有機除鈷試劑對鋅電積過程的影響
2021-05-31 05:34:44姚夏妍牛永勝汪友元李銀麗魯興武李俞良
中國有色冶金 2021年2期
關鍵詞:實驗
姚夏妍,牛永勝,汪友元,李銀麗,魯興武,程 亮,李俞良
(1.白銀有色集團股份有限公司 西北礦冶研究院,甘肅 白銀 730900;2.甘肅省有色金屬冶煉新工藝及伴生稀散金屬高效綜合利用重點實驗室,甘肅 白銀 730900)
0 引言
濕法煉鋅過程中硫酸鋅溶液的高效提純是保證鋅電積成功的必要條件,尤其是在高電流密度下,電解液必須經過高度凈化,以降低雜質離子對陰極鋅的影響[1]。其中,在所有的雜質離子中,鈷是最難以去除的,并且在鋅電積過程中鈷的危害性最大,很容易在陰極析出,導致陰極鋅產量降低和氫的過電位降低并催化產生氫氣[2],即使少量(1 mg/L)也會降低陰極鋅產量[3]。從硫酸鋅溶液中除鈷一直是濕法冶金領域的難題,現有的除鈷方法大致可以分為兩類:一種是添加試劑沉淀除鈷,如黃藥除鈷,但因其成本和環保問題極少被應用;另一種是鋅粉置換除鈷,添加鋅粉不會引入雜質離子,但效率低下,究其原因目前尚無定論。
近年來,有機物除鈷成為一種趨勢,例如呼倫貝爾馳宏礦業有限公司采用了新型有機試劑,溫度為75~80℃,反應時間為1.5 h,凈化后的二段液達到凈化目標,且二段凈化渣量少,渣含鋅鈷比例小[4]。廣西冶金研究院梁煥龍等[5]利用福美鋅進行除鈷試驗,既可解決二段凈化液中鈷離子偏高的問題,又能實現鈷離子和鋅離子的相互轉化,且有機試劑福美鋅成本較低,低毒環保,不會造成二次污染。但利用福美鋅除鈷時需要加入化學活化劑亞硝酸鈉,長期使用會造成NO2-3和Na+富集,影響鋅電積工序。梁艷輝等[6]在文獻中表明某企業采用新型有機試劑福美鈉凈化除鈷,在生產實踐中發現有機除鈷試劑會引發鋅電積過程出現“燒板”現象,至于其原因,至今尚無定論。
針對上述問題,本文通過直接向配制的鋅電解液添加福美鈉以及利用福美鈉除鈷的新液配制的鋅電解液研究了有機除鈷試劑對鋅電積過程的影響。從槽電壓、鋅酸比例、陰極鋅析出量以及電鋅質量的變化出發,通過測量溶液的黏度、表面張力以及分析溶液表面張力與電位的關系分析有機除鈷試劑福美鈉對鋅電積過程的影響機理。
1 實驗介紹
1.1 儀器、試劑及實驗方法
實驗過程中使用的主要設備情況見表1;實驗過程中使用的輔助設備包括錐形瓶、三頸瓶、燒杯、量筒、玻璃皿、布氏漏斗、微量進樣器、抽濾瓶等。

表1 主要實驗設備
1.2 實驗材料與試劑
本實驗主要的試劑是硫酸鋅和福美鈉,還有濃硫酸及工業鋅電解液,詳見表2。

表2 主要實驗材料與試劑
1.3 實驗方法
本實驗主要分為三個階段:第一階段是利用紫外分光光度計測量福美鈉;第二階段是定量研究福美鈉對鋅電積過程中酸鋅比例、電耗、電積鋅的影響,所用的電解液由硫酸鋅和硫酸配制而成;第三階段利用取自白銀有色集團股份有限公司西北鉛鋅冶煉廠的電解液,研究福美鈉除鈷工藝對鋅電積工序的影響。電解8 h時,測量電解液的離子濃度。為了保證試驗數據的準確性,每個樣品重復試驗3次,取其平均值作為試驗結果。電解試驗完成后,將陰極和陽極取出,進行清洗、真空干燥、稱重、取樣。其中,利用火焰原子吸收分光光度法測量離子濃度,并觀察陰極鋅的表觀質量。
1.3.1 第一階段
1)檢測方法。福美鈉的化學式為C3H6NS2Na·2H2O,是一種有機物混合體,福美鈉的電子躍遷會在紫外光區產生吸收光譜的特征,實踐表明在300 nm波長處有顯著吸收峰。
2)配制標準福美鈉溶液。在稱量瓶中預先放入濃度為0.01 mol/L的抗壞血酸,滴入標準福美鈉,配制成5 mg/L的福美鈉標準溶液25 mL,稀釋至250 mL,此溶液含0.5 mg/L 福美鈉。臨用前,根據需要稀釋至所要求濃度。
3)繪制校準曲線。取7個50 mL 比色管,分別配制0.01 mg/L,0.02 mg/L,0.03 mg/L,0.04 mg/L,0.05 mg/L,0.06 mg/L,0.07 mg/L的福美鈉標準溶液,用吸收液稀釋至刻度,搖勻,在選定波長處,用10 mm 帶蓋石英比色皿,以吸收液作參比測定吸光值,經空白校正后,繪制校準曲線,見圖1,線性方程y=5.903 6x+0.004,相關系數R2=99.99%。
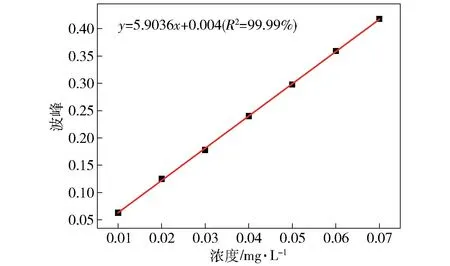
圖1 校準曲線
1.3.2 第二階段
電解液由硫酸鋅和硫酸配制而成,其中,鋅電解液中Zn2+初始濃度為70 g/L,硫酸初始濃度為160 g/L,電流密度為400 A/m2,溫度為40℃,陽極為鉛板,陰極為鋁板,實驗時間為8 h。其中,電解槽為1 L的燒杯,上面架設陽極和陰極,陽極和陰極的尺寸均為10 cm×1 cm×15 cm,通過銅導線與直流電源(上海穩凱電源設備有限公司)的正極和負極連接。同時,電解槽放置在水浴加熱裝置中。
1.3.3 第三階段
第三階段的電解液取自白銀有色集團股份有限公司西北鉛鋅冶煉廠,測得電解液中福美鈉的濃度為316 mg/L。此電解液用于下文“3 工業鋅電解液電積實驗”,實驗開始時,首先量取1 L的電解液倒入電解槽,按照試驗規格加入有機試劑福美鈉。同時,開啟加熱裝置,待電解液溫度升高至40℃時,將打磨和泡洗好的陽極銅和始極片進行干燥稱重裝槽,同時開啟直流電源,計算陰極有效總面積(S)、根據電流密度的公式J=電流強度/S確定電流的大小。實驗過程中須測量的指標有槽電壓、Zn2+濃度,H2SO4濃度、酸鋅比、Fe2+濃度、Mn2+濃度以及福美鈉濃度。
2 有機除鈷試劑福美鈉對鋅電積過程的影響
2.1 福美鈉對鋅電積過程的影響
圖2(a)顯示了福美鈉的加入量對鋅電積過程中Zn2+濃度的影響,如圖所示,福美鈉的存在會導致鋅電積過程發生一種更為復雜的反應,Zn2+濃度隨著福美鈉加入量增加呈現波動變化的趨勢,Zn2+濃度在福美鈉加入量為200 mg/L時達到極大值,為45.4 g/L。圖2(b)顯示的是福美鈉對硫酸濃度的影響,隨著福美鈉加入量的增多,硫酸濃度呈現出依次降低的趨勢,在福美鈉濃度為0~800 mg/L的實驗數據范圍內,硫酸濃度在福美鈉為800 mg/L時達到極小值。由此可得,福美鈉會影響鋅電積過程中的酸鋅比例,從而影響陰極鋅的析出量。圖2(c)表明,福美鈉對陰極鋅的析出量與其對硫酸濃度的影響趨勢一致,當福美鈉加入量為800 mg/L,陰極鋅的析出量僅為16.8 g。圖2(d)顯示,槽電壓也會隨著福美鈉濃度的增加呈先增后減的趨勢,其中槽電壓在福美鈉加入量為200 mg/L時達到極大值,在福美鈉加入量為800 mg/L時達到極小值。
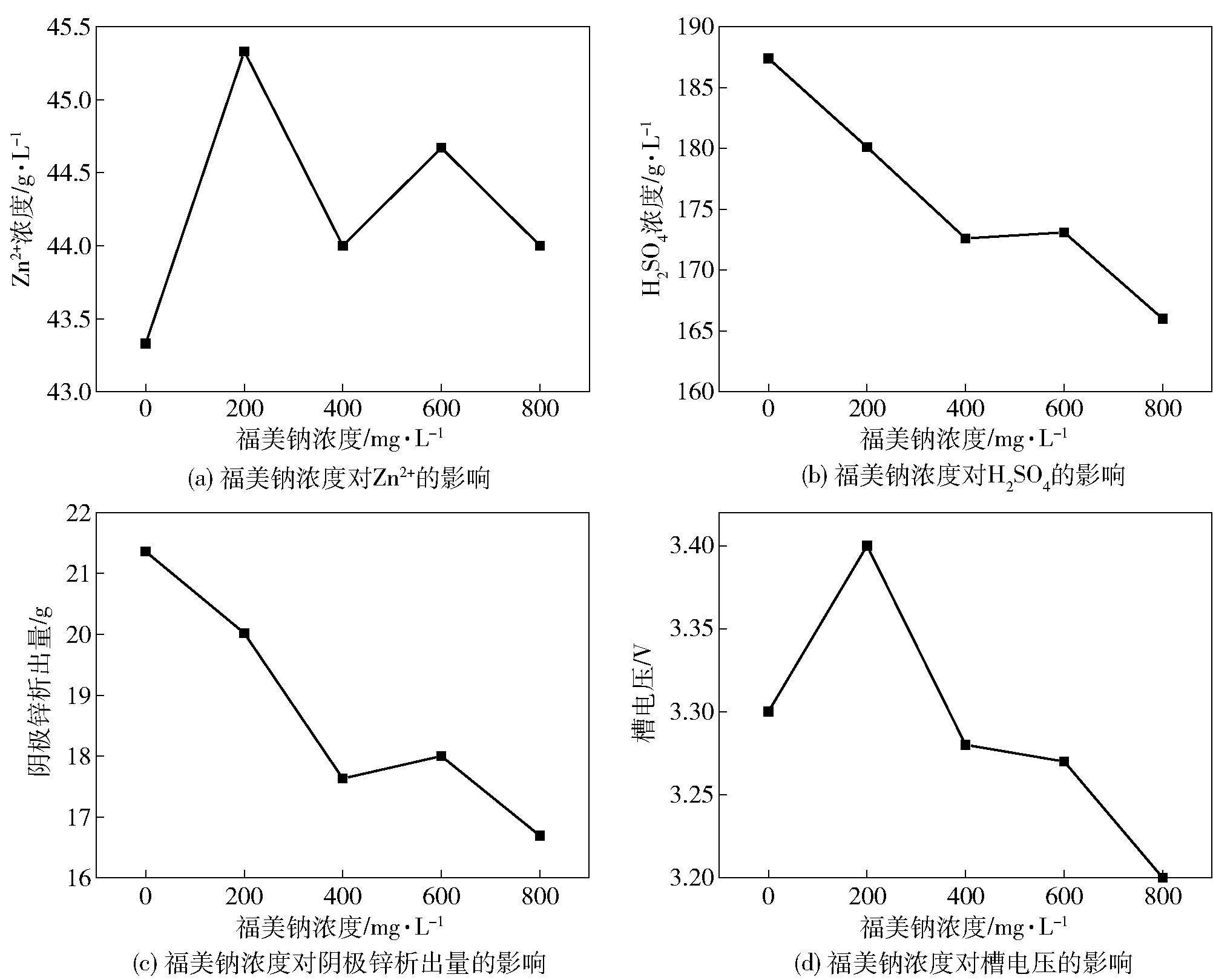
圖2 福美鈉對鋅電積過程的影響
綜上所述,電解液中福美鈉的濃度對Zn2+濃度、H2SO4濃度、陰極鋅析出量、槽電壓均造成了影響。
2.2 福美鈉對電鋅表觀質量的影響
圖3為電解液中不加福美鈉,和添加不同量的福美鈉時的電鋅表觀質量情況。當電解液未加福美鈉時,陰極電積鋅的表面較為平整,沒有出現鼓包和燒板現象,但有少量晶粒凸起。當電解液中福美鈉的濃度為200 mg/L時,電積鋅的表面出現鼓包現象。當電解液中福美鈉的加入量在400 mg/L 以上時,電積鋅開始出現嚴重的燒板現象,同時伴隨著鼓包。

圖3 福美鈉濃度對電鋅表觀質量的影響
2.3 福美鈉對電耗的影響
電耗計算公式見式(1)。

式中:p為耗電量,kW·h;m為沉積鋅的質量,kg;V為槽電壓,V;f為法拉第常數,96 485 c/mol;z為沉積離子的價態,對于鋅z=2;M為原子量,g/mol;t為電積時間,h。
由式(1)可以推出,槽電壓與電耗成正比,如圖2(c)和圖2(d)所示,隨著福美鈉加入量的增加,鋅電積過程的電耗出現先增后減的變化趨勢。當福美鈉加入量超過400 mg/L時,由于鋅離子損失嚴重導致電解液的濃度和黏度降低,因為福美鈉對鋅的吸附量會隨著福美鈉加入量的增加而增加,福美鈉除鈷的同時會吸附一部分鋅。根據西北鉛鋅冶煉廠福美鈉除鈷渣的成分分析(表3)可知,福美鈉除鈷渣中鋅鈷比例大,鋅損失量嚴重。

表3 福美渣(干渣)的主要化學成分
2.4 福美鈉對電流效率的影響
鋅電積過程中電流效率的計算見式(2)。

式中:η為電流效率,%;n為電解槽串聯的數目;m為電鋅實際質量,g;I為電流強度,A;t為通電時間,h;q為電化當量,g·/(A·h)。
結合圖2(c)可知,陰極鋅的電流效率隨著福美鈉的增加而降低,在福美鈉的加入量為800 mg/L時,鋅電積過程中電流效率達到最低,其主要原因是在電解過程中陰極上有氫氣析出,導致硫酸濃度隨著福美鈉的增加而急劇降低(圖(2))。
3 工業鋅電解液電積實驗
基于上述實驗基礎,本文取西北鉛鋅冶煉廠利用福美鈉除鈷的電解液進行鋅電積實驗,實驗周期為1 d,每天進行人工剝鋅,連續電積5 d,實驗過程中為了保證鋅電積過程中Zn2+濃度維持在正常范圍內,對鋅電解液要進行定量持續開路,同時注入新的電解液,測量指標有槽電壓、Zn2+濃度,H2SO4濃度、酸鋅比、Fe2+濃度、Mn2+濃度以及福美鈉濃度,每組液樣測三次。實驗結果見圖4。
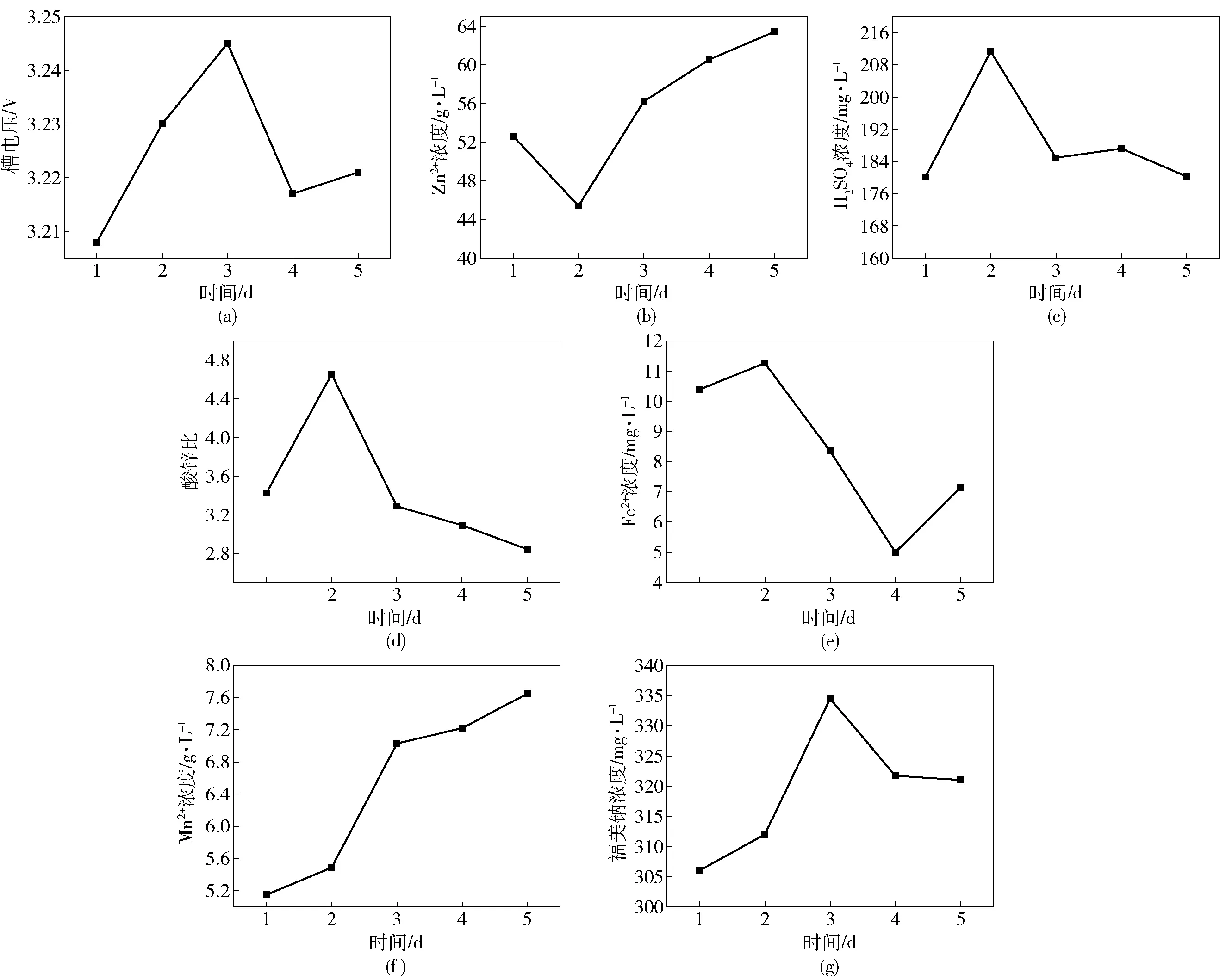
圖4 福美鈉除鈷對鋅電積過程的影響
如圖4所示,與電積第一個周期相比,在第二個周期內,除了鋅離子濃度之外,槽電壓、硫酸濃度、酸鋅比、鐵錳離子濃度以及福美鈉濃度均出現升高的趨勢;在電積實驗到達第三個周期時,槽電壓、鋅錳離子濃度以及福美鈉濃度繼續出現升高的趨勢;在第四個電積周期時,槽電壓、酸鋅比、Fe 離子濃度、福美鈉濃度開始出現降低趨勢;在第五個電積周期時,槽電壓、鋅鐵錳離子濃度有提高的趨勢。因此,槽電壓的變化除了與錳、鐵離子有關之外,在很大程度上取決于酸鋅比,例如在鋅電積4~5 周期時,由于福美鈉濃度較低,被福美鈉濃度吸附的鋅離子降低,導致鋅離子濃度出現升高的趨勢,槽電壓和硫酸濃度出現降低的趨勢。
4 有機除鈷試劑福美鈉影響鋅電積過程的機理分析
為了研究有機除鈷試劑福美鈉影響鋅電積過程的機理,實驗過程中需要研究有機除鈷試劑對除鈷前液的黏度和表面張力的影響,計算溶液熵值和表面能的相對變化量。為了減少溶液中離子與福美鈉的副反應而造成離子濃度的變化,實驗溫度控制在25℃。實驗過程中每個樣品重復試驗3次,取其平均值作為試驗結果。除鈷前液的黏度采用NDJ-1S系列黏度計測量,表面張力利用溶液在一定溫度下,不同直徑毛細管中的高度差來測量,當毛細管浸沒在溶液中,溶液會緩慢上升,這樣毛細管可以連續記錄溶液上升的高度,因此,溶液的表面張力T可根據式(3)計算[7]。

式中:T為表面張力,N;D1、D2為兩個毛細管的直徑,D1=0.3×10-3m,D2=0.5×10-3m;h1、h2為毛細管中溶液上升的高度,m;m為除鈷前液質量,g;v為除鈷前液的體積,L;g為重力加速度,m/s2。
因此,除鈷前液的表面內能相對變化量可根據通過式(4)測量樣品的表面張力而求得[8]。

式中:和S0分別是對照組除鈷前液的表面張力(N)、表面能量(J)和熵(J);T、ESurface和S分別是實驗組的表面張力(N)、表面能量(J)和熵(J)。

圖5 福美鈉對除鈷前液黏度和表面能的影響
由圖5(a)可知,除鈷前液中加入福美鈉可降低溶液的黏度,而且黏度隨著福美鈉濃度的增加而降低。同時,在除鈷前液中加入福美鈉有助于降低其表面內能,而且其變化量與福美鈉的濃度成正比。但是當福美鈉超過一定濃度會增加電解液的黏度,影響鋅離子的擴散性能,溶液中鋅離子在電場作用下從陽極到陰極的速度降低,陰極附近的鋅離子數量降低。例如當福美鈉濃度為200 mg/L時,電解液中的Zn2+濃度增大,但是當福美鈉濃度為400 mg/L時,電解液中的Zn2+濃度又開始降低,其原因主要是由于一方面福美鈉可吸附電解液中的一部分鋅離子,另外一方面溶解在電解液中的有機物可降低電解液的表面能,加之陰極附近的鋅離子數量降低,出現濃差極化現象,導致Zn2+的消耗大于補給,晶核附近電解液中的金屬離子濃度降低。同時,根據式(5)中電位與表面張力的關系[9],福美鈉可降低氫的超電壓,同時,福美鈉粘附在陰極上,于是引起氫在陰極強烈地析出,降低鋅的產出率,并且出現圖3所示“燒板”現象。

式中:v+、v-分別為陰陽離子的部分分子體積;Γel為電解質在等分子表面的不變吉布斯吸附;dσ為表面張力的變化量;dμel為電位的變化量。
5 結論
本文研究了濕法煉鋅過程中福美鈉濃度的變化對離子濃度、陰極鋅析出量與表觀形貌、電解液的表面張力與黏度的影響,得出以下結論。
1)利用有機物福美鈉除鈷的同時,會引起電解新液中Zn2+的損失,導致鋅電積過程中酸鋅比失衡引起鋅電積電耗增加。
2)電解液中存在一定濃度的福美鈉一方面可引發酸鋅比失衡,增加溶液黏度,阻礙Zn2+擴散,提高電耗,降低電流效率。另外,少量的福美鈉可降低溶液的表面能和黏度,從而降低H+的超電位。
3)福美鈉粘附在陰極上,會引起氫在陰極強烈地析出,并降低鋅的產出率,出現“燒板”現象,后期需要進一步研究福美鈉對H+超電位的影響以明確福美鈉對析氫活性的作用機理。
4)利用紫外分光光度法測定福美鈉是本實驗發現的新方法,測定方法簡單,標準物質易得,便于操作。
該研究不僅提供了快速檢測福美鈉的方法,也明確了福美鈉除鈷方法對鋅電積過程的影響機理,可以為今后高效除鈷試劑的開發提供理論指導。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
