E-Gas氣化技術渣水系統淺析
2021-06-08 08:16:22靳明亮周建欣
氮肥與合成氣 2021年6期
靳明亮,周建欣
(中海油惠州石化有限公司,廣東惠州 516086)
1 概述
中海油惠州石化有限公司(簡稱惠州石化)煤制氫裝置采用E-Gas氣化技術,共設置3臺氣化爐,2開1備,3臺氣化爐共用1套渣水系統。E-GAS氣化技術為兩段式水煤漿氣化爐技術,氣化過程中產生的爐渣進入激冷室后,通過破渣機和減壓設施進入渣水系統。在渣水系統進行渣水分離后,經處理后的渣水和細渣回用,粗渣外排。
渣水系統由碳回收設施、脫氣罐、渣脫水設施、脫水緩沖罐、斜板沉降槽和渣水槽等設施組成(見圖1)。碳回收設施由旋液分離器和干擾床組成,旋液分離器用于分出渣水中的大部分水,干擾床分級機用于分出粗渣中的未轉化碳;渣脫水設施由3臺渣脫水罐組成,周期性切換,滿足正常渣脫水時間要求,分離后的細渣水進入斜板沉降槽處理回用,粗渣通過排渣皮帶排至臨時渣場;斜板沉降槽將絮凝下來的固體顆粒從渣水中分離,分離后澄清的渣水送入渣水槽循環使用,細渣輸送回煤漿制備單元回收使用,提高總碳轉化率[1-2]。
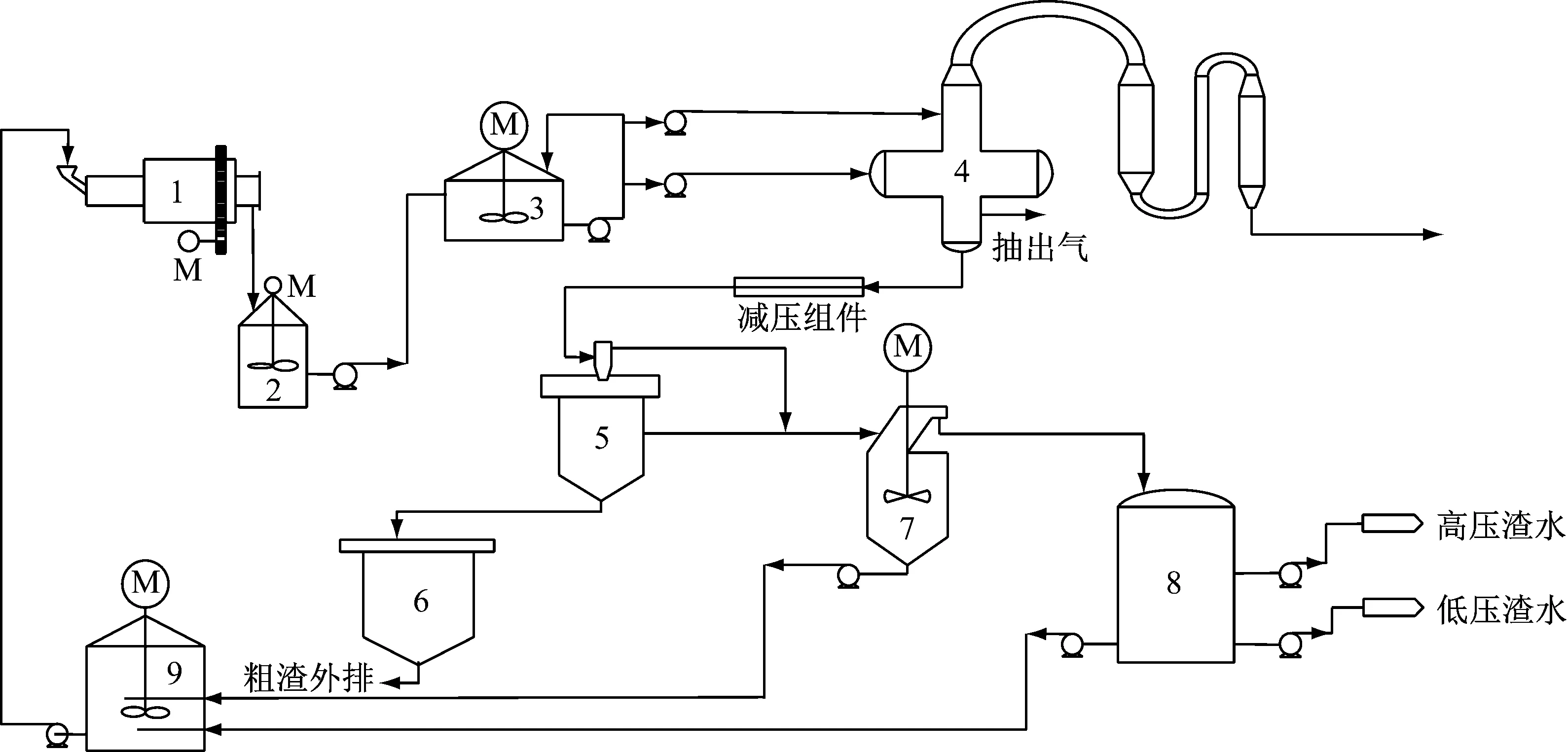
1—磨煤機;2—磨煤機出料槽;3—煤漿罐;4—氣化爐;5—碳回收設施;6—渣脫水設施;7—斜板沉降槽;8—渣水槽;9—固體循環槽。
來自脫水緩沖罐、脫氣罐、渣脫水罐的氣體中含有硫化氫等有毒有害氣體,這部分氣體收集匯合后,通過排渣放空氣風機送至硫黃回收裝置進行無害化處理;來自斜板沉降槽、渣水槽的氣體通過放空氣風機送至蒸汽過熱爐進行處理。
2 E-GAS氣化技術渣水系統特點
目前,通用的液態排渣煤氣化技術一般采用鎖斗、撈渣機進行粗渣分離排放,通過三級或四級閃蒸技術配套沉降槽、壓濾機進行細渣分離排放[3-4];相比較而言,E-GAS氣化技術渣水系統采用比較獨特的工藝技術。
2.1 破渣機配套漩渦水
在氣化爐進行粗渣排放的過程中,破渣機上經常堵渣架橋且處理起來比較困難,比較通用的做法是通過鎖斗沖壓閥進行反沖洗操作,因鎖斗沖洗水流量受限,效果不佳;采用的降低鎖斗壓力強制排放、鎖斗泄壓閥排放帶渣等操作存在安全風險。E-GAS氣化工藝中在破渣機上方設置漩渦水可以有效防止破渣機上方堵渣架橋。漩渦水大部分時間以較低流量進入破渣機上方,間斷地調至大流量運行數分鐘進行脈沖沖洗,防止堵渣。
從運行效果來看,漩渦水對防止破渣機上方堵渣架橋效果比較好,但需要考慮漩渦水流量的周期性變化對氣化爐液位的影響;E-GAS氣化工藝通過激冷室補水閥補償液位控制,保證了氣化爐液位的穩定。
為使通過破渣機后渣塊粒度達到要求,防止堵塞下游排渣管線,E-GAS氣化工藝破渣機為兩級破渣工藝,渣先通過一級破渣機后再進入二級破渣機。
2.2 渣水減壓設施
在E-GAS氣化工藝中,氣化爐燃燒室產生的渣進入激冷室,所有的渣隨著渣水通過破渣機后進入減壓組件,經過減壓設施減壓至常壓后進行渣分離。減壓設施按照1開1備進行布置,同時設有1條緊急排放管線,當氣化爐激冷室液位過高時,緊急排放閥動作,渣水直接通過緊急排放管線排放。當減壓組件退出運行后,使用高壓渣水對減壓組件進行沖洗,沖洗的渣水并入減壓設施后的渣水系統,不需要就地排放。
運行減壓設施先減壓再分離,有效降低了氣化框架的高度,但在運行中需要重點關注渣水對管線的沖刷磨損。
2.3 碳回收設施
減壓后的渣水排入碳回收設施,在碳回收設施中進行粗渣、細渣的兩級分離。碳回收設施主要由旋液分離器和干擾床組成。細渣和大部分水在旋液分離器中進行第一次分離,頂流送至斜板沉降槽處理,粗渣和少量水進入干擾床分選器進行第二次分離,細渣進入斜板沉降槽,粗渣進入渣脫水罐。
碳回收設施可以回收部分殘碳,有利于后續的粗渣排放,但也存在不足,當旋液分離器和干擾床底部排渣口故障時,大量粗渣直接進入下游,堵塞管線、設備,嚴重時可導致裝置整體停工。為避免碳回收設施故障影響裝置整體運行,碳回收設施可以在線切出檢修。
2.4 粗渣排放設施
碳回收設施底部排出的粗渣水進入渣脫水罐進行沉降分離,頂部的細渣水進入沉降槽處理,粗渣脫水后排放。
粗渣排放設施設有3臺渣脫水罐(A、B、C),正常運行時,A渣脫水罐備用,B、C渣脫水罐循環進行收渣、脫水、排渣、注水、收渣工作。渣水在渣脫水罐中進行沉降分離,脫水完畢后的渣通過排渣皮帶輸至臨時渣場。渣脫水罐具體切換時間由運行氣化爐產渣量決定。
2.5 斜板沉降槽
細渣水進入斜板沉降槽,在斜板沉降槽里渣水和絮凝劑作用實現細渣和水的分離,含細渣的底部水送至固體循環槽回用,溢流渣水進入渣水槽回用。斜板沉降槽由混合罐和斜板沉降槽組成。斜板沉降槽攪拌器為變頻控制并設有扭矩保護,當檢測扭矩達到設定值后可以提升電機啟動,增加排料流量。
斜板沉降槽相比煤化工行業通用的普通沉降槽來說,占地面積大大減少,2臺處理能力為1 200 t/h的斜板沉降槽,總占地面積約400 m2。
2.6 細渣水回用
E-GAS氣化工藝將斜板沉降槽底部含細渣水送至固體循環槽進行儲存,再通過固體循環泵送至磨煤機制備水煤漿。生產現場無煤化工行業通用壓濾機流程時產生的酸性氣,也無細渣產生,改善了裝置現場作業環境,同時也節約了細渣處理費用。
2.7 渣水放空氣集中處理
E-GAS氣化技術渣水系統實現密閉操作,產生的放空氣分類進行處置;碳回收設施、粗渣處理設施產生的酸性氣中硫化氫和氨含量相對較高,酸性氣統一收集后通過風機送至硫黃回收裝置統一處理;斜板沉降槽、固體循環槽、渣水槽的放空氣通過風機送至蒸汽過熱爐處理。放空氣的分類回收處理有效改善了現場作業環境。
3 運行情況
惠州石化煤制氫氣化裝置自2018年8月氣化爐投運以來,渣水系統運行基本正常。因氣化渣水具有高硬度、高堿度的特性,渣脫水罐脫水篩網結垢趨勢明顯,脫水不暢導致渣中水含量高且排渣不暢,必須通過定期的高壓水槍清洗來恢復性能。
4 結語
E-GAS氣化技術渣水系統不同于國內其他煤化工項目,從目前運行情況來看,其布置緊湊占地面積小、三廢排放量少,環保效果明顯;作為新工藝,長周期運行效果有待進一步考驗,系統的優化運行還需要繼續探索。
