持久抗菌銅改性聚酯纖維雙層織物的設計與生產*
2021-06-08 07:19:02馬順彬
產業用紡織品 2021年12期
馬順彬
1. 江蘇工程職業技術學院,江蘇 南通 226007;2. 南通潤禾紡織有限公司,江蘇 南通 226010
功能性紡織品,尤其是抗菌紡織品深受消費者青睞。獲得抗菌紡織品的途徑比較多:采用羅布麻、竹原纖維等天然抗菌纖維獲得抗菌紡織品;采用殼聚糖纖維等再生纖維獲得抗菌紡織品;采用銀離子、銅離子等對纖維進行改性來獲得抗菌紡織品;采用抗菌劑進行后整理來獲得抗菌紡織品;等等。不同途徑獲得的抗菌紡織品在成本、持久性、安全性等方面各有千秋[1]。本文采用銅改性聚酯纖維為原料紡制11.8 tex紗線,設計并生產高經密、持久抗菌銅改性聚酯纖維雙層織物。
1 織物設計
1.1 織物規格設計
為增加織物的抗菌性能,采用接結雙層組織生產持久抗菌銅改性聚酯纖維雙層織物,紗線性能如表1所示,織物規格如表2所示。
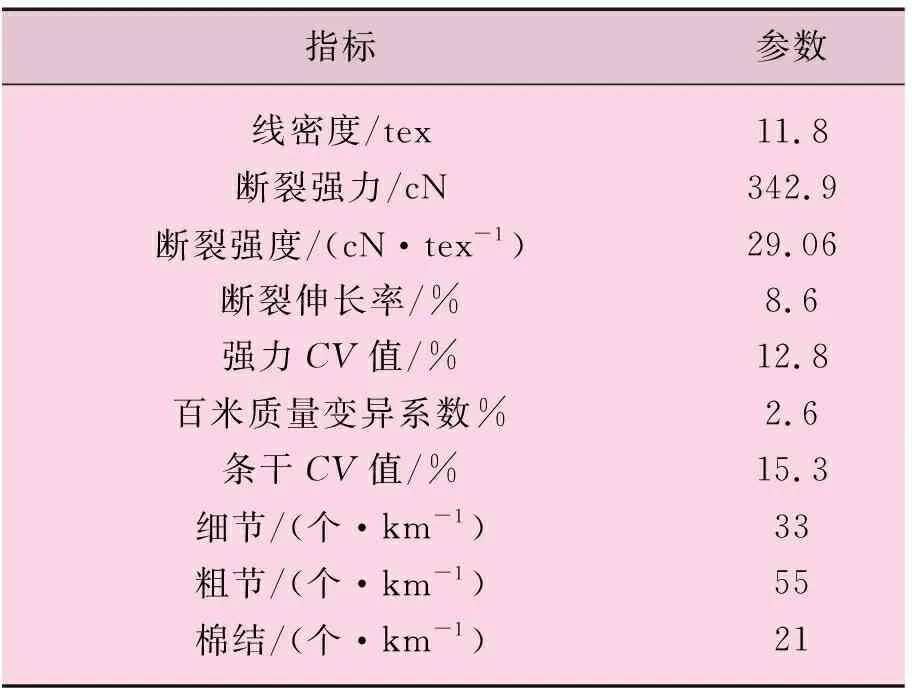
表1 紗線性能
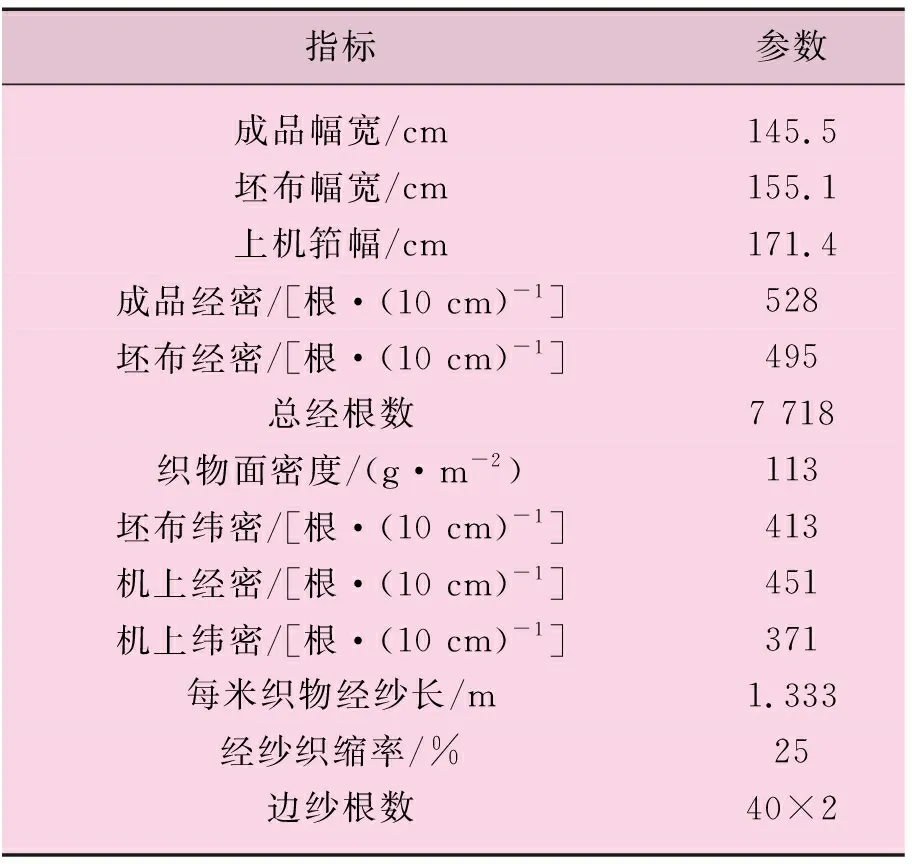
表2 織物規格
1.2 色紗設計
用紗量見表3,其中A代表漂白色,B代表黃色,C代表玫紅色,D代表中藍色,E代表果綠色;80根邊紗采用雜紗,不計入經紗用量。
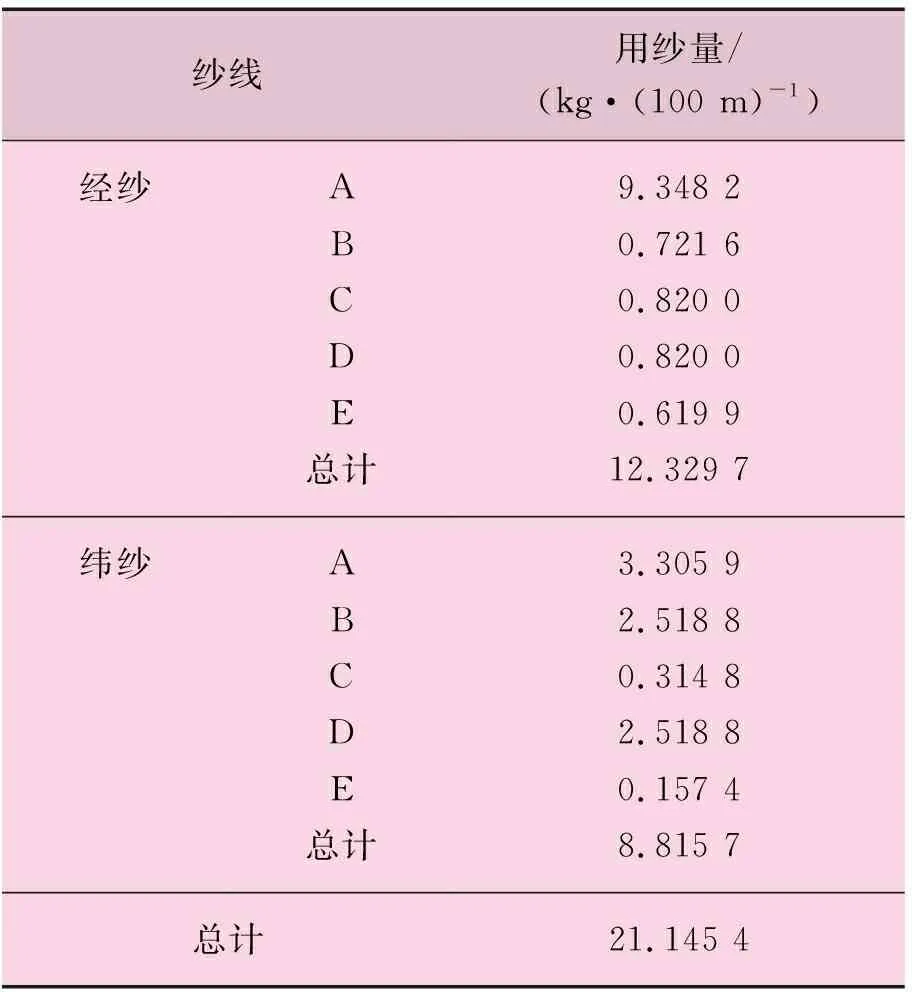
表3 用紗量
(1) 經紗排列
每花經紗為240根,其中漂白色為182根,黃色為14根,玫紅色和中藍色分別為16根,果綠色為12根,簡記為182A、 14B、 16C、 16D、 12E。全幅地經根數7 638根,全幅32花-42根,其中漂白色為5 791根(32花-33根),黃色為447根(32花-1根),玫紅色和中藍色分別為508根(32花-4根),果綠色為384根(32花)。
(2) 緯紗排列
56×(1A, 1D), 4×(1B, 1A), 4×(1B, 1D), 4×(1B, 1A), 4×(1B, 1C), 4×(1B, 1A), 9B, 4×(1A, 1B), 4×(1E, 1B), 4×(1A, 1B), 4×(1D, 1B), 4×(1A, 1B), 4×(1C, 1B), 4×(1A, 1B), 7B。緯紗排列說明:56×(1A, 1D)指1根漂白色緯紗,1根中藍色緯紗,交替織入56次。每花緯紗為224根,其中漂白色為84根,黃色、中藍色分別為64根,玫紅色為8根,果綠色為4根。
2 工藝設計
2.1 絡筒工藝
采用GA015型絡筒機(天津宏大紡織機械有限公司)。該機采用球面成形技術,可有效防止大頭蛛網紗的形成,并滿足后道工序高速退繞的要求[2-3]。由于該織物經密較大、經紗較細、單紗強力較低,絡筒工藝采用“低車速、小張力”的原則。由于銅改性聚酯纖維是化學纖維,絡筒速度應低些,以防止毛羽過多,并保持紗線彈性,絡筒工藝參數如表3所示。為使筒子成形良好,絡筒張力設置為10 cN,卷繞密度控制在0.43 g/cm3左右。
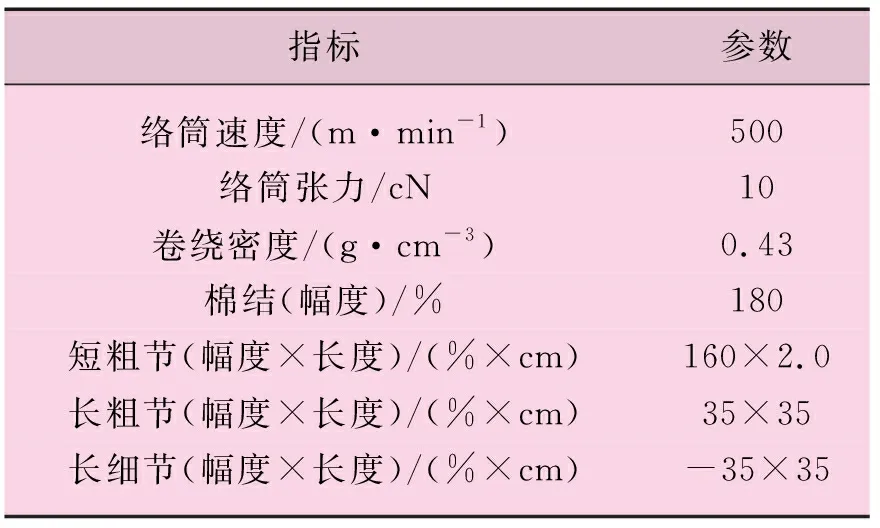
表3 絡筒工藝參數
2.2 整經工藝
整經工藝以“中車速、中張力”為原則,采用GA126A型分批整經機(江蘇射陽華力紡織機械有限公司)。該機車速由可編程邏輯控制器控制,整經采用恒線速度卷繞,控制精度高,整經速度為500 m/min,筒子架容量為640只。通過調節壓輥壓力來控制卷繞密度,壓輥壓力為3 000 N,卷繞密度為0.51 g/cm3。在整經過程要確保經紗“張力均勻、卷繞均勻、排列均勻”,以形成內外、左右卷繞密度均勻一致的經軸,保證經紗上漿順利,提高織造效率和織物質量。要勤巡回,保持機臺、導紗輥、導紗器及地面整潔,減少飛花卷入。整經工藝參數如表4所示。
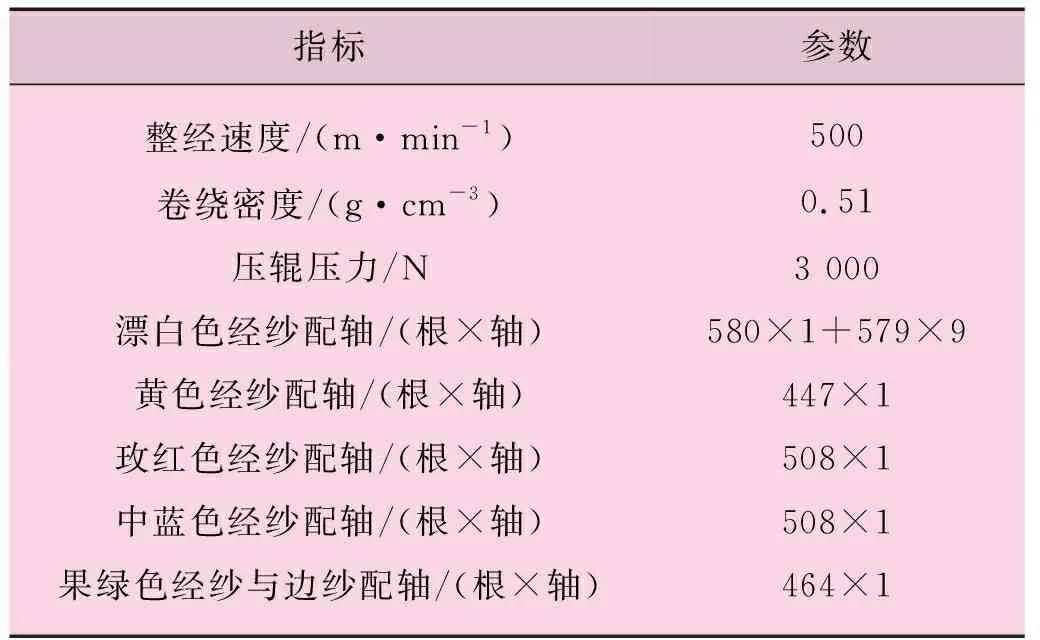
表4 整經工藝參數
2.3 漿紗工藝
漿紗工藝以“高濃度、低黏度、低車速、中張力、均勻卷繞、浸透兼顧被覆”為原則,采用S432型漿紗機(德國祖克公司)。漿料配方與漿紗工藝如表5所示。
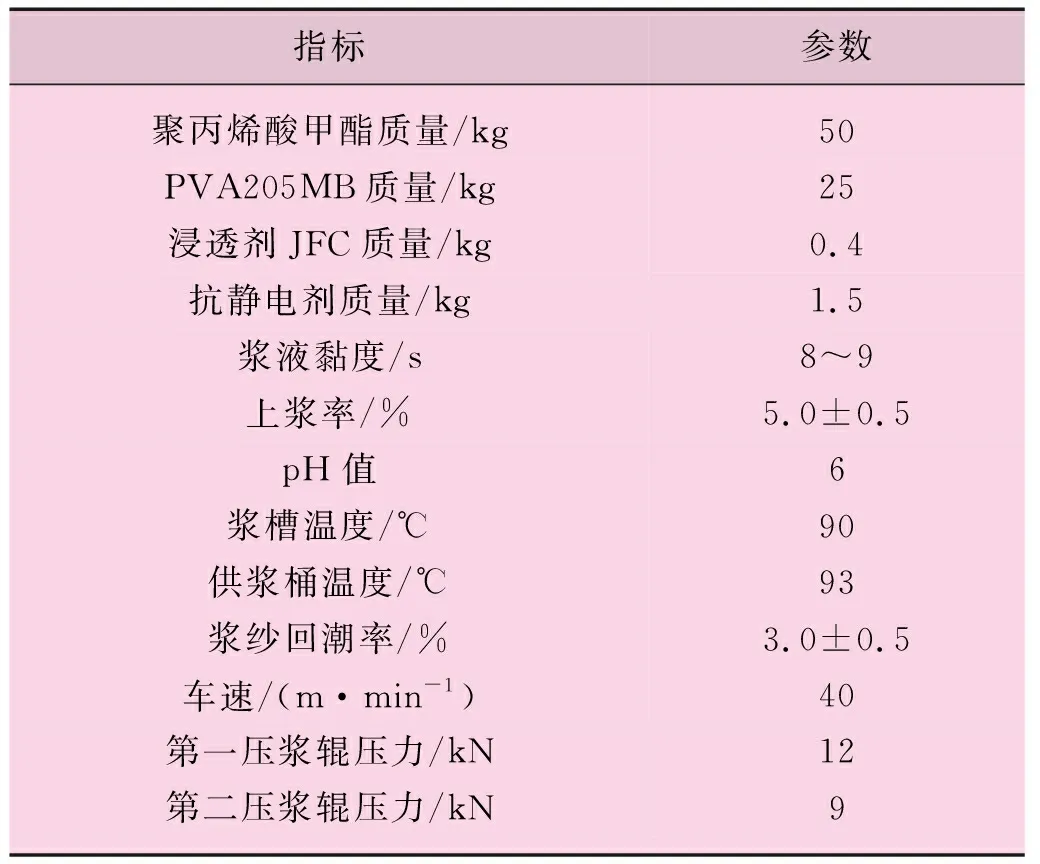
表5 漿料配方與漿紗工藝
由于銅改性聚酯纖維中含有大量的酯基,根據“相似相容”原理,主漿料選用聚丙烯酸甲酯。聚丙烯酸甲酯具有“柔而不堅”的特點,即其薄膜柔軟,延伸性好,強度和彈性較差;聚丙烯酸甲酯的分子結構中含有酯基,對銅改性聚酯纖維具有較高的黏附力。使用PVA205MB調漿時不易起泡,而且PVA205MB的黏度低,漿液流動性好,利于浸透;漿膜強度低,有利于干分絞,可降低分絞斷頭,減少毛羽產生。由于銅改性聚酯纖維是疏水性纖維,為減小漿液表面張力,使漿液能迅速、均勻地浸透經紗內部,可于漿料配方中加入0.4 kg的浸透劑JFC。銅改性聚酯纖維在織造過程中容易積聚靜電,使纖維互相排斥、紗身毛羽豎起、鄰紗互相糾纏,造成開口不清和緯向停臺,降低織造效率,因此在漿液配方中應加入適量的抗靜電劑。
對于經紗線密度為11.8 tex的銅改性聚酯纖維紗,其彈性和斷裂伸長率較大,但強力較低;同時織物經密、緯密較高,織造時單位長度經紗所受的摩擦次數多,且經紗織縮率高達25%,因此上漿率應大些,以提高經紗的耐磨性和抗屈曲性。上漿率控制在(5.0±0.5)%為宜。
漿槽溫度為90 ℃,供漿桶溫度為93 ℃,以使漿液順利浸透紗體內部。為獲得良好的浸透和被覆效果,壓漿輥壓力的設置采用“先重后輕”的原則:第一壓漿輥壓力為12 kN,第二壓漿輥壓力為9 kN。
銅改性聚酯纖維的酯基在堿溶液中容易水解,在高溫情況下不宜使用堿性漿液,因此pH值控制在6左右。
2.4 穿綜工藝
筘號為224齒/(10 cm),地組織每筘穿入數為2根,邊組織每筘穿入數為4根,全幅筘齒數為3 839齒,其中地組織穿3 819齒,邊組織穿20齒,穿筘幅寬為171.4 cm。綜框為16頁,穿綜方法:30×(1#, 2#, 3#, 4#), 5#, 6#, 11#, 12#, 9#, 10#, 3×(7#, 8#, 5#, 6#), 15#, 16#, 13#, 14#, 3×(7#, 8#, 5#, 6#), 11#, 12#, 9#, 10#, 3×(7#, 8#, 5#, 6#), 15#, 16#, 13#, 14#, 3×(7#, 8#, 5#, 6#), 11#, 12#, 9#, 10#, 3×(7#, 8#, 5#, 6#), 15#, 16#, 13#, 14#, 3×(7#, 8#, 5#, 6#), 11#, 12#, 9#, 10#, 3×(7#, 8#, 5#, 6#), 15#, 16#, 13#, 14#, 7#, 8#。穿法說明:30×(1#,2#,3#,4#)指經紗按1#、 2#、 3#、 4#綜框順序穿入并重復穿30次。一個穿綜循環經紗根數為240,1#、 2#綜框的綜絲根數都為1 000,3#、 4#綜框的綜絲根數都為960,5#、 6#綜框的綜絲根數都為697,7#、 8#綜框的綜絲根數都為696,9#至12#綜框的綜絲根數都為127,13#至16#綜框的綜絲根數都為126。由于組織圖很大,本文只給出紋板圖(圖1)。
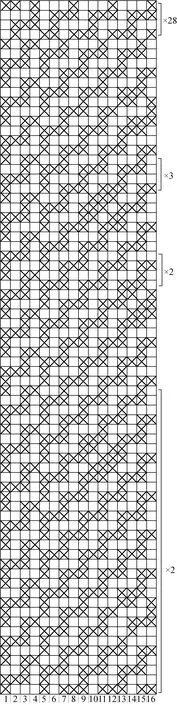
圖1 紋板圖
2.5 織造工藝
織造工藝以“低車速、早開口、大張力”為原則,采用OMNIPLUS型噴氣織機(必佳樂公司)。織機車速為550 r/min,由于本機配置的是多臂開口機構,且經密較高,梭口不易開清,將開口時間設置為290°,開口角為28°, 1#至16#綜框動程依次為61.0、 67.0、 73.0、 79.0、 85.0、 91.0、 97.0、 103.0、 109.0、 115.0、 121.0、 127.0、 133.0、 139.0、 145.0、 151.0 mm[4-5],參考線與綜平線之間的角度為-0.5°, 1#至4#綜框高度為131.0 mm, 5#至9#綜框高度為130.5 mm, 10#至13#綜框高度為130.0 mm, 14#至16#綜框高度為129.5 mm。停經架高低位置刻度為2,停經架前后位置刻度為1,后梁高度刻度為+2,后梁前后刻度為3。由于該織物打緯阻力大,后梁羅拉選擇第2個高度位置,為開清梭口,將上機張力設置為2 300 N。主噴嘴共5只,主噴嘴氣壓設置為0.27 MPa,第1組至第10組輔助噴嘴氣壓設置為0.32 MPa,第11組輔助噴嘴氣壓設置為0.34 MPa,每個輔噴閥控制兩只輔助噴嘴,以確保引緯順暢。主噴嘴啟閉時間為70°~180°,第1組至第11組輔助噴嘴的啟閉時間依次為70°~120°、 90°~140°、 110°~160°、 140°~180°、 160°~200°、 180°~220°、 200°~240°、 220°~260°、 240°~280°、 260°~300°、 280°~320°。經過設置織造工藝參數,織機的生產效率達到95.3%,織物下機一等品率達到97.0%。
3 織物性能測試與結果
3.1 測試方法
采用YG461E型織物透氣量儀(溫州際高檢測儀器有限公司)按GB/T 5453—1997《紡織品 織物透氣性的測定》測試織物的透氣率,試樣面積為20 cm2,壓降為100 Pa[6]。采用YG216織物透濕量儀(泉州市美邦儀器有限公司)按GB/T 12704.1—2009《紡織品 織物透濕性試驗方法 第1部分:吸濕法》測試織物的透濕率,試樣直徑為70 mm。根據GB/T 20944.2—2007《紡織品 抗菌性能的評價 第2部分:吸收法》測試織物的抗菌率。采用YG522ATaber耐磨試驗機(浙江三工匠儀器有限公司)測試織物的耐磨性能,加壓重錘質量為250 g,砂輪型號為A-280。
3.2 測試結果
經測試,該織物透氣率為713 mm/s;透濕率為5 920 g/(m2·d);抑菌率為84.7%,洗滌50次后,抗菌效果無變化;質量損失率為0.17%。
4 結論
持久抗菌銅改性聚酯纖維雙層織物經密高,紗線線密度低,生產難度大。絡筒工藝采用“低車速、小張力”的原則,可防止毛羽過多并保持紗線彈性,確保筒子成形良好。整經工藝采用“中車速、中張力”的原則,通過調節壓輥壓力控制卷繞密度,在整經過程中確保經紗“張力均勻、卷繞均勻、排列均勻”,以形成內外、左右卷繞密度均勻一致的經軸,保證經紗上漿順利,提高織造效率和織物質量。漿紗工藝采用“高濃度、低黏度、低車速、中張力、均勻卷繞、浸透兼顧被覆”的原則,提高經紗的可織造性。織造工藝以“低車速、早開口、大張力”為原則,合理設計開口時間、上機張力等工藝參數,提高織造效率。采用以上措施后,可生產抗菌效果良好的銅改性聚酯纖維雙層織物,織機生產效率達到95.3%,下機一等品率達到97.0%,經測試,該織物的質量損失率為0.17%,透氣率為713 mm/s,透濕率為5 920 g/(m2·d),抑菌率為84.7%,洗滌50次后,抗菌效果無變化。
猜你喜歡
化工管理(2021年7期)2021-05-13 00:45:12
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
知識經濟·中國直銷(2018年4期)2018-04-18 12:04:49
中國塑料(2016年12期)2016-06-15 20:30:07
銅業工程(2015年4期)2015-12-29 02:48:39
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年9期)2015-10-14 01:12:17
中國塑料(2015年4期)2015-10-14 01:09:19
中國洗滌用品工業(2015年9期)2015-02-28 19:03:06