變螺距螺紋的簡易編程和操作
2021-05-28 07:40:02周維泉
金屬加工(冷加工) 2021年5期
關鍵詞:程序
周維泉
北京南口斯凱孚鐵路軸承有限公司 北京 102202
1 序言
變螺距螺紋分等槽寬、等牙寬、槽和牙都不等寬三大類,其中第二大類用得最多,編程也最難。在塑料、橡膠和食品等行業中使用的各種類型擠出螺桿的外圓上,都有等牙寬變螺距螺紋。使用等牙寬變螺距螺紋的螺桿具有壓縮比大、壓縮均勻、出料連續性好等優點。第一屆全國技能大賽國賽數控車項目的賽題中引入了這個要素,這是競賽題目與生產實際結合的有益嘗試。
2 真題分析
變螺距螺紋的編程和加工是數控車編程和加工的難點。迄今為止,用國內、外自動編程軟件尚編不出車這類螺紋的精確程序,只能用手工編程。因此在這次大賽中,這個要素也是整道題中的難點。賽題有賽前公布的樣題和比賽用的真題兩種,真題中變螺距螺紋部分(見圖1)為等牙寬變螺距左旋螺紋,材質為LY12,軸向牙寬(3±0.03)mm,槽左壁在螺紋左端面的螺距為8mm,往右每轉螺距增加(0.5±0.075)mm。
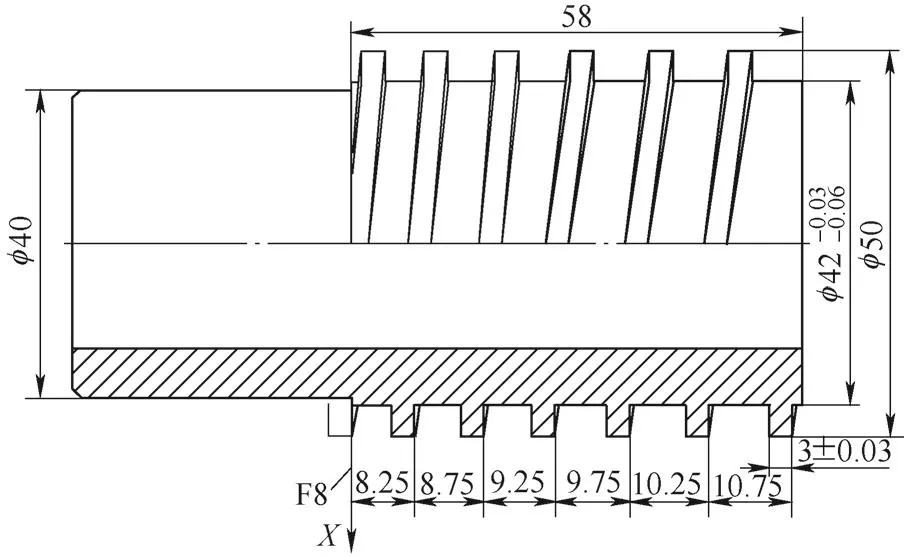
圖1 真題中變螺距螺紋部分
整體來說,等牙寬變螺距螺紋的編程比較復雜,但其中有一類(這一類在實際應用中占比不小)可以用簡易的方法來編程和操作。這一類的條件為:螺距小的端面螺距的兩倍與螺距大的端面螺距之差不大于軸向牙寬。真題中的等牙寬變螺距螺紋正好屬于這一類,本文以此為例進行介紹。
3 簡易編程和操作
沿走刀方向選取兩個截面A和B,刀先到A面,后到B面,兩截面之間的距離為L。用F1、F2分別表示截面A、B的截面螺距,K表示主軸每旋轉一圈螺距的增加值(若為負則是減少值),則變螺距螺紋的公式為F22-F12=2LK,這個公式是解所有變螺距螺紋題的基礎。
第一步,畫出和延長變螺距螺紋的牙型截面圖,加標尺寸,如圖2所示。圖2是解此類題的關鍵,圖中的尺寸都是把已知條件代入公式后得出的。例如圖中右端面的“F11.045”是用L=58mm、F1=8mm、K=0.5mm代入公式得到的。
第二步,選用刃口4~5mm寬的左偏切槽刀(標準刀片外側應磨出略大于螺紋螺旋升角的后角)。在軸向吃刀逐步加寬槽和徑向吃刀逐步加深槽這兩種方法中,選用后一種方法,因為標準可轉位切槽刀的切削刃是端頭平刃。注意不要用端頭刃口有角度的切斷刀。
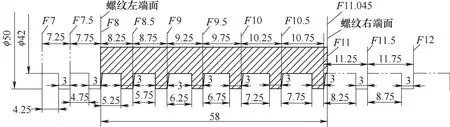
圖2 牙型截面尺寸
走刀方向有從右往左和從左往右兩個方案。這里選用前者,主軸反轉。在臥式多工位刀架上(比賽所用刀架),刀片朝上裝;在立式四方刀架上,應使用刀片朝下裝的Z形切槽刀(可用普通左偏切槽刀改制)。
第三步,確定第一排刀從第幾牙右起刀。由于右端面在第6牙右,所以首排應從第8或第9牙右起刀。本文中選擇從第8牙右起刀,如圖3所示。將F1=12mm、F2=8mm、K=-0.5mm代入公式可得L=80mm,這樣就可得到首排刀(按發那科系統)程序內G34中的“F12、K-0.5、Z-8”(此終止值可酌情選擇),以及G34的起始Z值,即G34上段中的“Z80”,從而編制出分別用于發那科系統和西門子系統的比賽加工的程序O65和PP65.MPF。此程序實際只車一排刀,即沿左槽壁車一條與切削刃同寬的螺旋槽。以螺紋左端面為Z=0平面,用左刃對刀。

圖3 車第一排刀示意
以發那科系統為例,加工程序O65如下。
O65
N02 #4=60; #4代表X向分刀數
N03 G54 S300 M04;
N04 T0101; 用1號刀補
N05 G00 X200 Z200;
N101 #10=50; #10代表X指令值,此賦初始值
N102 G00 Z80; 開始車左槽壁
N103 X#10;
N104 G34 Z-8 F12 K-0.5;
N105 G00 X100;
N106 #10=#10-8/#4;
N107 IF[#10 GE 42]GOTO 102;
N41 G00 X200 Z200 M05;
N42 M30;
以西門子系統為例,加工程序PP65.MPF如下。
PP65.MPF
N02 R4=60; R4代表X向分刀數
N03 G54 S300 M04
N04 T1 D1
N05 G00 X200 Z200
N101 R10=50; R10代表X指令值,此賦初始值
N102 MA1: G00 Z80; 開始車左槽壁
N103 X=R10
N104 G35 Z-8 K12 F0.5
N105 G00 X100
N106 R10=R10-8/R4
N107 IF R10>=42 GOTOB MA1
N41 G00 X200 Z200 M05
N42 M02
第一排刀切去部分的示意如圖4所示。
比賽操作時,采用一夾一頂的裝夾方式。卡爪端面與螺紋左端面要至少留16.5mm的空量。將刀具形狀補償頁面中1號刀對應的1號行稱為形狀1號行,刀具磨耗補償頁面中1號刀對應的1號行稱為磨耗1號行,對刀和建立坐標系時把形狀和磨耗1號行的X、Z刀補值都置0。運行前把磨耗1號行的X刀補值置0.15mm。執行一遍后測槽底所在的直徑值(此時應偏大)。改磨耗1號行的X刀補值后再執行一遍,此時槽底所在的直徑值應在公差范圍之內了。切完第一排刀后的圖樣如圖5所示。

圖4 第一排刀切去部分的示意
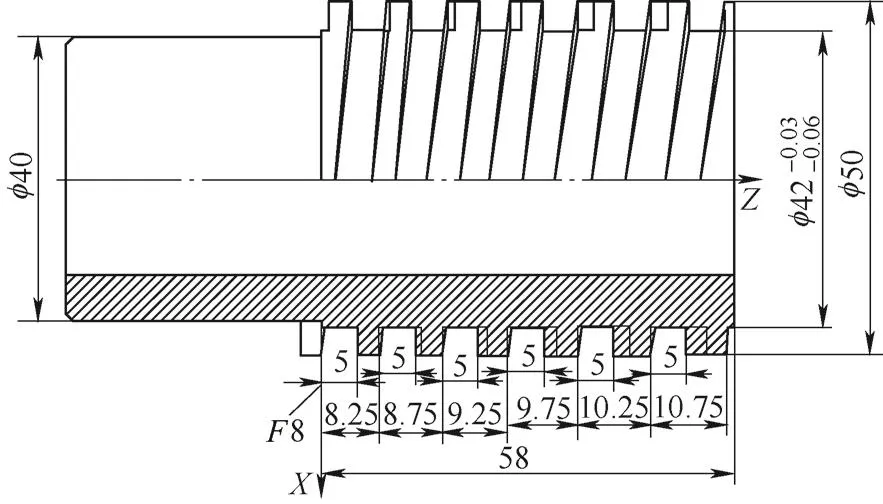
圖5 切完第一排刀后的圖樣
如果比賽時只有刃寬2.7~3.99mm的刀,那么仍可用平移操作法來加工,只是要多走一排刀。前兩排刀與上述操作相同,完成后測量出中間殘留的最寬值b(在右端)。接著把形狀1號行的Z刀補值在原基礎上減去b,再執行一遍即可完成。
生產的首件加工也可用上述平移操作的方法來做。對于除首件外的生產加工,應使用平移編程的方法來解決,也就是平移后第二排刀的加工用程序而不是用操作來完成。O66和PP66.MPF是4.1~5.0mm寬的車刀分別用于發那科系統和西門子系統時除首件外的生產加工程序。
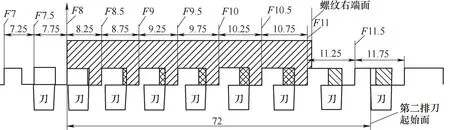
圖6 車第二排刀示意
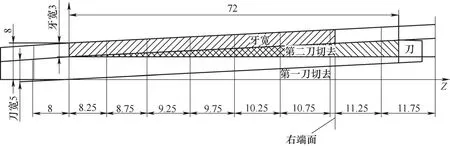
圖7 第二排刀切去部分示意
O66
N01 #1=a; #1代表編程刀寬5與實際刀寬之差
N02 #4=60; #4代表X向分刀數
N03 G54 S300 M04;
N04 T0101; 用1號刀補
N05 G00 X200 Z200;
(2) 含碎石粉質粘土(Q4)el+dl ②:黃褐-棕紅色,硬塑,稍濕狀態,巖芯切面稍有光澤,含少量礫石,粒徑0.5~1 cm,含量約10%,成分主要為泥灰巖,無搖振反應,干強度及韌性中等,厚度0.5~4.4 m。該層主要分布于坡體上。
N101 #10=50; #10代表X指令值,此賦初始值
N102 G00 Z80; 開始車左槽壁
N103 X#10;
N104 G34 Z-8 F12 K-0.5;
N105 G00 X100;
N106 #10=#10-8/#4;
N107 IF[#10 GE 42]GOTO 102;
T0111; 改用11號刀補
N201 #10=50; #10代表X指令值,此賦初始值
N202 G00 Z[72+#1]; 開始車右槽壁
N203 X#10;
N204 G34 Z-8 F12 K-0.5;
N205 G00 X100;
N206 #10=#10-8/#4;
N207 IF[#10 GE 42]GOTO 202;
N41 G00 X200 Z200 M05;
N42 M30;
PP66.MPF
N01 R1=a; R1代表編程刀寬5與實際刀寬之差
N02 R4=60; R4代表X向分刀數
N03 G54 S300 M04
N04 T1 D1
N05 G00 X200 Z200
N101 R10=50; R10代表X指令值,此賦初始值
N102MA1: G00 Z80; 開始車左槽壁
N103 X=R10
N104 G35 Z-8 K12 F0.5
N105 G00 X100
N106 R10=R10-8/R4
N107 IF R10>=42 GOTOB MA1
T1 D2
N201 R10=50; R10代表X指令值,此賦初始值
N202 MA2: G00 Z=72+R1; 開始車右槽壁
N203 X=R10
N204 G35 Z-8 K12 F0.5
N205 G00 X100
N206 R10=R10-8/R4
N207 IF R10>=42 GOTOB MA2
N41 G00 X200 Z200 M05
N42 M02
這兩段程序只是分別在O65和PP65.MPF中加了N201~N207段,而新加的7段程序與N101~N107相比,只有N202段與N102段中的Z值不同(注意N204段中的數據也與N104段中的數據相同)。這個差別來源于向左移動的牙寬和實際刀寬,也正是因此,作者才把這種簡易編程方法稱為平移編程法。
在用首件程序完成首件操作、加工后,以發那科系統為例,需要進行的操作包括:一是把形狀1號行的Z刀補值改置成0;二是把磨耗1號行的Z刀補值移到磨耗11號行的Z刀補值中;三是把磨耗1號行的Z刀補值置0;四是把形狀11號行的Z刀補值置0。做完這些準備工作后,就可進行后續的生產加工。
由此可見,對于這一類等牙寬變螺距螺紋,比賽和首件生產時用平移法操作,除首件外的生產用平移法編程都非常方便。
4 結束語
需要注意的是,不是所有的等牙寬變螺距螺紋都可用平移法來加工。例如在賽前公布的樣題中,螺紋的端面螺距6mm、每轉螺距增加1mm、軸向牙寬3mm、螺紋長58mm,此螺紋就不屬于能用上述簡單的平移法來操作、編程的類型。但對于此類螺紋,平移的原則仍適用,本文中不再詳述。
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40