注射模斜頂孔加工工藝設計與改進
2021-06-07 01:45:46馬云鵬孫宇晨丁友生任長春
模具制造 2021年4期
馬云鵬,孫宇晨,丁友生,任長春
(南京信息職業技術學院,江蘇南京 210023)
1 引言
隨著我國制造業水平的不斷提高,傳統機械加工格局發生了深刻的變化,特別是CAD/CAM/CAE等技術迅速普及,這些技術的應用將使得原本復雜難以操控的工藝大大簡化,從而使生產效率得到提高,成本大為下降。注射模的制造較為復雜,主要原因首先是結構復雜,再就是裝配、運動要求較高,還有流動成型等,因此對于注射模的制造工藝深入探究顯得尤為重要,這里主要針對一典型注射模斜頂部分的加工工藝進行分析與優化設計,旨在提高加工質量及生產效率。
2 結構分析
該注射模總體結構如圖1所示,型號為CI2020-A50B50C70,設計過程在這里略去,頂出采用司筒頂桿,雙滑塊結構,斜頂孔采用標準斜導方孔設計,如圖1為其主要結構。本文主要針對其斜頂孔部分的加工工藝進行了重新設計及改進,斜頂原理如圖2所示。傳統加工可采用慢走絲線切割、電火花加工或其它一些特種方法,特點是:尺寸穩定、加工精度好,但設備昂貴、加工成本高及效率低,這對中小型模具廠是難以承受的,因此這里仍然采用快走絲線切割,快走絲線切割加工精度可達IT6級,表面粗糙度值可達Ra6.3μm,如能控制好,完全可達到模具加工、裝配及生產之要求。
模具型腔坯料為110×110×40mm方料,要求在相應位置有一斜導孔(此處為方孔,斜度8°),工藝難點在于其方孔和底面有個8°的傾角如圖3所示,以目前模具廠常用的加工方法基本采用線切割,而在線切割時必須解決兩個工藝問題。
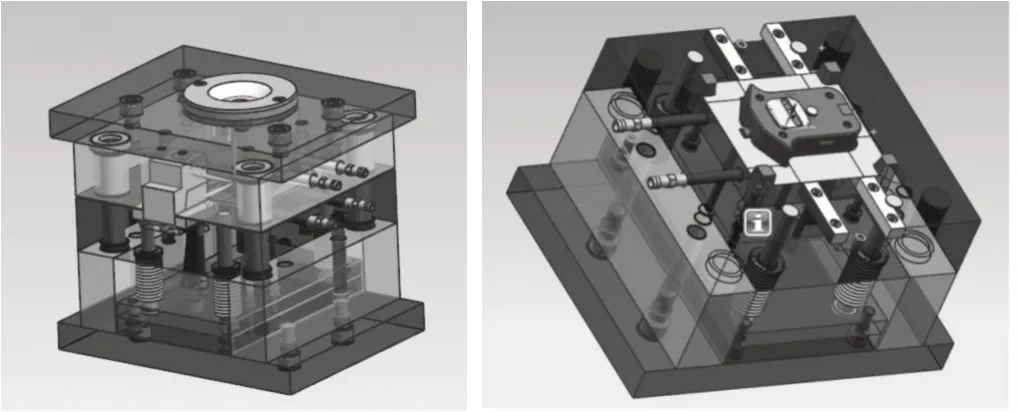
圖1 注射模整體結構

圖2 斜頂2D結構
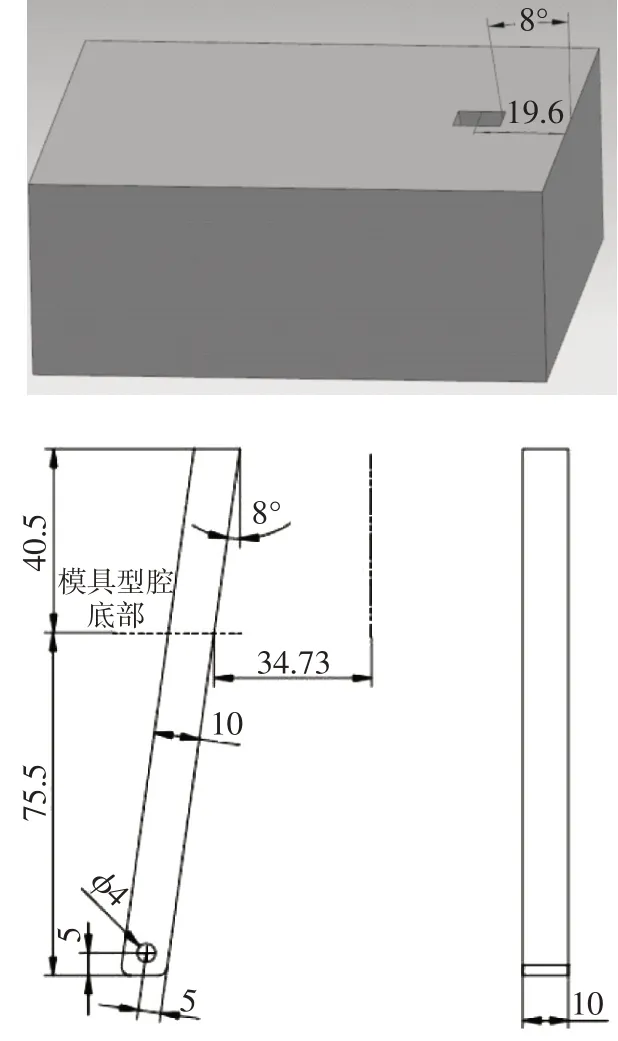
圖3 模具型腔坯料斜頂方孔及斜頂
(1)穿絲孔必須和斜孔的方向一致,如果采用鉆床加工很難保證孔的方向和位置的準確性,這必然會產生較大的積累誤差。
(2)理論上講快走絲線切割機是能夠加工斜孔的,即通過U、V軸(3~4軸)的聯動實現斜度的補償來實現,但是必須手動計算補償量。如圖4所示,由于H1、β已知,根據三角函數公式a=H1×tanβ、b=H3×tanβ計算出下導輪中心偏移到O1位置,上導輪中心偏移到O2位置,即為了保證加工錐度β,X軸在原編程面坐標值基礎上實際位移到O1處;U軸在原編程面坐標值基礎上實際位移到O2處。目前市面上絕大多數快走絲U、V軸的精確度和穩定性都比較差,同時在加工斜度時基準位置也很難精確找正,實際上U、V軸聯動加工的精度并不高,達不到實際使用要求。
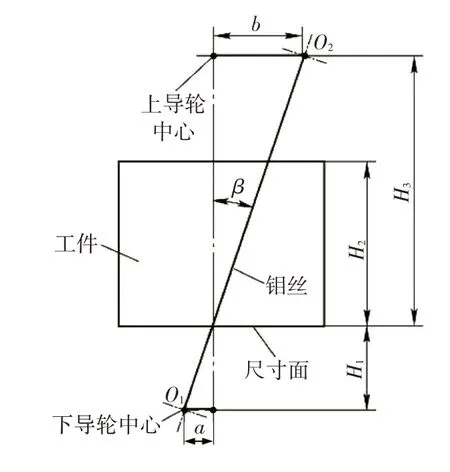
圖4 線切割錐度加工
綜上所述,工藝問題的關鍵在于穿絲孔的加工精度和斜孔加工的基本方法要得到解決,否則無法保證斜頂的正常配合和運動,使模具質量下降甚至達不到使用要求。
3 斜頂孔加工工藝設計與改進
第一步為保證加工的精度及工藝的穩定性,設計了一套線切割專用夾具,如圖5所示,其中采用了“線切割斜墊鐵”,斜墊鐵底面與裝夾平面為8°傾角,斜頂孔與斜墊鐵底面垂直,線切割時斜墊鐵置于工作臺上,校正鉬絲垂直度即可。模仁鑲塊為一方鐵六面均磨削有較高精度(IT6以上,粗糙度值可達Ra0.8μm),也就是只要斜墊鐵及線切割機精度足夠即可保證斜度達到要求。
因此在工藝過程中獲得合格的斜墊鐵就顯得尤為重要,其一斜墊鐵為非標件必須自行設計加工;其二不同的模具工件尺寸及角度不盡相同。通過大量分析及實踐,發現可先在模具CAD(Computer Aided Design)系統根據具體情況設計斜墊鐵,這個環節在模具設計的過程中即可完成(或者模具設計后再補充設計),后用線切割加工斜墊鐵,圖6所示為斜墊鐵加工圖檔(CAD直接導入線切割加工系統如:CAXA、AUTOCUT等)及加工后的實物,檢驗后發現斜度尺寸完全合格且誤差較小。
第二步的關鍵問題是提高斜孔位置度(孔位的準確性),在這里為了兼顧加工精度和效率,采用劃線投影法。孔位的尺寸數據可通過計算或在CAD系統中獲取均可,如圖7所示(本例L=19.57mm),通過劃線找正穿絲孔,然后使用斜墊鐵安裝在電火花穿孔機上打一φ1mm孔,在此要注意,穿絲孔不可用臺式鉆床加工,原因是臺式鉆床加工精度較低(位置不準)還有此處為斜孔鉆孔時很易把孔引偏,而電火花穿孔機在加工時沒有切削力的限制,只需劃線和對刀精確即可達到要求,再將整個工裝及工件裝在快走絲線切割機上穿入鉬絲,后使用投影法精確定位,確認無誤后即可完成加工。
4 結論
本例完成了斜頂孔的加工工藝設計與優化(模具加工的其余部分在這里略去)發現雖然斜頂及斜頂孔的加工難度比較大,但只要工藝合理并不斷優化和改進,就可以加工出較為理想的產品,圖8所示為鑲塊與夾具裝配實物樣件,最終完成了整副模具的裝配并進行了生產證明此工藝可行。
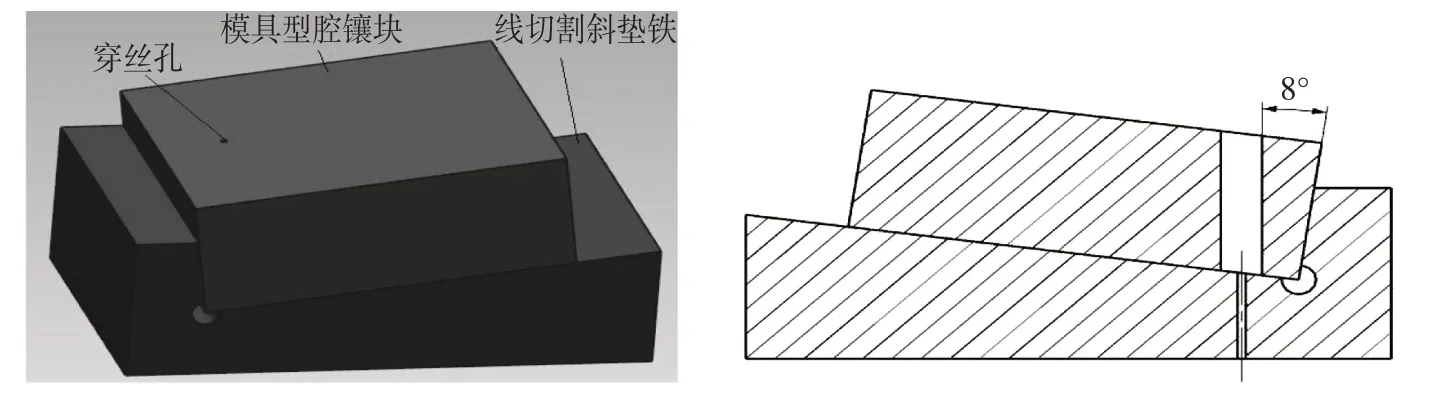
圖5 在線切割加工中的斜墊鐵結構
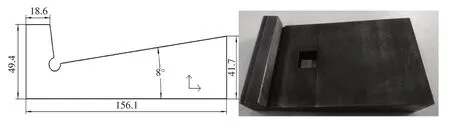
圖6 斜墊鐵二維及實物
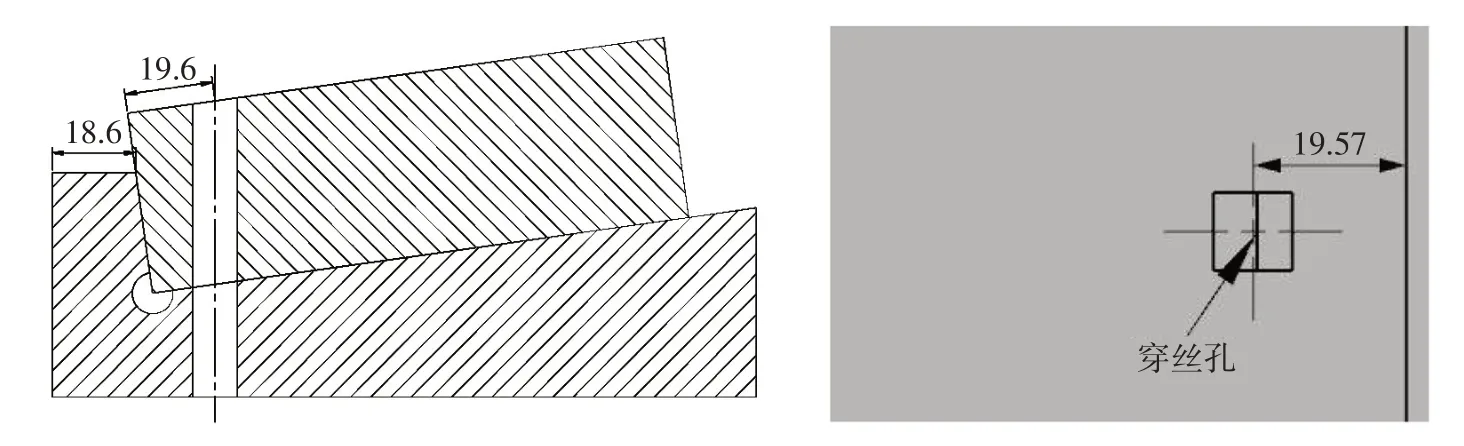
圖7 CAD系統中孔位
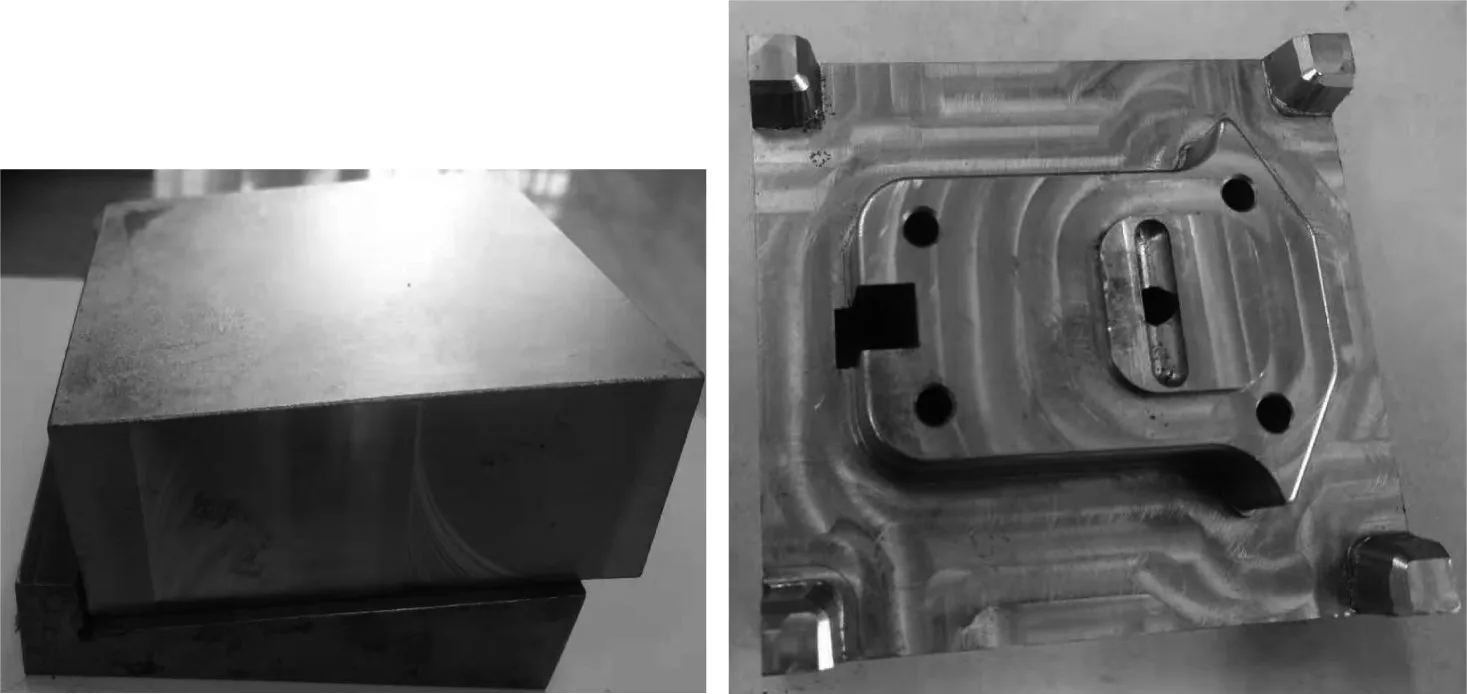
圖8 鑲塊與最終加工實物
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03