基于Abaqus 的某球鉸翻邊工藝仿真
2021-05-20 00:40:14劉建林羅承俊朱錦榮
科學技術創新 2021年12期
劉建林 羅承俊 廖 勇 朱錦榮
(博戈橡膠塑料(株洲)有限公司,湖南 株洲412000)
1 概述
翻邊工藝是球鉸類產品生產過程中的一道重要成型工藝,將芯軸與橡膠硫化之后壓裝入球鉸金屬外套內,再經過模具的擠壓,金屬外套邊緣發生卷曲變形之后得到最終產品。該工藝的一個重要目的在于保證球鉸在受到額定大小的軸向力(簡稱為軸向竄出力)時,芯軸與外套不會發生脫離。翻邊工藝的關鍵在于通過模具的擠壓使球鉸金屬發生合理的卷曲變形,過大的卷曲變形會形成較大的殘余應力,同時外套邊緣易與橡膠發生剪切作用,影響球鉸的使用壽命;卷曲變形程度過小通常難以滿足球鉸產品的軸向竄出力要求。翻邊工藝的另一個關鍵在于變形量的確定。翻邊后球鉸的高度必須滿足嚴格的尺寸要求,因此翻邊前預留的金屬外套高度及模具的形狀與行程必須滿足一定的要求。實際生產中,通常根據生產經驗與現場試驗結合的方式確定翻邊工藝參數,存在產品設計周期長,生產成本高的問題[1-2]。隨著計算機模擬技術的發展,通過對塑性變形過程進行模擬計算,可獲得變形過程中成形材料及相關工模具熱力學參數變化規律,從而為變形工藝的制定和工模具的設計提供依據[3-4]。本文擬針對某型球鉸在翻邊試制過程中存在高度尺寸超差的缺陷,采用有限元仿真分析技術對翻邊工藝進行模擬仿真,得到翻邊后球鉸外套的應力應變分布與變形,并與試制結果對比驗證了模型的準確性,同時根據分析結果調整工藝參數,分析數據表明工藝改進后的產品符合要求。
2 數值模擬
2.1 翻邊工藝有限元計算理論
翻邊工藝屬于大變形問題,考慮與變形歷史有關大變形問題采用增量方法:首先離散時間成某個時間序列,然后求解各個時間點上的數值解。這些數值解的計算方法,依照參考構形的區別可分為總體拉格朗日法(T.L.法)和更新拉格朗日法(U.L.法)。由T.L.法得到的有限元方程如式1 所示:
對上式展開求解,便可得到翻邊工藝成型過程中的各項力學參數,具體的求解方法有隱式算法和顯式中心差分法,本文選用隱式算法直接迭代求解,穩定性更好[7]。
2.2 幾何模型與邊界條件
圖1 為翻邊工藝試制的幾何模型,主要幾何尺寸如下:翻邊前金屬外套高度75mm,金屬外套邊緣外徑、內徑分別為56.8mm、52.8mm,模具的行程為11mm,支撐套高度h=42.5mm,要求翻邊后產品的高度在68.5-68.9 之間。生產過程中,固定下模與支撐套,上模為主動模具,在外力持續作用下以1mm/s 的速度勻速向下運動,直到與支撐套接觸。金屬外套在上、下模具的擠壓作用下發生卷曲變形,達到所需形狀。
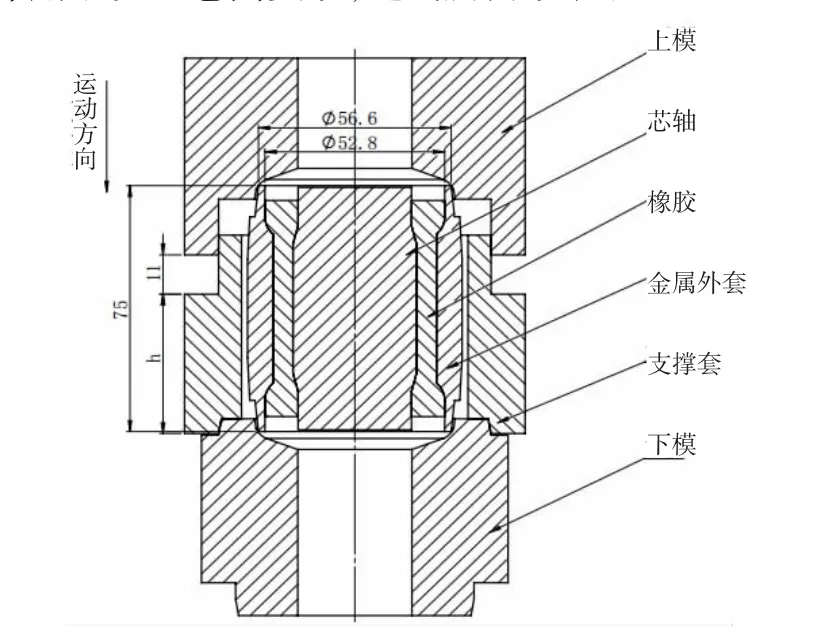
圖1 翻邊幾何模型
2.3 計算模型及計算數據
翻邊工藝屬于軸對稱問題,為縮減計算規模,將翻邊工藝簡化為如圖2 所示的二維軸對稱模型。為進一步提高計算效率,本文忽略上、下模具、芯軸以及支撐套在翻邊過程中的微小變形,有限元模型中將這些部件設置為解析剛體[8-9]。運用Abaqus 中的CAX4R 單元模擬金屬外套,CAX4H 模擬橡膠部分。本文分析的球鉸外套為45 鋼,彈性模量為2.1E5MPa,泊松比為0.3,屈服應力為375Mpa。翻邊工藝屬于大變形問題,因此為精確模擬金屬外套在整個過程中的變形,需要輸入該部件材料在塑性階段的力學性能參數。橡膠膠料硬度為60sha,材料本構模型選用Mooney-Rivlin 模型,具體參數來自于TMT 材料數據庫。
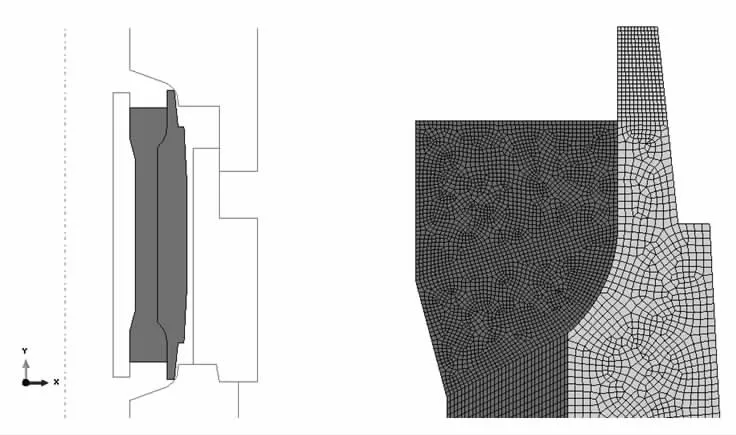
圖2 翻邊有限元模型
3 模擬結果與實驗對比分析
翻邊結束后金屬外套的等效應力分布如圖3 所示,變形集中于金屬外套兩端,最大應力為862.3MPa,位于金屬外套邊緣,如圖3 中A 處所示。同時圖3 中B 處金屬外套邊緣過于尖銳,在軸向動載荷工況下易與橡膠部分發生剪切作用而產生橡膠裂紋,降低球鉸的使用壽命,建議增加倒角。利用Abaqus 軟件測得翻邊后球鉸高度為69.81mm,產品試制結果實測為69.5mm,計算結果與實際誤差不超過0.4%,一定程度上驗證了模型的準確性。但翻邊后球鉸高度不滿足68.5-68.9mm 范圍,因此需要修改模具參數使其滿足要求。
圖3 翻邊后金屬外套的等效應力分布
由圖1 直觀分析可知,翻邊后球鉸高度尺寸與模具形狀、行程有關。相對于修改模具形狀,通過調整支撐套高度尺寸h 來改變模具的行程從而改變翻邊后球鉸高度尺寸更為經濟,因此本文通過分析計算,在固定模具形狀的前提下,研究球鉸高度與支撐套高度h 之間的關系。通過一系列計算,將翻邊后球鉸高度與支撐套高度h 之間關系繪制成曲線,如圖4 所示,近似為線性關系。
為使翻邊后球鉸高度尺寸滿足68.5-68.9mm 范圍要求,根據圖4 選取h 為41.5mm;同時為減小圖5 中B 處橡膠受到的金屬外套邊緣的剪切作用,對金屬外套邊緣倒圓角,根據工藝經驗取R 為0.8mm。
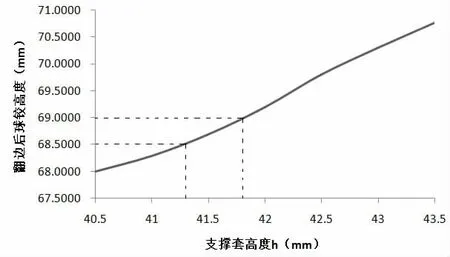
圖4 翻邊后球鉸高度與支撐套高度關系
調整參數后的球鉸翻邊計算結果如圖5 所示,球鉸高度計算結果為68.7mm,滿足尺寸要求,同時圖5 中B 處所示外套邊緣金屬與橡膠接觸更加平滑,橡膠受到的剪切作用大大減小,有利于提高產品的疲勞性能。
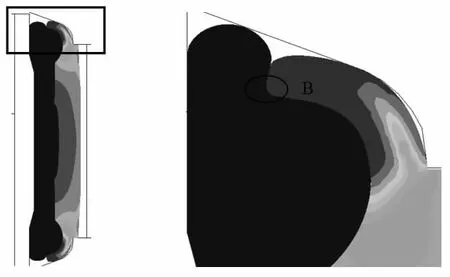
圖5 調整參數后金屬外套的等效應力分布
4 結論
4.1 通過仿真計算可以預測金屬外套的變形與應力分布,并與實驗吻合程度較高,分析結果可以為模具設計提供理論參考,從而達到減少產品試制次數,提高開發效率的目的。
4.2 經過仿真分析,得出支撐套高度與球鉸高度之間關系,可以通過調整支撐套高度來獲得滿足尺寸要求的球鉸。
4.3 適當增大金屬外套邊緣處圓角可以減少金屬外套對于橡膠的剪切作用從而延長球鉸產品的使用壽命。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
光學精密工程(2016年6期)2016-11-07 09:07:19