津石高速公路橡膠改性瀝青中面層首件施工方案設(shè)計(jì)
2021-05-20 12:05:30尉紅彬
西部交通科技 2021年4期
尉紅彬
(中電建冀交高速公路投資發(fā)展有限公司,河北 石家莊 050000)
0 引言
津石高速公路項(xiàng)目全線長(zhǎng)171.177 km,按照高速公路標(biāo)準(zhǔn)規(guī)劃設(shè)計(jì)為雙向六車道,寬為33.5 m,時(shí)速為120 km/h。其中本標(biāo)段全長(zhǎng)約46.91 km,為津石高速公路永久路面試驗(yàn)段,通過(guò)該試驗(yàn)段驗(yàn)證高性能瀝青路面材料施工及路用性能、驗(yàn)證永久路面結(jié)構(gòu)及施工工藝,總結(jié)好的經(jīng)驗(yàn),為類似工程建設(shè)提供借鑒。
1 首件工程方案設(shè)計(jì)
首件工程試驗(yàn)段總長(zhǎng)300 m,橡膠改性瀝青ARHM-20中面層設(shè)計(jì)厚度為8 cm,計(jì)算寬度為15.71 m,試驗(yàn)段共需要957.3 t瀝青混合料。試驗(yàn)段路面設(shè)計(jì)具體結(jié)構(gòu)方案如下:
方案一:橡膠改性瀝青混凝土(ARHM-13)、玻璃纖維抗裂型橡膠改性瀝青防水粘結(jié)層(灑布量為1.8±0.1 kg/m2,纖維100 g/m2)、橡膠改性瀝青混凝土(ARHM-20)、不粘輪改性乳化瀝青粘層(灑布量為0.4±0.1 L/m2)、橡膠改性瀝青混凝土(ARHM-25)、玻璃纖維抗裂型橡膠改性瀝青防水粘結(jié)層(灑布量為2.0±0.1 kg/m2,纖維120 g/m2)、PC-2乳化瀝青透層(灑布量為1.1±0.1 L/m2)、水穩(wěn)級(jí)配碎石上基層、水穩(wěn)級(jí)配碎石下基層。
方案二:橡膠改性瀝青混凝土(ARHM-13)、玻璃纖維抗裂型橡膠改性瀝青防水粘結(jié)層(灑布量為1.8±0.1 kg/m2,纖維100 g/m2)、橡膠改性瀝青混凝土(ARHM-20)、不粘輪改性乳化瀝青粘層(灑布量為0.4±0.1 L/m2)、橡膠改性瀝青混凝土(ARHM-25)、不粘輪改性乳化瀝青粘層(灑布量為0.4±0.1 L/m2)、2.5 cm特種瀝青應(yīng)力吸收層(FAC-10)、PC-2乳化瀝青透層(灑布量為1.1±0.1 L/m2)、水穩(wěn)級(jí)配碎石上基層、水穩(wěn)級(jí)配碎石下基層。
2 施工方案實(shí)施
2.1 材料質(zhì)量控制
粗集料采用干燥、無(wú)雜質(zhì)、強(qiáng)度高、耐磨好、無(wú)風(fēng)化的石灰?guī)r或玄武巖,采用錘式破碎機(jī)擊碎,以保證碎石級(jí)配良好;用于瀝青混合料的細(xì)集料為制砂機(jī)生產(chǎn)的機(jī)制砂,生產(chǎn)材料優(yōu)選干凈、無(wú)雜質(zhì)、無(wú)污染,粒徑在10~20 mm以上的石灰?guī)r碎石,在采取有效防塵措施狀態(tài)下進(jìn)行加工;用于瀝青混合料的礦粉,為憎水性的強(qiáng)基性石灰?guī)r經(jīng)球磨機(jī)打磨而成;所用瀝青為8 cm厚橡膠改性瀝青。
2.2 混合料拌和
瀝青拌和站內(nèi)設(shè)置具有防止礦粉浮沉及能除塵設(shè)備的拌和樓,拌制設(shè)備采用1座德基DG4000瀝青混凝土攪拌站。拌和前對(duì)設(shè)備進(jìn)行調(diào)試,保證溫度系統(tǒng)、計(jì)量標(biāo)定準(zhǔn)確;拌和時(shí)間≥60 s,干拌時(shí)間≥10 s,以保證拌和的混合料均勻,不形成油團(tuán);根據(jù)瀝青標(biāo)號(hào)、粘稠度、當(dāng)?shù)貧夂驐l件及鋪裝瀝青厚度確定瀝青所需的加熱溫度和施工溫度,以此防止不符合混合料溫度標(biāo)準(zhǔn)的混合料運(yùn)輸?shù)浆F(xiàn)場(chǎng)。另外,拌制好的混合料應(yīng)均勻,具有一定的和易性,不出現(xiàn)花白料、固結(jié)成塊和離析現(xiàn)象。
2.3 混合料運(yùn)輸
混合料運(yùn)輸裝料車采用5次卸料法,前后移動(dòng),以防離析現(xiàn)象;攤鋪機(jī)前方應(yīng)不少于5輛運(yùn)料車等候卸料;運(yùn)輸車采用夾棉苫布嚴(yán)密覆蓋,車廂兩外側(cè)用保溫材料進(jìn)行保溫。運(yùn)送車輛的車廂底板面及側(cè)板必須清潔,當(dāng)發(fā)現(xiàn)混合料出現(xiàn)溫度過(guò)低或過(guò)高現(xiàn)象、固結(jié)成塊現(xiàn)象、雨淋現(xiàn)象時(shí)應(yīng)及時(shí)作廢處理,不得應(yīng)用于現(xiàn)場(chǎng);運(yùn)輸車裝料前在車廂內(nèi)側(cè)表面涂刷一層隔離劑或防粘結(jié)劑,但不得有余液積聚在車廂內(nèi);現(xiàn)場(chǎng)設(shè)置檢測(cè)臺(tái)精確控制混合料數(shù)量,運(yùn)輸車裝料出場(chǎng)需嚴(yán)格稱重,檢查溫度和質(zhì)量;運(yùn)料車卸料應(yīng)掛空擋,在距離攤鋪機(jī)前20 cm處停下,依靠攤鋪機(jī)前進(jìn)推力向前移動(dòng),過(guò)程中采用多次頂升卸料,減少離析現(xiàn)象,確保攤鋪均勻。
2.4 混合料攤鋪
攤鋪機(jī)采用平衡梁為引導(dǎo)的高程控制方式攤鋪。攤鋪機(jī)根據(jù)路面設(shè)計(jì)寬度進(jìn)行事先拼裝[1]。攤鋪機(jī)開始攤鋪前提前1 h預(yù)熱熨平板,其溫度≥130 ℃。方案一結(jié)構(gòu)層厚度為6 cm,以大樁號(hào)往小樁號(hào)攤鋪,試驗(yàn)路暫定松鋪系數(shù)為1.22;方案二結(jié)構(gòu)層厚度為6 cm,以大樁號(hào)往小樁號(hào)攤鋪,試驗(yàn)路暫定松鋪系數(shù)為1.25。
攤鋪溫度應(yīng)≥170 ℃。兩臺(tái)攤鋪機(jī)縱向前后距離控制在10 m,呈梯隊(duì)方式同步攤鋪。攤鋪機(jī)需嚴(yán)格按照標(biāo)線行駛,邊緣誤差≤3 cm。攤鋪接縫處時(shí),為保證平整度,接縫處攤鋪應(yīng)采取重疊攤鋪處理,寬度為10~15 cm,后進(jìn)行跨縫碾壓。
攤鋪機(jī)攤鋪速度應(yīng)控制在2 m/min,熨平板保持拼接緊密,不產(chǎn)生縫隙卡入粒料以保證下面層平整。攤鋪過(guò)程做到緩慢、勻速、不間斷,作業(yè)過(guò)程中速度不可任意調(diào)整。攤鋪過(guò)程中,螺旋布料器要一直保持均勻轉(zhuǎn)速,兩側(cè)至少保持送料器2/3高度的混合料,且配備振搗夯實(shí)裝置,以一定的振動(dòng)頻率和振幅,保證初始?jí)簩?shí)度和不發(fā)生離析現(xiàn)象。
松鋪厚度的檢測(cè),應(yīng)在攤鋪機(jī)移動(dòng)4~5 m后及時(shí)跟進(jìn),在熨平板寬度左、中、右側(cè)選取若干點(diǎn)進(jìn)行設(shè)計(jì)標(biāo)高和橫坡對(duì)比,及時(shí)調(diào)整參數(shù)。另外還需對(duì)攤鋪層采用溫度計(jì)或紅外線溫度計(jì)的方法進(jìn)行溫度測(cè)量,安裝好并準(zhǔn)確記錄。
2.5 混合料碾壓
在不產(chǎn)生嚴(yán)重推移和裂縫的前提下,為避免溫度損失,碾壓必須緊跟在攤鋪完成后快速完成,初壓、復(fù)壓、終壓均在高溫下進(jìn)行,嚴(yán)禁在低溫情況下反復(fù)碾壓,以免發(fā)生石料棱角磨損、壓碎等現(xiàn)象。碾壓前在碾壓起點(diǎn)設(shè)置全斷面的6 m寬土工布,用于消除鋼輪上的鐵銹與膠輪上的浮土,碾壓輪表面必須涂抹防粘油;碾壓時(shí)應(yīng)分區(qū)按要求碾壓,并標(biāo)示區(qū)分初壓區(qū)、復(fù)壓區(qū)、終壓區(qū)。碾壓指標(biāo)見表1和2[2-4]。

表1 方案一壓路機(jī)碾壓速度指標(biāo)表
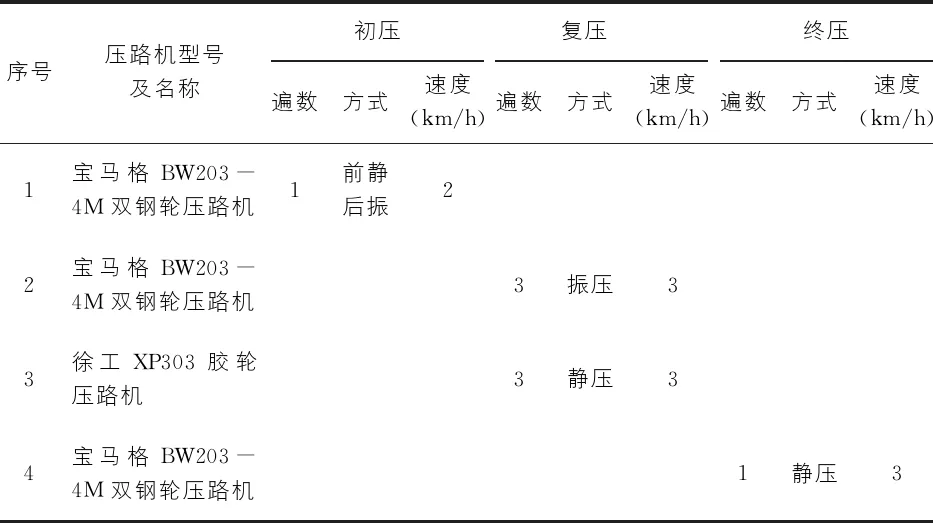
表2 方案二壓路機(jī)碾壓速度指標(biāo)表
壓路機(jī)碾壓時(shí),應(yīng)嚴(yán)格按照設(shè)計(jì)線路走行,嚴(yán)禁在碾壓區(qū)內(nèi)變速、S線走行、掉頭或制動(dòng),碾壓結(jié)束后,壓路機(jī)應(yīng)開出對(duì)碾壓區(qū)無(wú)影響、溫度<50 ℃、6 m以外的路面上,且碾壓設(shè)備不與瀝青層直接接觸。碾壓的程序分初壓、復(fù)壓、終壓三個(gè)階段。初壓緊跟攤鋪后碾壓,碾壓長(zhǎng)度應(yīng)保持盡量短,防止熱量損失和確保表面壓實(shí)度,完成后及時(shí)進(jìn)行質(zhì)量檢查。復(fù)壓緊跟初壓進(jìn)行,最后光面的壓路機(jī)看溫度情況可適當(dāng)放長(zhǎng)碾壓段落,以提高平整度。碾壓走行線應(yīng)嚴(yán)格按照設(shè)計(jì)執(zhí)行,由外向中心走行碾壓,超高段和坡道上由低向高碾壓,路面邊緣采用振動(dòng)壓路機(jī)碾壓。要將隔離劑或防粘結(jié)劑油桶放置于中分帶處或路肩處,以免刷擦輪拖把時(shí)污染路面。終壓前由專人用3 m直尺檢測(cè)平整度,發(fā)現(xiàn)有超限點(diǎn),及時(shí)用雙鋼輪壓路機(jī)進(jìn)行碾壓,以消除碾壓中由于振動(dòng)引起的微小波紋和輪跡。
碾壓段長(zhǎng)度≤80 m,碾壓時(shí)鋼輪壓路機(jī)輪跡重疊寬度為10~20 cm,膠輪壓路機(jī)輪跡重疊1/3;為提高攤鋪層壓實(shí)度,碾壓過(guò)程中應(yīng)盡量減少噴水和灑水,阻止溫度散失過(guò)快。
2.6 接縫處理
為保證路面平順,接縫處必須連接緊密,防止產(chǎn)生接縫離析。如在上下層熱接縫處,縱縫應(yīng)錯(cuò)開距離≥150 mm,橫向≥1 m。
(1)縱向施工縫:在高程基準(zhǔn)面處預(yù)留10~20 cm寬混合料不進(jìn)行碾壓,同時(shí)保留5~10 cm寬攤鋪層搭接,采用熱接縫處理方法進(jìn)行接縫碾壓。
(2)橫向施工縫:均采用垂直的平接縫。在攤鋪段端部采用6 m直尺定出攤鋪層接縫位置,采用人工鎬處理保證斷面垂直,最后涂以熱瀝青。繼續(xù)進(jìn)行攤鋪時(shí),攤鋪機(jī)熨平板溫度≥130 ℃,在攤鋪層涂以粘層油后,從接縫處開始攤鋪;碾壓時(shí)走行線應(yīng)按照先鋪路面上跨縫,以10~15 cm寬度逐漸碾壓到新鋪面層,以實(shí)現(xiàn)橫向接縫的碾壓密實(shí)度和平整度。
3 結(jié)語(yǔ)
通過(guò)對(duì)津石高速公路首件工程試驗(yàn)段永久路面兩種結(jié)構(gòu)方案的設(shè)計(jì)介紹,對(duì)材料質(zhì)量進(jìn)行控制,并選取最佳的拌和機(jī)械、拌和方式、投料方式、拌和時(shí)間、拌和溫度等,確定了瀝青混合料的攤鋪方法、攤鋪速度、攤鋪厚度、攤鋪寬度、8 cm橡膠改性瀝青混凝土(ARHM-20)的松鋪系數(shù)、混合料碾壓順序、碾壓速度和遍數(shù)以及接縫處理方法,為本工程的順利施工提供依據(jù)。
