算方法

式中:Y——增重率,%;
M1——水發前的魚皮質量,g;
M2——水發后的魚皮質量,g。
1.5 試驗方法
1.5.1 單因素試驗
依據不同的浸泡時間(1~3 h),水溫度(10~30℃),燒堿質量分數(0.2%~1.0%)進行試驗。
單因素與水平設計見表1。

表1 單因素與水平設計
1.5.2 響應面優化試驗設計
根據單因素試驗結果,以3個因素作為主要因素,以增重率作為響應值,采用響應面Box-behnken的試驗設計方法,對魚皮增重工藝試驗結果進行參數優化。
試驗設計的因素與水平設計見表2。
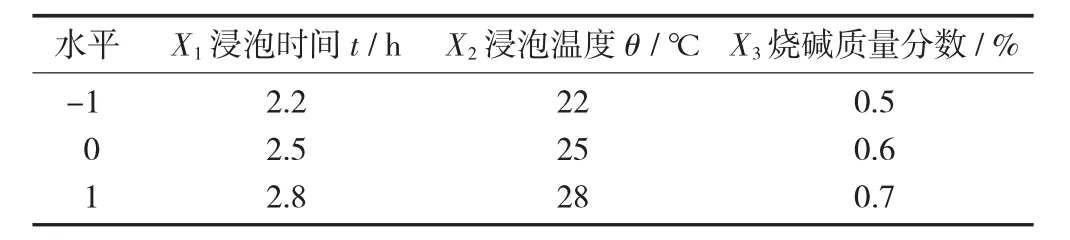
表2 試驗設計的因素與水平設計
1.6 數據分析方法
基礎數據分析采用WPS Office,數據分析采用Design Expert軟件并采取Box-behnken的試驗設計。
2 結果與討論
2.1 單因素試驗
2.1.1 浸泡時間對增重率的影響
浸泡時間對魚皮增重率的影響見圖1。

圖1 浸泡時間對魚皮增重率的影響
由圖1可見,隨著浸泡時間的變化魚皮的增重效果不同,1.0~2.5 h為逐步增加的狀態,2.5~3.0 h時趨于緩和。說明隨著時間的增加,堿與魚皮細胞的作用效果加強,使到魚皮細胞被破壞程度變高,吸收水分的能力加強,又因為魚皮細胞的持水能力有限,所以增重率不會一直增加。因此,選擇時間2.2,2.5,2.8 h這3個水平作為優化的參數。
2.1.2 浸泡溫度對魚皮增重率的影響
浸泡溫度對魚皮增重率的影響見圖2。
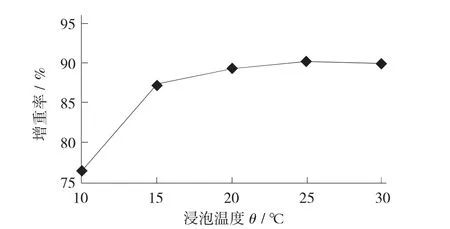
圖2 浸泡溫度對魚皮增重率的影響
由圖2可見,隨著浸泡溫度的變化魚皮的增重效果不同,在10~20℃是逐步增加的狀態,在20~30℃趨于緩和。由此說明,溫度的升高提升了水分子的擴散速率,也促使了蛋白膠原分子鏈接鍵斷開,增加了間隙,提高了魚皮細胞的吸水速率,增重率在20~30℃比15~20℃要高。因為水分子進入魚皮的通道數目有限,所以在20℃后趨于平緩。因此,選擇22,25,28℃這3個水平作為優化的參數。
2.1.3 燒堿質量分數對增重率的影響
燒堿質量分數對魚皮增重率的影響見圖3。

圖3 燒堿質量分數對魚皮增重率的影響
由圖3可見,隨著浸泡燒堿質量分數的變化魚皮的增重效果不同,在0.2%~0.6%是逐步增加的狀態,在0.6%~1.0%趨于緩和或下降。這是因為隨著堿質量分數的增加,堿通過水解、皂化等作用破壞羅非魚皮細胞內的蛋白,使之分解,增大了魚皮細胞間隙,與水分子形成水化層,增加魚皮的持水能力[9]。但該能力隨著堿質量分數增加到0.6%后趨于極值,與劉暢的研究結果相同。因此,選擇0.5%,0.6%,0.7%這3個水平堿質量分數作為優化的參數。
2.2 響應面分析法對魚皮增重工藝的優化
2.2.1 Box-behnken的試驗設計結果
在單因素試驗的基礎上,采取Box-behnken的試驗設計,設計三因素三水平試驗,以確定魚皮增重的最佳工藝。
響應面優化試驗的方案及結果見表3。

表3 響應面優化試驗的方案及結果
利用軟件對相應值各個因素進行回歸擬合,得到回歸方程為:

方差分析中失擬項未有F值,模型中F值為85.35,說明回歸方程是顯著的(p<0.000 1),相關系數R2=0.991 0,說明魚皮增重的因素有99.10%是來源于所選變量,即浸泡溫度、浸泡時間、燒堿質量分數。因此,回歸方程對試驗的擬合情況好,試驗誤差小,可以較好地描述因素與響應面之間的真實關系,可以利用該回歸方程代替試驗真實點對試驗結果進行分析。
回歸分析結果見表4。

表4 回歸分析結果
2.2.2 響應面曲線圖
根據回歸方程,采用Design Expert軟件作出各因素對魚皮增重影響的響應面圖,其中等高線的形狀可以反映出交互效應的強弱大小,等高線圓形表示兩因素交互作用不顯著,橢圓表示兩因素交互作用顯著。從圖中的曲面形狀可以看出影響因素的顯著水平,曲面較陡說明影響顯著,曲面較平緩說明影響不顯著。
各因素對魚皮增重率的影響見圖4。
由圖4可見,X1(浸泡時間)和X3(燒堿質量分數),X2(浸泡溫度)和X3(燒堿質量分數)的曲面較陡,說明這2個因素對魚皮增重率的交互影響較為顯著;而X1和X2的曲面較平緩,說明2個因素對其響應值的影響較小。

圖4 各因素對魚皮增重率的影響
其中,X1和X3交互作用對魚皮增重的影響響應圖顯示,當浸泡溫度為25℃時,浸泡時間和燒堿質量分數有顯著的交互作用,2個因素均沿坡面先上升后趨于平緩再下降。且燒堿質量分數坡面較陡,說明燒堿質量分數的顯著性要更為強。這是因為燒堿對膠原蛋白分子的破壞,增加了水分的吸收速率,產生的效果更明顯。在燒堿質量分數0.50%~0.55%呈明顯上升趨勢,當燒堿質量分數高于0.60%時,魚皮增重率降低,這是因為魚皮的分子被破壞過度,持水能力下降的表現。
其中,X2和X3交互作用對魚皮增重的影響響應圖顯示,也是可以看出X3的影響因素更為明顯。魚皮吸水膨脹與魚皮中的膠原在經過酸或堿處理以后,膠原分子間、肽鏈間離子交聯鍵和氫鍵會受到破壞,使膠原結構松散,膠原吸收大量的水分而膨脹現象有關[9-10]。
試驗與周婉君等人[6]的研究結果有所不同,其結果是影響水發的因素X1>X2>X3,這是可能是因為兩者采用的原料不同,還有采用的優化方法不同,試驗探究的是在接近最優點比較小范圍的因素探究。試驗與劉暢[7]的研究結果有相似之處,其結果是X1和X2的曲線較陡,說明這2個因素對魚皮的感官評分響應較為顯著;而堿處理時間和溫度的曲線相對平緩,說明其對2個響應值的影響較小。感官口感與增重率可能存在一定的關聯,如明膠蛋白分子吸水,能夠使產品的飽滿度增加,增重率越高產生的脆性會更好。
2.2.3 工藝參數響應面優化
在選取各因素范圍內,根據回歸模型通過Design Expert軟件分析得出,魚皮增重率的最佳工藝為浸泡時間2.51 h,浸泡溫度25.97℃,燒堿質量分數0.61%。考慮實際的操作便利,將浸泡溫度修正為26.0℃。驗證以上最佳條件,重復試驗3次結果為93.21%±0.03%。與模型預測93.148%基本一致,說明模型方程與實際情況擬合良好。
3 結論
采用響應面分析法建立了羅非魚魚皮增重過程中浸泡時間、浸泡溫度、燒堿質量分數3個影響因素的回歸模型(R2=0.991 0),并對分析模型進行分析試驗。試驗結果表明,響應面法優化羅非魚魚皮增重工藝可行,最佳工藝條件是浸泡時間2.51 h,浸泡溫度26.0℃,燒堿質量分數0.61%,得出增重率為93.21%±0.03%。
猜你喜歡
中老年保健(2022年5期)2022-08-24 02:36:04
房地產導刊(2022年5期)2022-06-01 06:20:14
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年12期)2021-08-05 07:45:46
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
當代陜西(2021年2期)2021-03-29 07:41:24
中國塑料(2016年3期)2016-06-15 20:30:00
冰雪運動(2016年4期)2016-04-16 05:54:56