銅加工冷軋機板型控制方法研究
2021-05-23 10:09:08孔垂青魏志毅
中國金屬通報 2021年2期
關鍵詞:方法
竇 鋒,孔垂青,劉 松,魏志毅,王 果
(中國重型機械研究院股份公司,陜西 西安 710032)
銅加工冷軋機板型是影響銅加工冷軋機質量的關鍵因素,銅加工冷軋機板型控制方法作為提高板型平整度的關鍵技術,具有十分重要的研究意義。但目前來看,我國銅加工冷軋機板型控制方法較為落后,主要通過磨削軋輥原始凸度的方法加以控制,導致很難滿足銅加工冷軋機板型多變的軋制情況,在控制后很容易出現板型質量問題[1]。在后續的研究中,相關學者提出了動態分配負荷系數的方法,在銅加工冷軋機板型控制精度方面取得了一定的研究成果,但軋出要求的板凸度仍然無法滿足板型平直度的目標。因此,創新銅加工冷軋機板型控制方法是時下的熱點研究話題。考慮到銅加工冷軋機板型控制整體流程十分復雜,對數學模型的精度具有極高的要求,與此同時,需要結合先進的控制理念,致力于適應銅加工冷軋機板型控制多擾動、多變量的需求。本文以此為研究前提,提出銅加工冷軋機板型控制方法研究,希望能夠通過分析影響銅加工冷軋機板型控制的主要原因,設計出一種新型銅加工冷軋機板型控制方法,通過降低控制偏度系數,為提高銅加工冷軋機的板形質量提供方法支持。
1 影響銅加工冷軋機板型控制的主要原因
在銅加工冷軋機板型控制過程中,影響板型控制的主要原因大致可通過4點加以概括,分別為:軋輥問題、坯料尺寸不規范、受熱冷卻不均勻以及輥縫設置不符合要求。軋輥問題主要是指在高強熱軋時,帶鋼輥因會受到極大的軋制力,導致銅加工冷軋機板型出現熱凸、磨損嚴重的現象,致使板型控制過程失效[2]。不僅如此,如果軋輥自身材料質量不合理,在銅加工冷軋機板型控制過程中必然會出現側彎,此現象是無法通過控制方法進行修復的,必須加以重視。坯料尺寸不規范主要會影響斷層的厚度,降低銅加工冷軋機板型控制時寬度方向的延伸性,影響控制精度。受熱冷卻不均勻會產生大量的應力,一旦其應力數值超出標準值,必然會對銅加工冷軋機板型的平整度造成很大的影響,常見情況包括:寬邊邊浪或者是小邊浪,進而增加銅加工冷軋機板型控制的難度。輥縫設置不符合要求會導致單邊差值相對較大,在此種情況下,銅加工冷軋機板型控制無法針對板型整體進行,使之銅加工冷軋機板型一遍控制精度符合標準,則另一邊會出現控制失效的情況。
2 銅加工冷軋機板型控制方法
本文設計的銅加工冷軋機板型控制方法整體示意圖,如圖1所示。

圖1 銅加工冷軋機板型控制方法示意圖
結合圖1所示,下文針對圖中的3點主要流程進行詳細闡述。
2.1 計算銅加工冷軋機板型預設定
為了控制銅加工冷軋機板型,在帶鋼進入銅加工冷軋機之前,必須根據板型的長度、寬度、厚度以及材質等信息,計算銅加工冷軋機板型預設定[3]。以計算的方式獲取板形控制所需的各項數據。基于銅加工冷軋機板型控制過程復雜、多樣化的特點,運用自動化控制模式采用由內向外逐級原則計算銅加工冷軋機板型預設定。首先,計算帶鋼的比例凸度,設帶鋼的比例凸度為V,則有公式(1)。

在公式(1)中,L指的是軋輥直徑;S指的是軋輥的熱磨損系數。在此基礎上,計算銅加工冷軋機板型控制過程中的橫移位置,設銅加工冷軋機板型的橫移位置為U,則有公式(2)。

在公式(2)中,N指的是軋制力數值大小,為實數;P指的是銅加工冷軋機板型目標平直度。最后,計算彎輥力,設彎輥力為H,則其計算公式,如公式(3)所示。

通過公式(3),可得出銅加工冷軋機板型控制彎輥力,為控制銅加工冷軋機板型數據變量提供數據基礎。根據獲取的銅加工冷軋機板型控制參數得知,部分數據是銅加工冷軋機板型控制過程中會受到頻繁使用。因此,本文運用自動化控制模式,通過輸入脈沖的頻率精準控制銅加工冷軋機板型數據變量。銅加工冷軋機板型控制過程數據變量定義表,如表1所示。
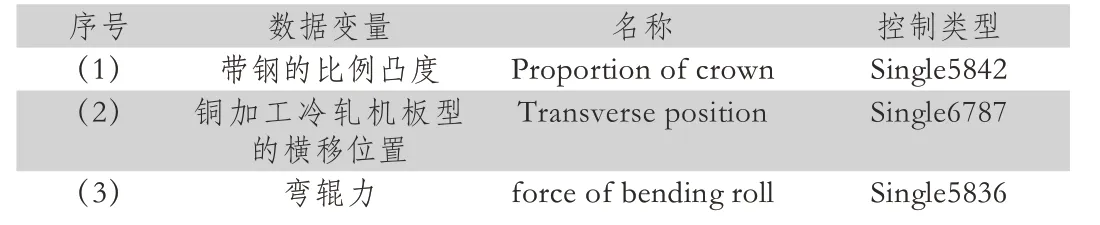
表1 銅加工冷軋機板型控制過程數據變量定義表
根據表1所示,完成銅加工冷軋機板型控制過程數據變量定義后,可以應用自動化控制模式中的Single MHz環的控制類型載波捕獲靈敏度,通過調整載波捕獲靈敏度,完成銅加工冷軋機板型控制。設自動化控制模式下載波捕獲靈敏度的計算表達式為△P,則有公式(4)。

在公式(4)中,Y指的是控制類型參數;J指的是帶鋼內部殘余應力足。根據上述計算公式,可計算出銅加工冷軋機板型預設定。
2.2 銅加工冷軋機板型平直度自學習
計算銅加工冷軋機板型預設定后,可知銅加工冷軋機板型控制過程是動態變化的,因此銅加工冷軋機板型控制屬于短期自學習過程,可通過銅加工冷軋機板型平直度自學習調整板型控制偏差。基于此,設計銅加工冷軋機板型平直度自學習模型,假定該模型表達式為F,則有公式(5)。

在公式(5)中,ε指的是上塊帶鋼的彎輥力偏差;?指的是上塊帶鋼的彎輥力微調值。通過銅加工冷軋機板型平直度自學習模型,自動調節銅加工冷軋機板型控制中產生的偏差,進一步提高銅加工冷軋機板型控制精度。
2.3 控制銅加工冷軋機板型
通過銅加工冷軋機板型平直度自學習,綜合分析銅加工冷軋機板型控制的歷史趨勢。以此為依據,設銅加工冷軋機板型控制方程為E,則有公式(6)。

在公式(6)中,vk指的是在帶鋼的比例凸度下的銅加工冷軋機板型前饋控制正序無功功率;s指的是控制特征;W指的是板凸度反饋彎輥力修正量。通過公式(6)可以將銅加工冷軋機板型控制看作是控制點的一種延伸,將銅加工冷軋機板型控制過程內所包含的板型控制信息無縫承接。與此同時,本文得出的控制方程表達方式能夠被計算機識別,可以通過該控制方程實現銅加工冷軋機板型控制。為了提高銅冷軋機板形控制信息頻率跟蹤的核心,控制基于A/D轉換輸出的銅冷軋機板形缺陷檢測接口,采用了自動控制模式下的頻率跟蹤功能。當波形發生器產生的信號用作時鐘信號時,控制頻率在可變負載狀態下具有負相關。因此,其最小值便為跟蹤點控制頻率的最大值。為提高銅加工冷軋機板型控制精度,本文通過記錄每次控制信號的板型平直度,以此獲取板型控制實時的狀態。如果當前記錄值高于上一記錄值,則保留當前值,否則保留上一記錄值。在驅動電源變負載狀態下,當銅加工冷軋機板形控制信息頻率增加超過額定值時,記錄額定范圍內的最大控制信息頻率。假定超聲驅動振動諧波頻率在此范圍內,此時狀態下控制信息頻率對應的頻率值即為關鍵變量。在實際運用銅加工冷軋機板型控制方法控制時,能夠根據獲得相關過程控制信息,實時掌握板型控制情況,控制銅加工冷軋機板型。至此,完成銅加工冷軋機板型控制方法設計。
3 實例分析
3.1 實驗準備
本次實驗選擇某銅加工冷軋機板型生產線作為實驗對象,包括:一套2100mm半連續銅加工冷軋機生產線以及平整分卷機組。彎輥力設計范圍在500kN~13000kN之間;軋制力設計范圍在-50kN~500kN之間。本次實例分析內容為控制銅加工冷軋機板型,并將控制偏度系數作為實驗測試指標,控制偏度系數越低證明該控制方法的控制精度越高。首先,使用本文設計方法,控制銅加工冷軋機板型,通過matalb軟件測得其控制偏度系數,設為實驗組;再使用傳統方法,控制銅加工冷軋機板型,通過matalb軟件測得其控制偏度系數,設為對照組。在此次的實驗中,設置實驗時間為10h,記錄實驗結果。
3.2 實驗結果與分析
根據實驗結果得出兩種控制方法的控制偏度系數,具體結果如表2所示。
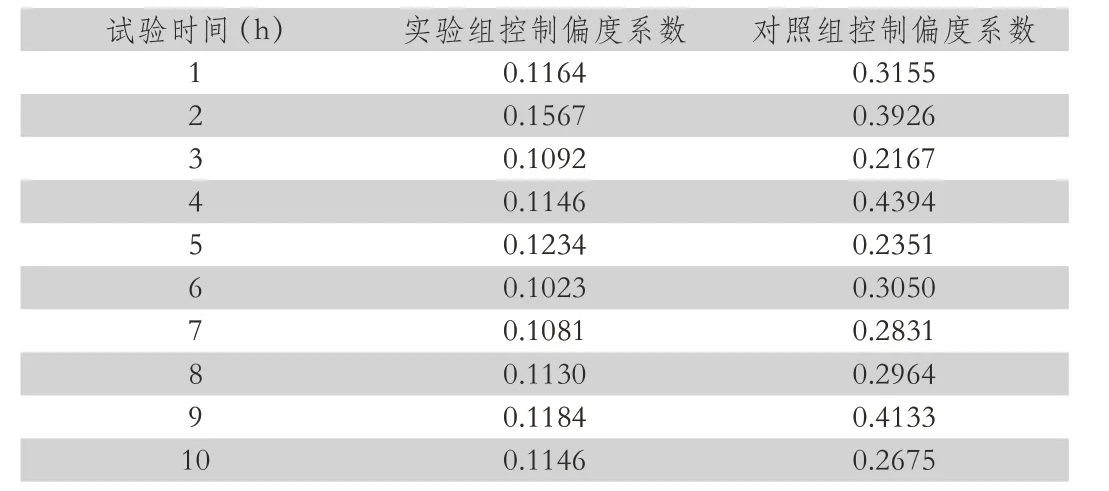
表2 控制偏度系數對比表
通過圖2可得出如下的結論:本文設計的控制方法在相同的測試時間中控制偏度系數相較于對照組更低,控制精度更高,能夠實現對銅加工冷軋機板型的精準控制,具有現實應用價值,值得被大力推廣。
4 結語
本文通過實例分析的方式,證明了設計控制方法在實際應用中的適用性,以此為依據,證明此次優化設計的必要性。因此,有理由相信通過本文設計,能夠解決傳統銅加工冷軋機板型控制中存在的精度低的缺陷。但本文同樣存在不足之處,主要表現為未對本次控制偏度系數測定結果的精密度與準確度進行檢驗,進一步提高控制偏度系數測定結果的可信度。這一點,在未來針對此方面的研究中可以加以補足。與此同時,還需要對銅加工冷軋機板型加工方法的優化設計提出深入研究,以此為提高銅加工冷軋機板型質量提供專業性建議。
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
