NaOH堿洗在正向鋁合金擠壓中的綜合應用
2021-05-23 10:09:12張亞桐陳長柱高淑閣
中國金屬通報 2021年2期
張亞桐,龐 鑫,陳長柱,高淑閣
(中信渤海鋁業公司,河北 秦皇島 066000)
鋁合金比重小,力學性能良好,廣泛應用于民用建筑、交通運輸、航空航天等領域[1],鋁材發展速度遠遠高于其它金屬材料,用量僅次于鋼鐵而居于第二位[2]。鋁合金擠壓成形以其發展成熟、操作方便、生產簡單、以及優異的表面質量等優點,成為鋁及鋁合金材料加工成型中普遍使用的方式之一。對鋁型材擠壓生產企業而言,模具結構的設計和擠壓工藝參數的優化是最重要的一件事。
鋁擠壓過程是在模具的密閉環境內完成的,因此在擠壓過程中無法直觀評判其過程是否合理。往往只在擠壓完成后,測量型材的尺寸和檢驗各項性能。對擠壓過程的金屬流動規律等,各科學研究者多采用模擬軟件進行分析研究。但擠壓過程變化量極多,最終金屬變形、流速等具體發生了哪些變化,需要一個具象化的過程。大部分企業并沒有高端檢測手段,所以模具內金屬流動的課題多還停留在各高校或研究機構內。本文除了介紹一些NaOH堿洗的常規用途外,重點介紹NaOH堿洗在鋁型材、壓余、部分模腔鋁中的應用,通過相對簡單、直觀的檢測方式,了解擠壓過程中的內部過程,從而有目的地對模具結構和工藝參數進行改善。
1 堿洗原理及制樣過程
金屬Al性質活潑,極易氧化,形成Al2O3。金屬Al是典型的兩性金屬,既能與酸反應生產生成鋁鹽(Al3+鹽),又能與強堿液反應形成鋁酸鹽Al(OH)4-,具有顯著的酸堿兩性。金屬鐵不與堿液反應,氧化鐵也是堿性氧化物,也不與堿液反應。所以可以利用堿液去除擠壓后模具內的殘鋁。擠壓廠多采用便宜的NaOH強堿溶液。Al與NaOH溶液的反應,見式(1);Al2O3與NaOH溶液的反應,見式(2)。

本文涉及多個試樣,堿洗前均進行了530℃*2h的熱處理,堿洗濃度250g/l,堿洗液溫度100℃。堿洗時間以能看到觀察目標為宜,與鋁合金的表面積、成分等有關系,所以堿洗時間并不固定。
2 試驗結果及討論
2.1 堿洗在確認鋁型材縱向焊合線中的應用
對于空腔鋁型材如果采用分流模具擠壓,會出現相鄰兩股金屬之間的焊合,通常沿擠壓方向焊合,故稱之為縱向焊合[3]。采用NaOH堿洗的方式可以確定實際型材縱向焊合線的位置,以便取機械性能樣時避開縱向焊合的位置。在做脹裂實驗有不合格結果時,若裂紋沿擠壓方向呈近似直線型擴展,整個斷面平齊,斷口出現凹凸不平脆性斷裂形貌,如圖1(a)所示。NaOH堿洗漲裂不合格樣后,發現漲裂不合格的斷口與縱向焊合線重合,如圖1(b)所示,且能明顯看到縱向焊合線所在區域有多處非連續的孔洞,表明產生了縱向焊合不良。
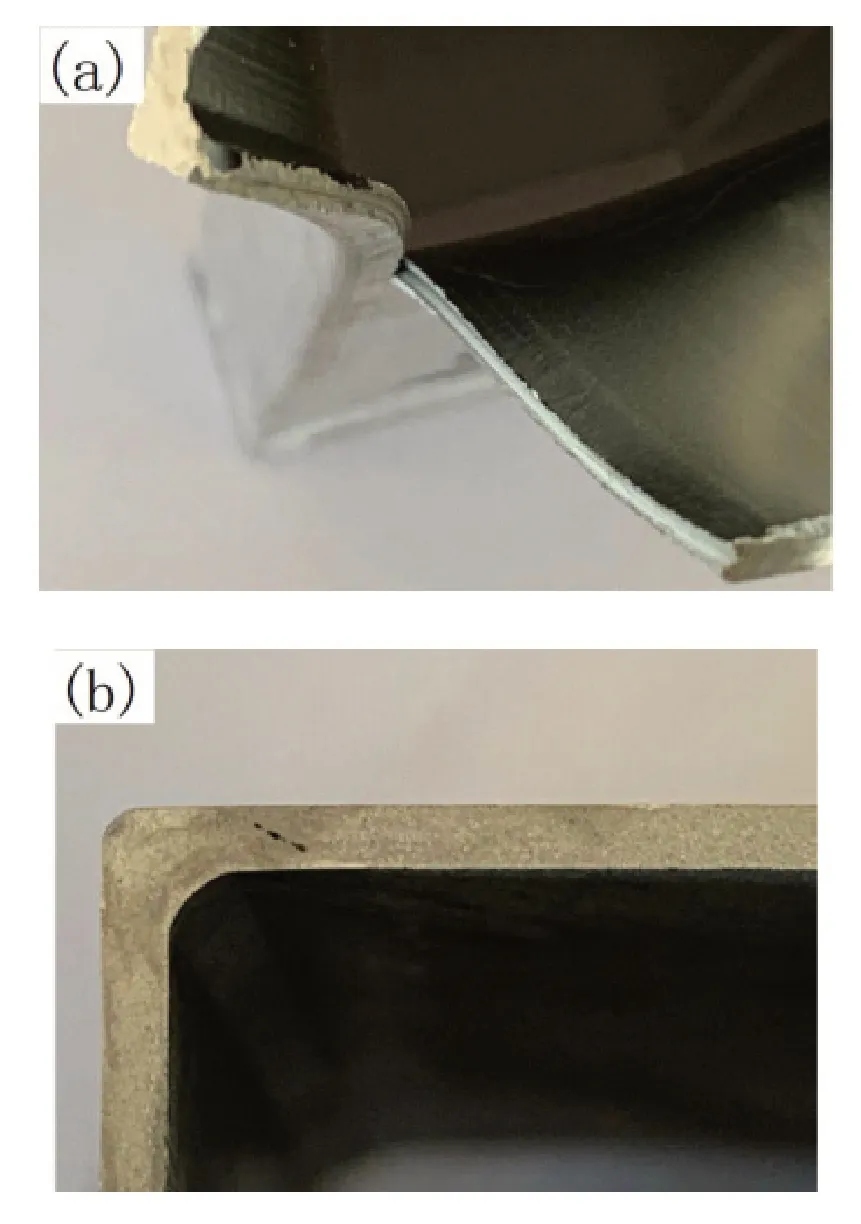
圖1 脹裂實驗后斷裂特征(a)和對應型材NaOH堿洗斷面(b)
2.2 堿洗在確認鋁型材橫向焊合線中的應用
對于擠壓連續生產過程,上一鑄錠殘余在分流孔及焊合室或者導流板及導流坑的金屬會在下一鑄錠擠壓過程中逐步被帶出模具,形成兩鑄錠的結合界面,通常稱之為橫向焊合[3]。采用NaOH堿洗的方式可以確定實際型材橫向焊合區域的長度范圍,從而制定合理的擠壓頭端的工藝廢品長度。
在做脹裂實驗時,如果裂紋沿擠壓方向或近似擠壓方向直線擴展,斷口呈現舌狀或拋物狀,且斷口呈明顯脆性斷裂特征,如圖2(a)所示。在型材做完脹裂實驗的相反一端做NaOH堿洗實驗,出現了橫向焊合,如圖2(b)所示,且脹裂實驗的裂紋延伸線基本與橫向焊合位置一致,可以確定脹裂不合格原因是橫向焊合造成的。有時候縱向焊合不良引起的脹裂不合格的斷口與橫向焊合引起的脹裂不合格的斷面,在位置和形貌都很相似,需要通過NaOH溶液堿洗脹裂不合格樣判斷不合格的原因。
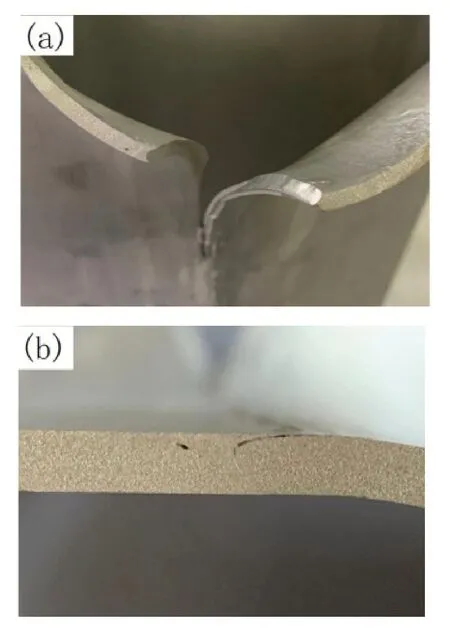
圖2 脹裂實驗后斷裂特征(a)和對應型材NaOH堿洗斷面(b)
非空心鋁型材的橫向焊合由于無法通過脹裂實驗進行檢測,只能依靠NaOH溶液堿洗型材確認,如圖3所示。在擠壓生產中,經常采用錠接錠連續擠壓來提高生產效率和成品率。生產中,新的鑄錠在擠壓筒或焊合室中連接到舊鑄錠的后表面上,形成焊合界面。隨著擠壓過程的進行,這種焊合界面會延伸到擠出型材中,即形成另一種形式的橫向焊縫。這種橫向焊合由于新舊坯料接觸面有更多的雜質,不僅NaOH堿洗后的橫向焊合線是縫隙,甚至雜質擴展到了橫向焊合線周圍的基體,所以這種橫向焊合線周圍的基體也會有更多的比較大的孔洞,如圖3(b)所示。而上一根錠與模腔鋁形成的橫向焊合線,如圖3(a)所示,基體相對光潔很多,周圍零星分布一些小的孔洞,是由于個別粗大第二相腐蝕脫落所致。
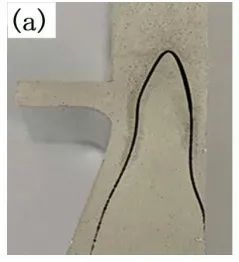

圖3 平模生產的型材NaOH堿洗后:(a)上一根錠與模腔鋁擠壓生產形成的橫向焊合線;(b)錠接錠擠壓生產形成的橫向焊合線
2.3 堿洗在確認鋁型材復合焊合線中的應用
某些型材在堿洗后發現,在橫向焊合長度末端,有的會出現兩條橫向焊合的邊緣會與縱向焊合形成一個特殊的形似”三角形”的復合焊合區,如圖4所示。這種復合焊合區大大延長了工藝廢品的長度。這種情況主要與模橋下方的死區太大有關[5],擠壓過程中被慢慢帶出,形成一個較長的復合焊合區域。模橋下方的死區越大,金屬越難被帶出,形成“三角區域”的底端。模橋下方的死區較小,金屬相對容易被帶走,形成“三角區域”的尖。可以優化模橋下方的結構,使橋下方的金屬鋁快速被“沖刷”走,從而減少這種復合焊合區域的長度。且無論是縱向焊合不良,還是橫向焊合不良,斷口位置都集中在這種復合焊合區域。通過NaOH堿洗脹裂不合格樣,可以快速判斷具體不合格的原因。

圖4 NaOH堿洗后低倍組織特征
2.4 堿洗在判定壓余長度是否合格的應用
根據模擬軟件模擬分析壓余的金屬流向[6],鑄棒表皮的金屬有向模具中心流動的趨勢。堿洗后,合格壓余如圖5(a)所示,壓余的剖面圖內,雜質(即氧化皮、偏析物、潤滑劑以及其它污染物的統稱),分布在兩條弧線及弧線周圍,兩條弧線的交點即是雜質的前沿,如果可以觀察到,說明雜質留在了壓余內,沒有進入模腔鋁。反之,圖5(b)所示兩條雜質的弧線未相交,靠近模腔鋁的一側,雜質紋路依然清楚可見,表明雜質進入了模腔內,也就是形成了“縮尾”。有后續陽極氧化的型材,由于雜質與基體的耐腐蝕性以及氧化特性不一樣,導致氧化后表現出與基體顏色不同的色差。
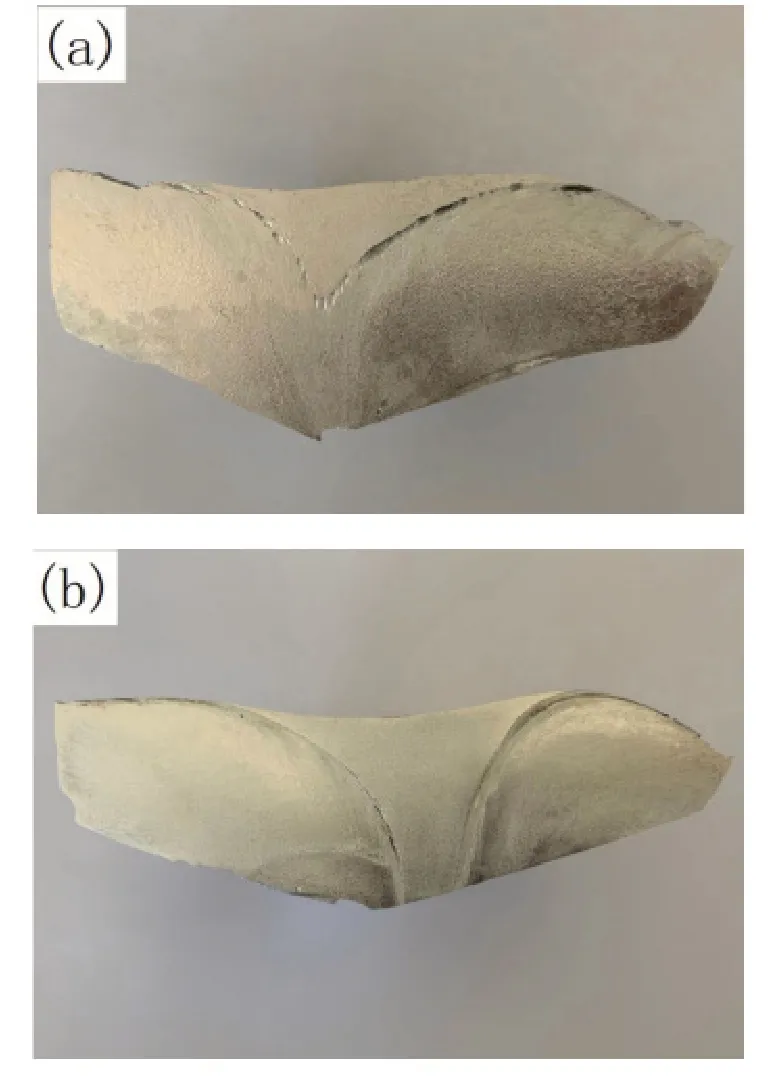
圖5 NaOH堿洗后合格壓余端面形貌(a)和不合格壓余端面形貌(b)
有文獻模擬分析[6]雜質進入模腔鋁后,再擠壓下一根鑄棒時,雜質會分布在橫向焊合線周圍。這些雜質嚴重影響產品的性能。尤其一些薄壁型材在陽極氧化后,由于雜質的存在,會在型材對應的橫向焊合區表面形成一條漸變的色帶。
2.5 堿洗在判斷模腔鋁焊合質量和金屬流動的應用
擠壓完成后,需要用NaOH堿洗的方式把模腔內的殘鋁洗掉,然后再進行修模和氮化等工作。另一種利用方式是,NaOH堿洗帶有模腔鋁的模具一段時間后,把模腔鋁拿出。結合型材斷面的堿洗,可以觀察模腔鋁內縱向焊合線的位置是否偏離設計位置,如圖6所示,紅圈內為縱向焊合線的形貌。正常的縱向焊合線應該在設定位置,且焊合線平直,呈弧形的縱向焊合線往往與型材擠出扭擰相對應。 某些型材在擠壓完成后還要噴砂(或噴丸),再進行陽極氧化,如果焊合線偏離拐角位置或裝飾線位置,就有很大可能表現出與基體不一樣的顏色,導致色差的出現。

圖6 模腔鋁內縱向焊合線的形貌
通過NaOH堿洗模腔鋁,可以相對判斷模具流速是否合理。如果根據壓余堿洗的結果能夠判斷雜質未進入模腔鋁,但模腔鋁內的單個分流孔的鋁表現出了金屬分層效果,如圖7(a)和(b)的紅色圓圈內所示,形式上與縱向焊合線的形貌類似,但位置卻不在模橋下。當模具的設計不合理或擠壓速度相對較快時,導致本來是一股金屬變成了多股金屬,嚴重時,有可能造成本該不存在縱向焊合的位置,出現類似縱向焊合不良的脹裂不合格,或陽極氧化后型材表面出現線條色差。

圖7 同一分流孔內兩股金屬的分界線,視角(a)和視角(b)
3 結語
NaOH溶液的堿洗,在鋁合金擠壓中的應用很普遍。其主要原理:即無論內部缺陷、內部雜質、縱向焊合、橫向焊合,還是流速差造成的界面,都與鋁合金基體抗NaOH溶液腐蝕的能力存在差異,從而表現出不一樣的形貌特征。一般情況下,重量越大,表面積越大,堿洗時間相對較長。
通過堿洗擠壓型材的前端截面可以判定橫向焊合長度,從而確定工藝廢品,如果橫向焊合長度特別長,可以通過觀測橫向焊合的形貌特征,從模具角度做出改善措施;通過堿洗擠壓型材的截面,可以確定縱向焊合的位置,以及焊合質量。在確定脹裂不合格的情況下,通過堿洗脹裂樣的相反一端,可以輔助判斷空心型材脹裂實驗不合格的原因。實際上,很多擠壓型材廠都同時采用脹裂實驗和NaOH溶液的堿洗的方式共同判定鋁型材是否焊合不良。通過堿洗壓余剖面可以判定壓余長度是否合理。
通過堿洗壓余、部分模腔鋁和型材相結合,可以輔助判定模具的結構與設計是否合理,流速是否異常,可以為后續優化模具提供方向。
