焊絲用熱軋盤條質(zhì)量對拉拔的影響及對策
2021-05-20 14:59:50凌含聰
中國金屬通報 2021年4期
關(guān)鍵詞:工藝
凌含聰,趙 帥,王 健
(河鋼集團唐鋼新區(qū),河北 唐山 063000)
焊絲用熱軋盤條是制作氣體保護實芯焊絲、埋弧實芯焊絲的主要原材料,由于實芯焊絲具有成本低、焊接質(zhì)量好、焊縫美觀、焊接效率高、抗銹能力強以及操作性能好等優(yōu)點[1],得到廣泛使用,尤其是隨著近年來工業(yè)自動化、智能化水平的不斷提高,實芯焊絲在國內(nèi)得到較大發(fā)展,已被廣泛應(yīng)用于汽車及車輛制造、造船、工程機械、橋梁、鍋爐和壓力容器制造過程中,需求量也在逐年遞增,且呈現(xiàn)出定制化,特殊成分、性能以滿足不同行業(yè)高精端產(chǎn)品的需求。但焊絲用盤條的質(zhì)量問題影響用戶的使用,為此針對生產(chǎn)焊絲用熱軋盤條在使用過程中存在的問題進行分析,并找出控制措施。
1 生產(chǎn)加工工藝
生產(chǎn)焊絲用熱軋盤條主要有ER70S-6、ER70S-3、ER50-6,及小批量的小品種焊絲鋼,包括用埋弧焊絲用鋼(EM12、EH14等)、高強焊絲用鋼(ER70S-G、等)等其他定制焊絲。
氣保焊絲用熱軋盤條生產(chǎn)工藝:鐵水—(鐵水預(yù)處理)—頂?shù)讖?fù)吹轉(zhuǎn)爐冶煉—LF爐精煉—150 mm×150 mm方坯連鑄—精整—加熱—高線軋制—斯太爾摩風(fēng)冷線—成品檢驗—盤條打包、入庫、出廠。
目前氣保焊絲制作工藝普遍是5.5 mm盤條開拔、免中間退火、直接拔至Φ0.8~1.6 mm。工藝路線:酸洗、硼化、干燥—粗拉—收線—細(xì)拉—鍍銅—拋光拉拔—收線、分裝、入庫。部分高強焊絲用鋼需經(jīng)過中間退火處理,再細(xì)拉工藝。
2 焊絲用熱軋鋼盤條對拉拔影響及對策
2.1 表面氧化鐵皮對拉拔的影響
盤條酸洗后表面有黑色氧化鐵皮去除不干凈,因鐵皮硬度高于盤條基體造成拉拔眼模磨損嚴(yán)重,進而影響后續(xù)鍍銅效果及焊接穩(wěn)定性。
2.1.1 焊絲表面氧化鐵皮厚度及結(jié)構(gòu)優(yōu)化
唐鋼生產(chǎn)的焊絲用盤條表面氧化鐵皮結(jié)構(gòu),見圖1。氧化鐵皮厚度:0.014mm~0.023 mm,F(xiàn)eO大概占到45%左右,其余為Fe3O4。在酸液中,氧化物的溶解度從大到小為FeO、Fe3O4、Fe2O3,盤條表面氧化鐵皮厚度及Fe304含量均會影響酸洗的效果。根據(jù)氧化鐵皮形成機理,優(yōu)化吐絲后冷卻工藝,調(diào)整進精軋機溫度,降低吐絲溫度,減少FeO向Fe3O4轉(zhuǎn)變。調(diào)整后盤條表面氧化鐵皮結(jié)構(gòu),見圖2。氧化鐵皮厚度:0.002mm~0.012 mm,以FeO為主,大概占到70%左右,其余為Fe3O4,有效的提高酸洗效率及焊絲表面質(zhì)量。
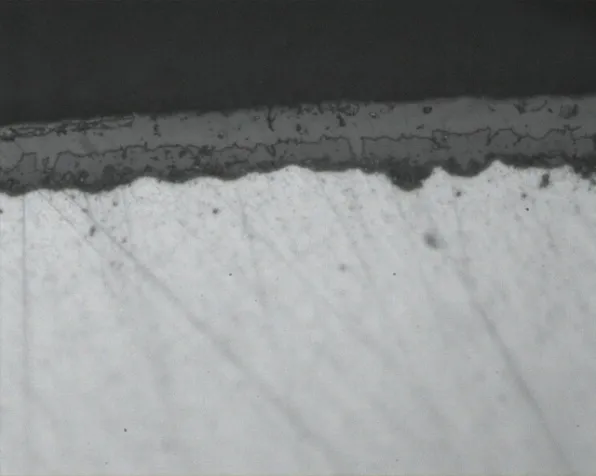
圖1 優(yōu)化前焊絲用盤條表面氧化鐵皮結(jié)構(gòu)

圖2 優(yōu)化后盤條表面氧化 鐵皮結(jié)構(gòu)
2.1.2 氧化鐵皮壓入基體
后續(xù)去除氧化鐵皮過程中壓入的氧化鐵皮很難去除,部分去除的氧化鐵皮會產(chǎn)生凹坑,易夾塞潤滑劑等,焊絲成品中存在大量的表面凹坑,影響焊絲表面質(zhì)量和焊接性能。為此提高高壓水除鱗壓力(由18 MPa提高至22 MPa),減少方坯表面殘留的氧化鐵皮,能夠有效控制盤條表面氧化鐵皮的壓入,優(yōu)化前后對比如圖3。
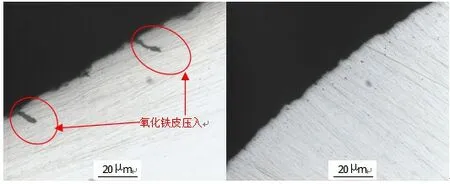
圖3 高壓水除磷壓力提高前、后氧化鐵皮壓入情況對比500X
2.2 盤條拉拔斷裂原因分析
2.2.1 盤條表面質(zhì)量
根據(jù)GB/T3429要求,盤條表面不得有裂紋、折疊、結(jié)疤、耳子、分層級夾雜,對焊絲用盤條而言,折疊易產(chǎn)生且對拉拔影響最大,折疊外觀形象分兩種:一種是直線狀,一種是鋸齒狀,拉拔過程中折疊可以翻起,在拉拔模壓力作用下同基體表現(xiàn)為連續(xù)倒刺狀,進一步拉拔導(dǎo)致斷裂。
(1)直線狀折疊產(chǎn)生主要原因:導(dǎo)衛(wèi)不對中或道次壓下量過大,導(dǎo)致軋件產(chǎn)生耳子,后續(xù)軋制產(chǎn)生折疊;中間道次有軸錯;導(dǎo)衛(wèi)或鐵皮劃傷等;
(2)鋸齒狀折疊產(chǎn)生主要原因:鋼坯中嚴(yán)重的氣泡或縮孔造成成品表面產(chǎn)生鋸齒狀折疊。
2.2.2 盤條尺寸對拉拔斷裂影響
盤條橢圓度較大,在冷拉的過程中長軸處的變形量大于其他部位,會導(dǎo)致應(yīng)力集中產(chǎn)生表面橫向裂紋或魚鱗裂紋,進一步細(xì)拉導(dǎo)致斷裂。盤條成品橢圓度偏大的主要因素是成品槽磨損,夾送輥夾扁。由于焊絲鋼合金量偏高,對軋槽磨損較嚴(yán)重,結(jié)合生產(chǎn)實際情況,減少成品輥過鋼量;夾送輥采用帶孔型輥,在尾部夾持過程中有效預(yù)防盤條尾部夾扁。
2.2.3 異常組織
焊絲用鋼如:ER70S-6、H11Mn2SiA、ER50-6等,盤條正常為均勻鐵素體+珠光體組織,見圖4。鋼中的Mn、Si含量較高,導(dǎo)致“CCT”曲線向右下方移動[2],推遲并延長了奧氏體轉(zhuǎn)變時間,因此組織中較易出現(xiàn)馬氏體和貝氏體組織[3]。拉拔過程中,比較容易變形的基體組織在硬而脆的馬氏體或貝氏體組織周圍塑性流動時,產(chǎn)生較大的張力使基體與硬而脆的馬氏體或貝氏體界面的連接斷裂或者脆硬組織自身斷裂形成顯微裂紋[4]。盤條心部及周圍大量的顯微裂紋在拉應(yīng)力的作用下,不斷聚集、長大,最終導(dǎo)致心部最先斷裂,并在馬氏體周圍產(chǎn)生微觀裂紋。
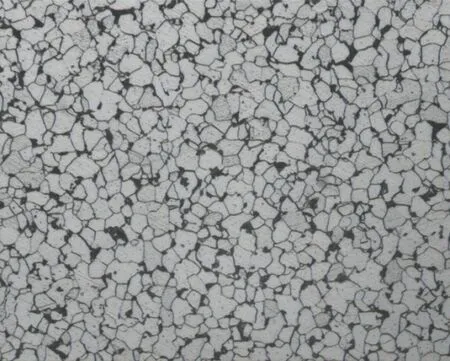
圖4 正常盤條的顯微組織 200X
盤條組織受開軋溫度、吐絲溫度、輥道速度影響,吐絲穩(wěn)定對盤條組織有一定的影響,可能引起組織的不均勻。研究表明,降低吐絲溫度,盤條的組織均勻性明顯增加。經(jīng)反復(fù)試驗,焊絲鋼吐絲溫度設(shè)定在850 ℃~870 ℃一個較窄的溫度區(qū)間,并將盤條頭部未穿水的部分去除。焊絲鋼屬于緩冷鋼,為使細(xì)晶奧氏體轉(zhuǎn)變分解得到等軸鐵素體+少量離散分布的小塊狀珠光體,在控制吐絲溫度和奧氏體晶粒尺寸的同時,采用延遲冷卻工藝,一、二段輥道速度≤0.15 m/s、保溫罩全部使用,并保證保溫罩與保溫罩之間、風(fēng)冷輥道擋板之間的密封性,風(fēng)機全關(guān)。
2.2.4 夾雜物影響
夾雜物對拉拔斷裂影響較為嚴(yán)重,通常在粗拉時即會產(chǎn)生斜插狀斷裂。嚴(yán)重時也會產(chǎn)生劈裂,針對唐鋼焊絲鋼中存在一定的Al2O3脆性夾雜以及大顆粒的硅酸鹽夾雜,造成盤條拉拔性能變差,用戶拉拔斷裂較多,生產(chǎn)效率低等問題,在焊絲鋼冶煉過程中,采用復(fù)合脫氧劑,減少含Al夾雜物;出鋼吹氬攪拌,促進夾雜物排除;精煉過程中,強化還原渣冶金效果,優(yōu)化軟吹工藝參數(shù),進一步促進夾雜去除;連鑄過程執(zhí)行全程保護澆注,減輕二次氧化和吸氮程度。煉鋼工藝優(yōu)化后,取軋制盤條用金相顯微鏡觀察夾雜物形貌,夾雜物明顯改善,見圖5。
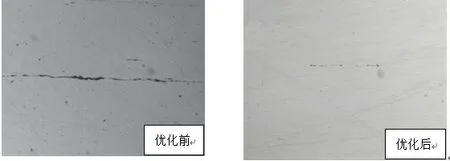
圖5 焊絲鋼盤條優(yōu)化前后夾雜物形貌對比
2.2.5 化學(xué)成分對拉拔斷裂的影響
Si、Mn是鋼中重要的合金元素,焊絲鋼中較高的Mn、Si含量可增加偏析程度和夾雜物含量。鋼在熱軋后的冷卻過程中,發(fā)生相變時鐵素體優(yōu)先在由枝晶偏析和非金屬夾雜延伸而成的條帶中形成,導(dǎo)致鐵素體形成條帶,鐵素體條帶之間為珠光體,出現(xiàn)帶狀組織,如圖6所示,不利于拉拔,并加劇拉絲模磨損;帶狀組織使鋼的力學(xué)性能產(chǎn)生各向異性,即沿著帶狀縱向的強度高,韌性好,橫向的強度低,韌性差,最終也可能導(dǎo)致斷裂。因此Mn、Si含量應(yīng)控制在合適的范圍內(nèi),煉鋼生產(chǎn)中應(yīng)采用合理的澆鑄溫度、拉坯速度、冷卻水量等,降低縮孔級別,減輕中心偏析,提高鋼坯內(nèi)部質(zhì)量,保證成分均勻穩(wěn)定。
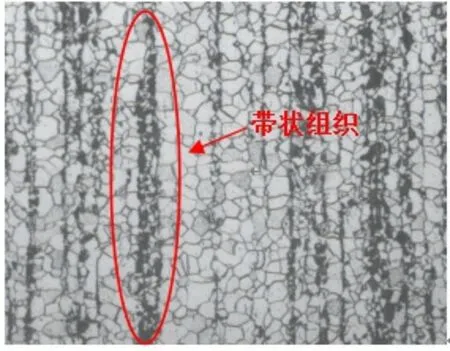
圖6 縱向組織 鐵素體+珠光體 100X
焊絲鋼中O、N含量直接制約著鋼的拉拔性能,尤其N含量過高會導(dǎo)致后續(xù)細(xì)拉、收線分卷過程中產(chǎn)生頻繁斷絲,且斷口呈杯錐狀。用戶現(xiàn)場拉拔過程中,不同O、N含量盤條拉拔過程中斷絲次數(shù)記錄,見表1。O、N含量較高的爐次發(fā)生斷絲次數(shù)相對較多,N含量較高的爐次斷絲次數(shù)最高。由于N在鋼中以氮化物形式存在,其含量影響鋼的時效性能,同時氮化物析出還會引起金屬晶格扭曲而產(chǎn)生較大的內(nèi)應(yīng)力,從而惡化了鋼的塑性和沖擊韌性,使鋼變脆[5]。焊絲鋼冶煉過程中,嚴(yán)控鋼中O、N含量,有效預(yù)防細(xì)拉及分卷過程中斷絲次數(shù)。

表1 不同O、N含量斷絲次數(shù)記錄
3 結(jié)論
(1)優(yōu)化吐絲后冷卻工藝,調(diào)整進精軋機溫度,降低吐絲溫度,減少FeO向Fe304轉(zhuǎn)變;氧化鐵皮厚度0.002mm~0.012 mm,F(xiàn)eO占比70%左右,利于氧化鐵皮去除;
(2)除鱗壓力增加至22 MPa,確保鋼坯表面氧化鐵皮去除干凈,減少軋制過程中氧化鐵皮壓入;
(3)一、二段風(fēng)冷輥道速度不超過0.15 m/s,有效抑制異常組織產(chǎn)生;
(4)在冶煉、連鑄過程中減少縮孔和疏松,減輕中心偏析,提高鋼坯內(nèi)部質(zhì)量,減少焊絲鋼在拉拔過程中的斷裂;在軋制過程中,控制軋制工藝和冷卻工藝,避免出現(xiàn)異常組織,保證盤條獲得良好的拉拔性能,為拉拔提供良好的母材。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
