改善天絲面料原纖化的染整工藝
2021-06-07 10:05:28張戰(zhàn)旗呂文泉齊元章劉添濤孫曉敏
染整技術(shù) 2021年5期
關(guān)鍵詞:工藝
張戰(zhàn)旗,呂文泉,李 鑫,齊元章,王 冰,劉添濤,孫曉敏
(1.魯豐織染有限公司,山東淄博 255100;2.魯泰紡織股份有限公司,山東淄博 255100;3.中國(guó)紡織科學(xué)研究院,北京 100025;4.中國(guó)印染行業(yè)協(xié)會(huì),北京 100006)
近年來(lái),隨著人們消費(fèi)水平的提高,休閑類服裝面料的需求量不斷增加,天絲面料因?yàn)槿彳浀氖指校瑑?yōu)異的吸濕透氣、懸垂性以及真絲般的光澤受到廣大消費(fèi)者的喜愛(ài)。
天絲具有獨(dú)特的原纖結(jié)構(gòu),容易在染整加工或服用過(guò)程中因機(jī)械摩擦產(chǎn)生原纖化,導(dǎo)致面料起毛起球,甚至失去光澤,影響穿著的美觀。為了解決這一缺點(diǎn),纖維廠商通常采用提前進(jìn)行交聯(lián)的辦法來(lái)克服[1],例如蘭精公司生產(chǎn)的A型天絲和LF型天絲分別采用不同樹脂進(jìn)行交聯(lián)。從交聯(lián)程度來(lái)說(shuō),A型天絲屬于100%交聯(lián)型[2],發(fā)生原纖化的概率最低,因此受到很多終端客戶及面料廠商的青睞。但A型天絲所用樹脂耐酸不耐堿,而染整前處理及染色均在堿性條件下進(jìn)行,易導(dǎo)致原有交聯(lián)的破壞,重新產(chǎn)生原纖化問(wèn)題,甚至有釋放甲醛的風(fēng)險(xiǎn)。
本研究對(duì)天絲面料的前處理及染色工藝進(jìn)行了系統(tǒng)的研究,前處理采用低堿冷堆代替高溫堿煮,降低活性及還原染色固色堿劑用量,避免高溫、堿性環(huán)境對(duì)天絲原纖化的影響,解決天絲面料洗后毛羽重及光澤啞暗的問(wèn)題,可有效提升天絲面料的品質(zhì)。
1 實(shí)驗(yàn)
1.1 材料與設(shè)備
材料:A型天絲纖維與棉混紡面料(天絲11.7 tex×棉/天絲11.7 tex×571×304);NaOH,H2O2,穩(wěn)定劑HP-S,螯合劑SQ-N,滲透劑JFC。
設(shè)備:WZ-400樹脂壓染試樣小軋車,M-6連續(xù)定形烘干機(jī),貝寧格退煮機(jī),貝寧格漂白機(jī),冷軋堆機(jī)。
1.2 測(cè)試
毛效:沿著織物的經(jīng)向裁取標(biāo)準(zhǔn)試樣,長(zhǎng)230~250 mm,寬(25.0±0.5)mm,將標(biāo)準(zhǔn)試樣分別粘貼在毛細(xì)管效應(yīng)儀橫梁架上,使試樣上面的零位置線與標(biāo)尺上面處于同一水平零位,然后把試樣平放在試驗(yàn)臺(tái)上測(cè)量溶液上升的高度,即試樣零位置線(即起點(diǎn))到溶液上升高度(即終點(diǎn),5 min)的距離。
白度:將布樣折疊4層確保織物不透光狀態(tài)下,利用Datacolor測(cè)色儀器在標(biāo)準(zhǔn)光源D65、10°視角下測(cè)白度,測(cè)4次取平均值。
甲醛質(zhì)量分?jǐn)?shù):將經(jīng)過(guò)稱量的試樣在40℃的水溶液中萃取60 min,從織物上萃取的甲醛被水吸收,然后萃取液用乙酰丙酮顯色,顯色液用分光光度計(jì)比色測(cè)定甲醛質(zhì)量分?jǐn)?shù)。
手感:將試樣裁成尺寸為30 cm×30 cm的布樣,在標(biāo)準(zhǔn)恒溫恒濕環(huán)境中調(diào)濕12 h,3人采用觸摸的方法從柔軟度、蓬松度和滑爽感方面進(jìn)行評(píng)價(jià),以★的多少表征手感的優(yōu)異程度,★越多手感越好。
面料檢測(cè)標(biāo)準(zhǔn)見表1。

表1 面料檢測(cè)標(biāo)準(zhǔn)
2 結(jié)果與討論
2.1 前處理流程
在染整加工過(guò)程中,前處理是影響含有天絲纖維面料原纖化的關(guān)鍵工序。當(dāng)棉、天絲混紡時(shí),因棉紗含有大量棉籽殼,在前處理過(guò)程中需利用燒堿去除[3],才能有效地控制染色、后整理等后道工序的產(chǎn)品質(zhì)量。但由于天絲耐酸不耐堿,當(dāng)堿用量過(guò)高時(shí),天絲纖維交聯(lián)處會(huì)被破壞產(chǎn)生毛羽。為了減少面料洗后原纖化的現(xiàn)象,首先確定合適的前處理加工流程,對(duì)比不同工藝流程下面料的主要性能指標(biāo)。由表2可以看出,方案1的毛效、吸水性、白度、手感較其他2個(gè)方案均更好,因此確定最佳前處理加工流程為:冷堆→漂白。
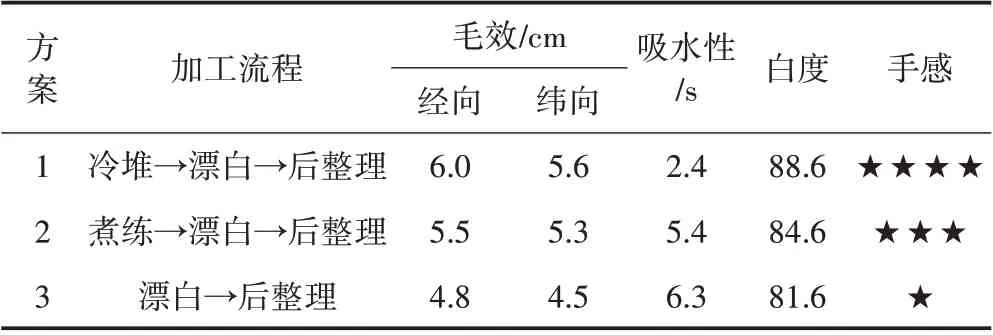
表2 不同流程對(duì)織物性能的影響
2.2 冷堆工藝優(yōu)化
在前處理加工中,冷堆工藝為:燒堿40 g/L、雙氧水5 g/L,在25℃室內(nèi)堆置24 h。但由于冷堆工藝中燒堿用量過(guò)高,天絲纖維耐堿性較差[4],容易產(chǎn)生原纖化,需對(duì)冷堆工藝進(jìn)行優(yōu)化。
2.2.1 燒堿用量
選用雙氧水5 g/L、堆置溫度25℃、堆置時(shí)間24 h,對(duì)燒堿用量進(jìn)行研究。由表3可以看出,當(dāng)燒堿用量為10 g/L時(shí),甲醛質(zhì)量分?jǐn)?shù)為6.8×10-6,布面無(wú)毛羽情況,但面料毛效較低,無(wú)法滿足后道加工的要求;當(dāng)燒堿用量提升到15 g/L后,繼續(xù)提升用量,毛效不再繼續(xù)升高,且斷裂強(qiáng)力有所下降;當(dāng)燒堿用量為30 g/L時(shí),纖維交聯(lián)處被嚴(yán)重破壞,甲醛質(zhì)量分?jǐn)?shù)高達(dá)66.5×10-6,且布面有明顯的毛羽。故確定最佳燒堿用量為15 g/L。
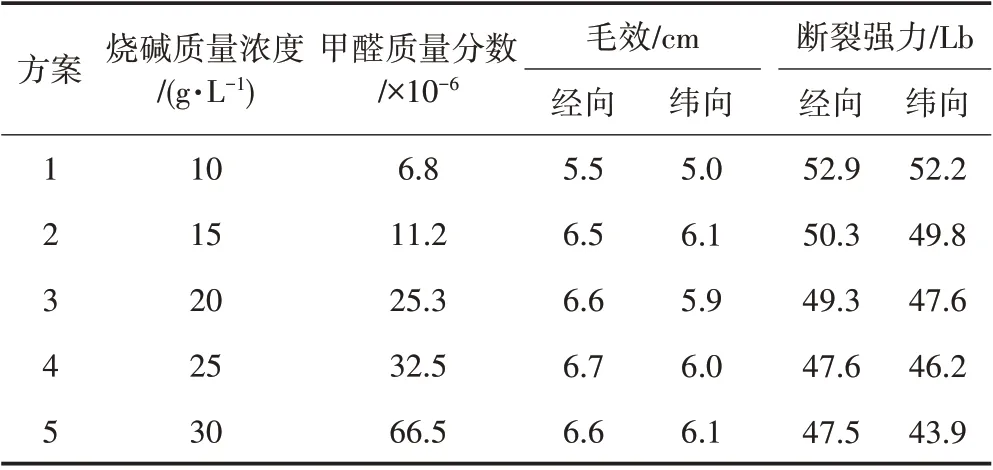
表3 燒堿用量對(duì)織物性能的影響
2.2.2 堆置時(shí)間
選用燒堿用量15 g/L、雙氧水用量5 g/L、堆置溫度25℃,對(duì)堆置時(shí)間進(jìn)行研究。由表4可以看出,堆置時(shí)間延長(zhǎng),斷裂強(qiáng)力差異不明顯,但毛效有所提升,在堆置時(shí)間達(dá)到20 h時(shí)達(dá)到平衡。因此,確定最佳冷堆工藝為:燒堿15 g/L、雙氧水5 g/L、堆置時(shí)間20 h,面料斷裂強(qiáng)力經(jīng)向?yàn)?2.3 Lb,緯向?yàn)?0.6 Lb,毛效經(jīng)向可達(dá)6.5 cm,緯向?yàn)?.2 cm。
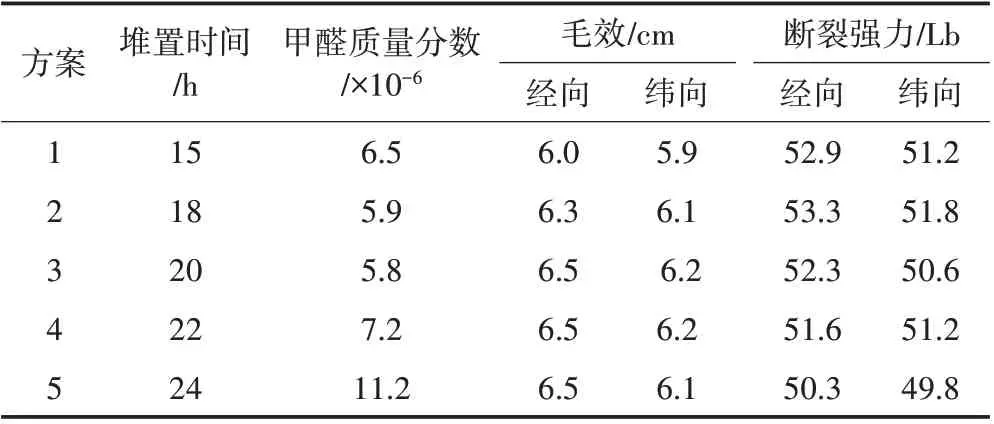
表4 堆置時(shí)間對(duì)織物性能的影響
2.3 染色工藝優(yōu)化
在染色過(guò)程中,根據(jù)顏色要求采用不同類型的染料進(jìn)行染色。常用的活性染料需要借助堿進(jìn)行上染固色,而還原染料不溶于水,需在堿性強(qiáng)的還原液中還原成為隱色體鈉鹽才能上染纖維[5]。因此,染色過(guò)程中堿用量需求過(guò)高將會(huì)影響面料的洗后原纖化,需調(diào)整染色時(shí)堿用量,減少對(duì)纖維的損傷[6]。
2.3.1 活性染色工藝研究
選用元明粉220 g/L、防染鹽7 g/L時(shí),對(duì)燒堿用量及氣蒸溫度進(jìn)行實(shí)驗(yàn)對(duì)比。由表5可以看出,當(dāng)燒堿用量為4 g/L、氣蒸溫度為100℃時(shí),耐酸汗?jié)n變色牢度為3~4級(jí),耐濕摩擦色牢度為2~3級(jí),達(dá)不到標(biāo)準(zhǔn)要求。當(dāng)燒堿用量為8 g/L、氣蒸溫度為100℃時(shí),甲醛質(zhì)量分?jǐn)?shù)及色牢度均能達(dá)到客戶要求,且上染率可達(dá)82%。再提升燒堿用量染料的上染率沒(méi)有提升,甲醛質(zhì)量分?jǐn)?shù)有所提升,色牢度改善不大。所以,最終確定活性染色固色燒堿用量為8 g/L。
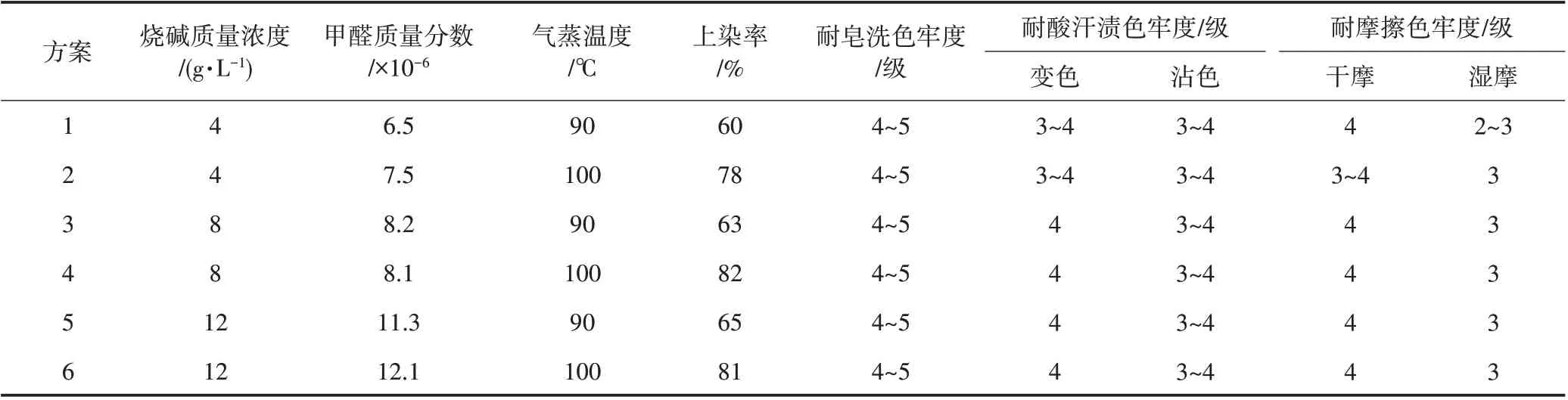
表5 燒堿用量對(duì)面料性能的影響
2.3.2 還原染色工藝研究
選用保險(xiǎn)粉220 g/L,對(duì)燒堿用量進(jìn)行實(shí)驗(yàn)對(duì)比。由表6可以看出,當(dāng)燒堿用量為8 g/L時(shí),甲醛質(zhì)量分?jǐn)?shù)為7.2×10-6,布面光潔無(wú)毛羽,但耐酸汗?jié)n變色牢度為3~4級(jí),耐濕摩擦色牢度為2~3級(jí),色牢度達(dá)不到標(biāo)準(zhǔn)要求;當(dāng)燒堿用量為12 g/L時(shí),色牢度均合格,且甲醛質(zhì)量分?jǐn)?shù)在10×10-6以內(nèi),布面光潔無(wú)毛羽。最終確定燒堿用量為12 g/L。
(2)燒堿用量越高,原纖化程度越明顯,最佳冷堆工藝為:燒堿15 g/L、雙氧水5 g/L、堆置時(shí)間20 h。
(3)活性染色固色燒堿用量為8 g/L,還原染料染色時(shí)燒堿用量為12 g/L,可保證各項(xiàng)色牢度合格,避免堿性過(guò)高對(duì)原纖化造成影響。
(4)對(duì)天絲工藝及性能的研究可解決面料原纖化的問(wèn)題,洗后布面無(wú)明顯毛羽,同時(shí)保證甲醛質(zhì)量分?jǐn)?shù)在10×10-6以內(nèi)。
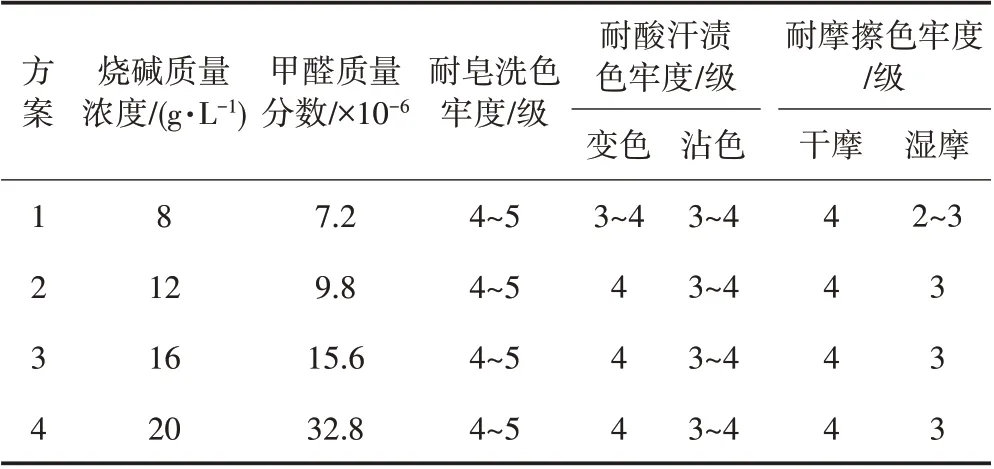
表6 還原劑對(duì)面料性能的影響
3 結(jié)論
(1)通過(guò)改善天絲的染整工藝,最終確定加工流程為:冷堆→漂白→染色→后整理。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
