激光熔覆CoCrFeNiSix 高熵合金涂層的組織及性能
2021-06-05 07:08:42郝文俊孫榮祿牛偉譚金花李小龍
表面技術 2021年5期
郝文俊,孫榮祿,2,牛偉,2,譚金花,李小龍
(1.天津工業大學 機械工程學院,天津 300387;2.天津市現代機電裝備技術重點試驗室,天津 300387)
目前對高熵合金的廣義定義,一般是指5 種或5種以上不同的主要元素組成,各種元素所占的原子數分數為5%~35%的多主元合金[1-3]。作為一種新興合金,較傳統合金有許多優異的性能和特點,主要體現在熱力學上的高熵效應、結構上的晶格畸變效應、動力學上的遲滯擴散效應以及性能上的“雞尾酒”效應[4],在性能上通常表現為高硬度、高強度、高耐磨性、高耐腐蝕性和耐高溫回火軟化等,可以滿足許多惡劣工作環境和特殊器材的需求。
目前,制備高熵合金的主要方式為真空電弧爐熔鑄法[5-7],但由于這種方法在實際生產中流動性差、擴散慢,在制備過程中,使用到的金屬或非金屬材料大多較為昂貴,所以制備塊材的成本較高[8]。YAO 等[9]使用電化學沉積技術制備出了BiFeCoNiMn 高熵合金薄膜,BRAECKMAN 等[10]通過磁控濺射制備了AlCoCrCuFeNi 高熵合金薄膜,但是通過這兩種方式制備出的涂層厚度較薄,在實際使用中存在適用范圍較小的問題。此外,CHENG 等[11]通過等離子熔覆技術制備了CoCrCuFeNi 高熵合金涂層,這種制備方法能量密度較大,對基材熱影響嚴重。激光熔覆技術冷卻速率高、組織致密度高、涂層與基材結合性好且熱影響較小,既能使原包層材料獲得優良的性能,又能使基材的熱效應降到最低,因此本文采用激光熔覆工藝制備高熵合金涂層,達到表面改性的目的[12-13]。
Co、Cr、Fe 和Ni 等過渡族金屬元素具有單一的fcc 或bcc 結構,這幾種元素之間的混合焓較小,這類合金易獲得簡單的面心或體心結構固溶體[14]。目前已有大量研究關于在CoCrFeNi 基合金中添加Al、Mo、Cu 等[15-17]金屬元素,研究其對CoCrFeNi 基合金組織及其性能的影響,而對一些非金屬元素(如Si 等)研究較少。在目前所已知的合金材料中,適當地添加Si 等自熔性非金屬元素對涂層的組織及性能有很大的影響[18],這類粉末通常都有較強的脫氧和造渣能力,有助于提高工藝型以及獲得耐磨性能良好的涂層。本試驗將采用激光熔覆技術在45#鋼表面制備CoCrFeNiSix(x=0.0, 0.5, 1.0, 1.5, 2.0)高熵合金涂層(文中以Si0.0、Si0.5、Si1.0、Si1.5、Si2.0表示),研究Si 含量對高熵合金涂層組織與性能的影響。
1 試驗
1.1 基材預處理及激光熔覆
試驗選用 45#鋼作為基材,線切割為 50 mm×25 mm×7 mm、50 mm×50 mm×7 mm 的試樣,依次用200、400、600、800、1000 目砂紙將基材表面打磨至光滑。將打磨好的基材在無水乙醇中清洗干凈,去除表面其他雜質。利用JA2003 電子精密天平(精度為±0.1 mg)稱量試驗設計所用的 Si 粉(純度≥99.99%,200 目)、CoCrFeNi 高熵合金粉(純度≥99.9%,45~105 μm,球型粉),相關參數見表1。將5 種不同配比的高熵合金粉末在球磨罐中混合,混合均勻的粉末在干燥箱內烘干后,采用預置粉末法涂敷在基材表面,涂層厚度為1 mm。
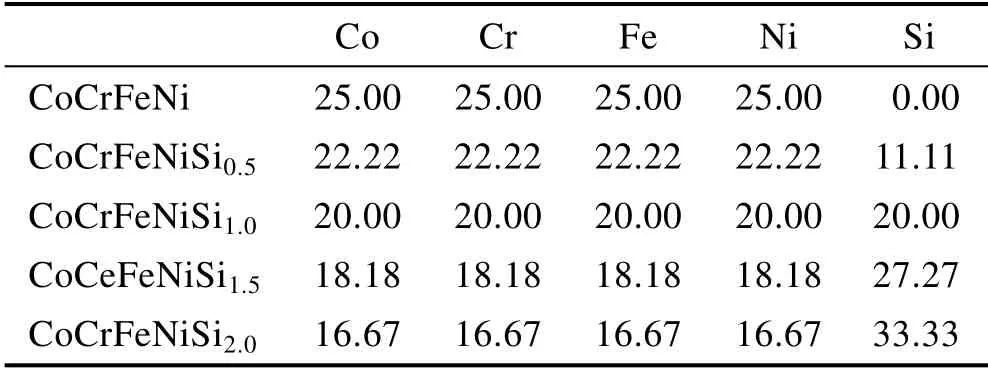
表1 CoCrFeNiSix 高熵合金的元素成分Tab.1 Elemental composition of CoCrFeNiSix HEAs cladding layer at.%
采用RFL-C1000 銳科光纖激光器,在50 mm×25 mm×7 mm 基材表面進行單道激光熔覆試驗,在50 mm×50 mm×7 mm 基材表面進行多道搭接激光熔覆試驗。根據高熵合金涂層表面的成形性,在多組試驗中選取最優工藝參數:激光功率P=800 W,掃描速度v=8 mm/s,光斑直徑D=2.0 mm,多道搭接率50%。
1.2 組織及性能測試
在激光熔覆之后,將試樣進行線切割,單道激光熔覆試樣尺寸為10 mm×10 mm×7 mm,多道為10 mm×10 mm×7 mm。分別使用400、600、800、1000、1200、1500 目砂紙打磨至光滑無劃痕,然后拋光至鏡面。用腐蝕劑(V(硝酸)∶V(冰醋酸)=2∶3)對熔覆層進行化學腐蝕。利用Leica DVM6 光學顯微鏡對試樣熔覆層的宏觀形貌、摩擦磨損形貌進行觀察,HITACHI TM3030 掃描電子顯微鏡(SEM)對試樣熔覆層的微觀組織進行觀察。利用D8 型X 射線衍射儀對涂層物相進行檢測。利用TUKON 2500 顯微硬度計對試樣顯微硬度進行測試,在橫截面上,縱向每100 μm 取1 個數據,同一水平位置取5 個數據并取平均值,試驗加壓10 N,加壓時間10 s。
使用M-2000 型摩擦磨損試驗機對高熵合金涂層的摩擦性能進行測試,對磨材料為淬火處理后的GCr15 鋼,硬度為HRC65,加壓為80 N,轉速為200 r/min,測試時間為20 min。利用Leica DVM6光學顯微鏡觀察磨損形貌,并對試驗前后磨損量進行稱量。
2 結果及分析
2.1 單道高熵合金熔覆層宏觀形貌分析
圖1 是單道高熵合金熔覆層的宏觀形貌,熔覆層表面沿著激光掃描方向有細小的波紋。在合金中加入少量的Si 時,表面呈現出較為良好的光滑平整狀態,之后隨著合金中Si 含量的升高,表面成形性變差。造成這一現象的主要原因是Si 元素降低了合金的熔點,提高涂層的潤濕能力,同時也改善了熔池的流動性和表面張力[19]。對于單道熔覆層來說,少量的Si可以改善表面的平整度,但由于激光熔覆過程中存在會向兩側吸粉,當合金中Si 繼續增加時,熔點與張力的減小會使熔池的流動性增加,從而造成熔覆過程中熔池的大小不均勻,表面波紋變得粗大,影響最后的成形性。

圖1 單道CoCrFeNiSix 高熵合金熔覆層的宏觀形貌Fig.1 Macro morphology of single CoCrFeNiSix HEAs cladding layer
激光熔覆涂層質量的好壞除了依據表面成形性,還可以根據稀釋率來判斷。圖2 是單道激光熔覆層橫截面宏觀形貌。在激光熔覆過程中為了使涂層與基材之間獲得良好的冶金結合,就需要使一部分基材熔化到熔池中與熔覆層結合,因此熔覆的合金涂層就會產生一定的稀釋作用。若稀釋率較大,那么對基材的影響也會較大;若稀釋率較小,會使熔覆層與基材之間的冶金結合效果變差,嚴重會產生涂層剝落的現象[20]。因此,有效控制稀釋率的大小,才能獲得良好的熔覆層。根據稀釋率計算公式[21](1)可得表2。

式中:A1為基材融化的截面積;A2為熔覆層截面積。
由表2 可知,合金的稀釋率都在20%左右,說明熔覆層與基材之間形成了良好的冶金結合。當合金中不添加Si 時,涂層的稀釋率為19.55%,當添加Si之后,稀釋率會升高,之后隨著Si 含量的增加,稀釋率逐漸減小。這是由于所添加的 Si 熔點低于CoCrFeNi 中各元素的平均熔點造成的,也就是說在相同的熔覆條件下,即能量密度相同的情況下,由于Si 熔點低,所吸收的熱量較少,最終導致傳送到基材上的熱量增多,因此稀釋率會升高。而隨著Si 含量的增加,使合金整體的形核率升高,晶粒得到了細化,所以晶間比表面積提升,晶體在冷卻過程中的凝固速率也隨之提升,熔池向基材擴散時間較少,因此隨著Si 含量的增加,合金涂層的稀釋率也會有一定程度的減小。潤濕角代表了兩種材料之間的潤濕性和相容性,當潤濕角小于90°時,說明兩相潤濕性良好,且潤濕角越小表示潤濕性越好[22]。由圖2 宏觀形貌可知,不同Si 含量單道熔覆層的潤濕角均小于90°,且隨著Si 含量的增加,涂層的潤濕角逐漸減小,說明涂層與基材之間的潤濕性良好,Si 元素的添加改善了熔覆層與基材之間的潤濕性。
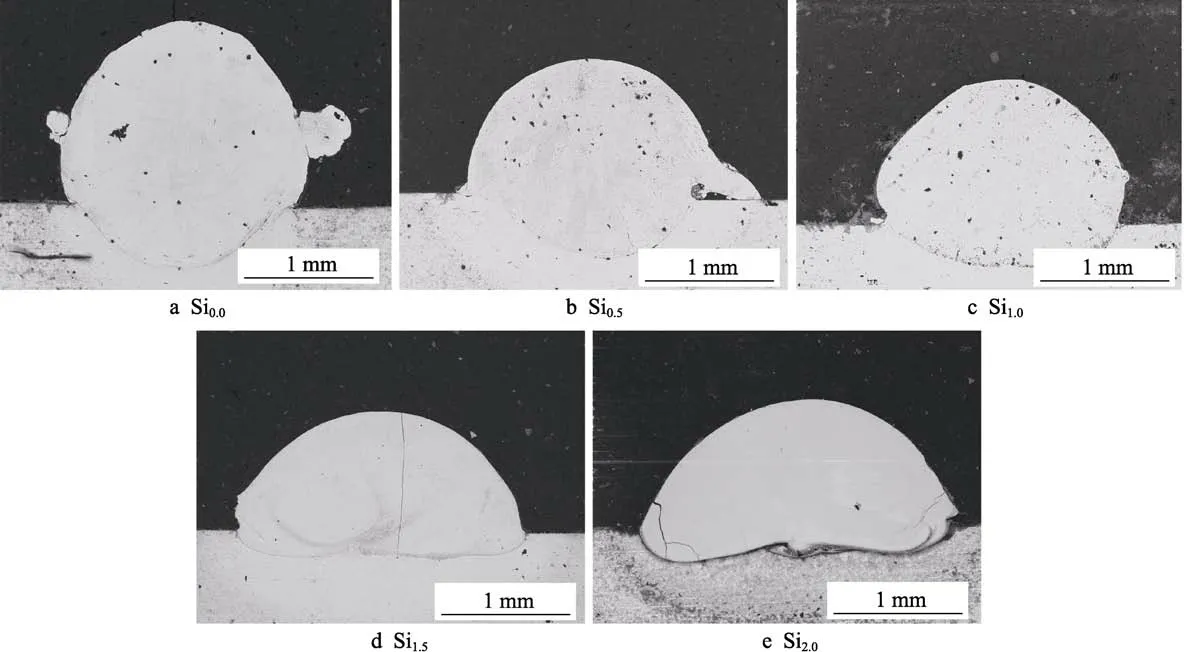
圖2 單道CoCrFeNiSix 高熵合金熔覆層的截面形貌Fig.2 Cross-sectional morphology of single CoCrFeNiSix HEAs cladding layer

表2 CoCrFeNiSix 高熵合金的稀釋率Tab.2 Dilution rate of CoCrFeNiSix HEAs cladding layer
熔覆層邊緣出現球型顆粒是由于熔覆過程中,激光邊緣能量不足,未進入熔池的顆粒濺射到大氣中冷卻,最后粘結在熔覆層表面形成熔渣。隨著Si 含量的增大,涂層表面熔渣量逐漸減少,這是由于熔池流動性的增加,使激光熔覆中的顆粒飛濺現象減少。
2.2 多道搭接高熵合金熔覆層宏觀形貌
圖3 為多道搭接高熵合金熔覆層的表面宏觀形貌。可以看出,當Si 原子數分數為0%時,涂層的成形性較差,隨著Si 添加量的增大,涂層表面連續均勻,成型狀況變好。由單道分析可知,Si 可以改善合金熔覆層與基體之間的潤濕性,使表面質量提高。同理,由多道熔覆層形貌可以推測出Si 改善了涂層與涂層之間的潤濕性。相比于單道激光熔覆層來說,多道搭接激光熔覆層呈現出不同的形貌特點,這是由于激光熔池的不同冷卻速率影響了涂層的凝固過程。對于單道而言,熔覆前基材處于室溫狀態,所以熔覆過程中與熔池之間有較大的溫差。另外,再加上激光熔覆技術固有的快速升溫冷卻機制,會使涂層凝固時有較大的冷卻速率和過冷度[23]。而對于多道搭接來說,由于上一道熔覆的試樣已經對基材有了預熱效果,所以熔池與基材之間的溫差也會降低,從而使冷卻速率和過冷度變小[24]。

圖3 多道CoCrFeNiSix 高熵合金熔覆層的表面形貌Fig.3 Surface morphology of multi-channel CoCrFeNiSix HEAs cladding layer
2.3 物相分析與組織觀察
圖4 為CoCrFeNiSix高熵合金表面的XRD 衍射圖譜。從圖4 中可以看出,熔覆層中的相遠遠小于Gibbs 相率計算所得的相數。當不含 Si 元素時(x=0.0),合金為單一的fcc 相。隨著Si 含量的升高,fcc 相的衍射強度減弱,并出現bcc 相;隨著Si 含量繼續升高,bcc 相的衍射強度先變強后降低。這是因為適量的Si 有助于改善合金結晶時的點陣空缺,降低晶格畸變。但如果合金的Si 含量過多,在合金中會以固溶體的形式存在,使合金的畸變能提高,與化合物相比,整個體系的自由能降低[25]。當x=2.0 時,全部轉化為bcc 相,說明Si 是bcc 相的促成元素。

圖4 CoCrFeNiSix 高熵合金熔覆層的X 射線衍射圖譜Fig.4 X-ray diffraction pattern of CoCrFeNiSix HEAs cladding layer
2.4 熔覆層組織形貌分析
圖5 為激光熔覆不同Si 含量CoCrFeNiSix高熵合金單道熔覆層微觀組織的SEM 形貌圖。表3 為不同Si 含量晶粒內部與晶界做EDS 分析。可以看出,當Si 原子數分數為0%時,熔覆層的晶粒比較粗大,平均粒徑在5 μm 左右,組織主要以等軸晶結構為主,晶粒排列緊湊,且粒徑較為均勻。出現這種現象的主要原因是因為涂層中的形核率較低,所以在晶粒形成和長大過程中,不會出現大規模的成分擴散。另外,由于高熵合金自身所具有的遲滯擴散作用[26],多種元素的存在,影響了相的分離過程,降低了原子的擴散速率,所以給了晶粒足夠的時間去生長。當x=0.5 時,晶粒由方塊狀的等軸晶轉變為柱狀晶,并且有枝晶生成的趨勢。這主要是由于在合金冷卻過程中,Si 作為非金屬元素與其他合金元素溶解性差,原子半徑小,發生凝固時被排斥到了晶界之間,形成bcc1 相固溶體,少量的Si 固溶到晶粒內部形成bcc2 相固溶體,隨著晶粒的生長,Si 在晶界中的濃度增高,使枝晶生長受阻,從而得到方向較為均勻的長條狀等軸晶,但在組織中還可以看到有枝晶生長的趨勢。當x=1.0 時,晶體結構主要以枝晶狀結構為主,可以看出合金以樹枝狀生長方式結晶。凝固過程中,率先結晶的枝干沿垂直于固液界面朝同一方向生長,形成主晶軸,主晶軸在結晶時向兩側放出潛熱,于是又在液相中垂直于主晶軸方向產生二次晶軸。由于晶界中Si 的偏析,對枝晶的長大有了一定的阻礙作用,抑制了樹枝晶的生成,所以樹枝晶由較為粗大的一次晶軸和二次晶軸組成。當x=1.5 時,涂層有許多不規則晶粒出現。當x=2.0 時,組織主要由蜂窩狀晶體組成,但與x=0 相比,組織更加細小,平均粒徑在3 μm 左右。研究表明[27],添加Si 可以提高形核率,從而可以得到更加致密的組織,起到細化晶粒的作用,為涂層良好的性能提供了保證。

圖5 CoCrFeNiSix 高熵合金熔覆層組織形貌Fig.5 Microstructure of single CoCrFeNiSix HEAs cladding layer
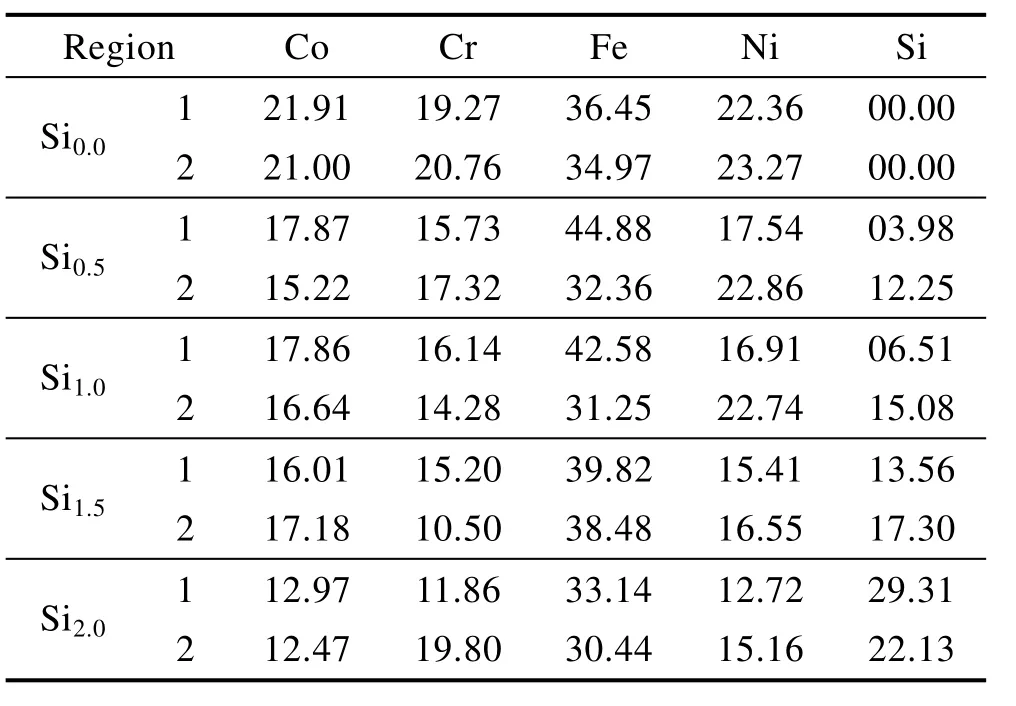
表3 涂層測試點EDS 分析Tab.3 EDS analyses of test points in coatings wt.%
2.5 顯微硬度分析
圖6 為熔覆層由表面到基體的顯微硬度分布曲線,Si0.0、Si0.5、Si1.0、Si1.5、Si2.0涂層的平均硬度分別為452.1、483.4、549.8、563.1、586.5HV0.5,涂層整體可以分為熔覆區、熱影響區和基材三部分。由圖6 可知,隨著Si 含量的升高,涂層的顯微硬度逐漸升高,當x=2.0 時,硬度達到最高,熔覆層的硬度較基材有了顯著提高,約為基材硬度的3 倍。在加入少量的Si 時,雖然變化趨勢較緩但硬度有所提升,這是因為半徑較小的Si 原子會提高涂層微觀組織的致密度,使得晶界之間的滑移變得困難,從而在宏觀上表現為硬度的提高。當加入等量的Si 時,合金的硬度有了顯著提高,之后變化趨勢再次減緩。由圖5 分析得到,Si 元素的添加提高了合金涂層的致密度,晶粒變的更加均勻細小,因此硬度提升。

圖6 CoCrFeNiSix 高熵合金熔覆層的顯微硬度Fig.6 Microhardness of CoCrFeNiSix HEAs cladding layer
2.6 熔覆層耐磨性分析
CoCrFeNiSix高熵合金熔覆層在相同摩擦磨損試驗條件下的磨損量對比如圖7 所示。由圖7 可知,x=0.0、0.5、1.0、1.5、2.0 時,涂層的磨損量分別為9.45、8.85、7.31、6.23、5.62 mg。可以發現,在不添加Si 時,涂層的磨損量最大,之后隨著Si 含量的提升,熔覆層的磨損量顯著減小。當x=2.0 時,磨損量最小,為不添加Si 時涂層磨損量的59.47%。

圖7 CoCrFeNiSix 高熵合金熔覆層的磨損量Fig.7 Wear of CoCrFeNiSix HEAs cladding layer
根據耐磨性原理[28]可知,涂層的磨損率越低,耐磨性越好,反之,耐磨性越差。由試驗結果可得,x=2.0時,涂層在相同條件下的磨損量最少,其耐磨性也最好。這是由于在合金中添加Si 元素后,熔覆層中的晶粒被細化,組織的致密度升高,導致合金的硬度有所提升,因此在試驗中可以發現,合金涂層的磨損量逐漸減少,涂層的耐磨性有了一定提升。
2.7 熔覆層摩擦因數分析
CoCrFeNiSix高熵涂層的摩擦因數如圖8 所示。由圖8 可知,各個不同比例的試樣,其摩擦因數在剛開始時都表現出逐漸升高的趨勢,一段時間之后穩定到一個固定值附近。這是因為在試驗剛開始的時候,試樣與磨輪之間為線接觸,隨著試驗的進行,試樣表面發生磨損,接觸方式變為面接觸,終于穩定在一個定值附近。摩擦層能否發揮出良好的減摩作用,取決于涂層的性能特征,如力學性能、致密度以及和基材之間的結合性等。由圖8 可看出,當x為0.0、0.5、1.0、1.5、2.0 時,熔覆層的摩擦因數分別穩定在0.69、0.68、0.60、0.55、0.49,可見Si 含量的增加提升了涂層的減摩性。由圖5、圖6 可知,熔覆層組織的變化過程為:晶粒粗大的等軸晶-枝晶-晶粒細小的等軸晶,硬度變化也隨Si 含量的增加而增加,致密的組織可以提高熔覆層抵抗外部切削力的能力,硬度的提升可以提高熔覆層抗塑性變形能力,所以熔覆層的摩擦因數降低,合金涂層的減摩性能有了一定的提高。

圖8 CoCrFeNiSix 高熵合金的摩擦因數Fig.8 Friction coefficient of CoCrFeNiSix HEAs cladding layer
2.8 熔覆層磨損形貌分析
圖9 為CoCrFeNiSix高熵合金涂層在同等測試條件下的磨損形貌圖。觀察試樣表面形貌,當不添加Si 時,可以發現在試樣的磨損處有大量不規則的犁溝,磨痕表面存在凹陷結構,表面發生了一定的塑性變形。試驗中,能在GCr15 摩擦副表面發現一些片狀磨屑,表明其主要磨損機制為粘著磨損。當添加Si后,摩擦磨損表面比較光滑,存在十分明顯的犁溝現象,且犁溝之間有平行于磨輪滑行方向,這是在摩擦過程中硬質顆粒或硬質相從材料表面脫落,磨粒在載荷作用下對表面進行了微觀切削,此時的磨損機制是磨粒磨損。隨著Si 含量的提升,試樣表面的劃痕深度逐漸變淺,劃痕數量明顯減少,與硬度變化呈正相關。

圖9 磨損形貌Fig.9 Wear morphology
3 結論
1)適量的Si 可以提高合金涂層的成形性,改善熔覆層與基材之間的潤濕能力。
2)CoCrFeNi 高熵合金涂層為fcc 結構,添加Si之后,合金向bcc 結構轉變。
3)Si 在合金中可以起到細化晶粒、提高組織致密度的作用。熔覆層組織隨Si 含量的增加,由等軸晶變為枝晶再變為等軸晶,組織更加均勻致密。當Si 含量最高時,涂層的硬度達到最高,為586.5HV0.5,約基材的3 倍。
4)摩擦磨損試驗表明,Si 可以改善涂層的耐磨減摩性能,當Si 的添加量最高時,其磨損量最少,為5.62 mg,摩擦因數也最小,為0.49。CoCrFeNi 高熵合金涂層表面的主要磨損形式為粘著磨損,隨著Si 含量的提升,主要磨損方式轉變為磨粒磨損。
