熱軋鋼卷卷取后徑向變形分析
2021-06-11 05:13:58任俊威李江委張吉富王杰王存劉旺臣付青才
鞍鋼技術(shù) 2021年3期
任俊威,李江委,張吉富,王杰,王存,劉旺臣,付青才
(鞍鋼股份有限公司鲅魚圈鋼鐵分公司,遼寧 營口 115007)
熱連軋卷取過程是一個較復(fù)雜的動態(tài)過程,整個卷取過程中,由于卷取溫度和卷取張力的變化,鋼卷內(nèi)部沿徑向的應(yīng)力和各層周向應(yīng)力必然不相同。同時,卷取溫度的設(shè)定有可能使材料落入發(fā)生相變的溫度范圍,繼而將對鋼卷的內(nèi)部應(yīng)力分布產(chǎn)生作用,外觀表現(xiàn)在徑向卷形上的變化。因此,研究分析鋼卷卷取內(nèi)部應(yīng)力分布特點,考慮相變對應(yīng)力的影響,以解決徑向卷形的問題。
1 鋼卷內(nèi)部各層應(yīng)力狀態(tài)
鋼卷卷取時卷筒處于過漲的狀態(tài),在軸向上可視應(yīng)力應(yīng)變變化對稱均勻,只考慮垂直于軸向二維平面。鋼卷內(nèi)圈受到卷筒徑向壓緊力,外圈受到周向張力,鋼卷每層視為彈性厚壁圓筒,每層鋼卷受到接觸外層的均勻徑向壓力,各層接觸面上相互壓緊,內(nèi)層受力后使得圓周方向受到壓縮,抵消一部分次內(nèi)層壓力產(chǎn)生的周向拉應(yīng)力,外層受力后使得其周向拉應(yīng)力增大。鋼卷單層受力分析見圖1。
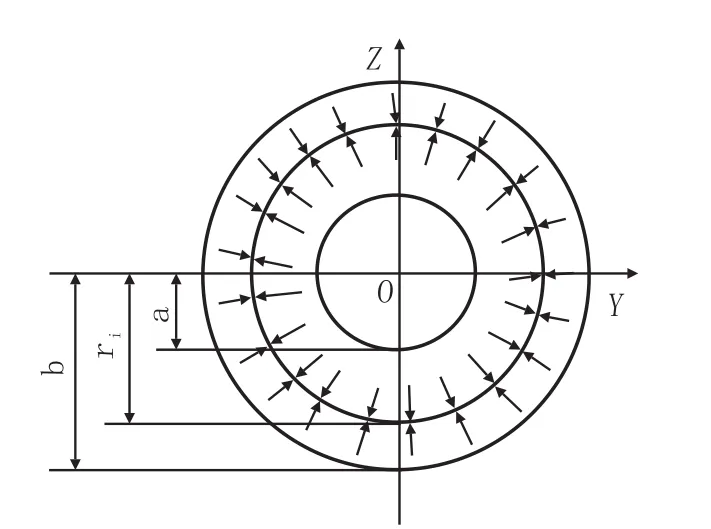
圖1 鋼卷單層受力分析Fig.1 Analysis on Stress of Single-layer Steel Coil
考慮鋼卷卷取時張力狀態(tài),卷取張力變化時序見圖2。在卷筒開始卷取后,精軋機(jī)與卷筒建立單位張力,精軋機(jī)與卷取機(jī)同步升速,單位張力保持一段時間后,隨著精軋各架軋機(jī)陸續(xù)拋鋼,卷取張力逐漸減小到最小張力,在精軋機(jī)末機(jī)架拋鋼后,張力主要由夾送輥與卷筒建立,直到夾送輥拋鋼結(jié)束。
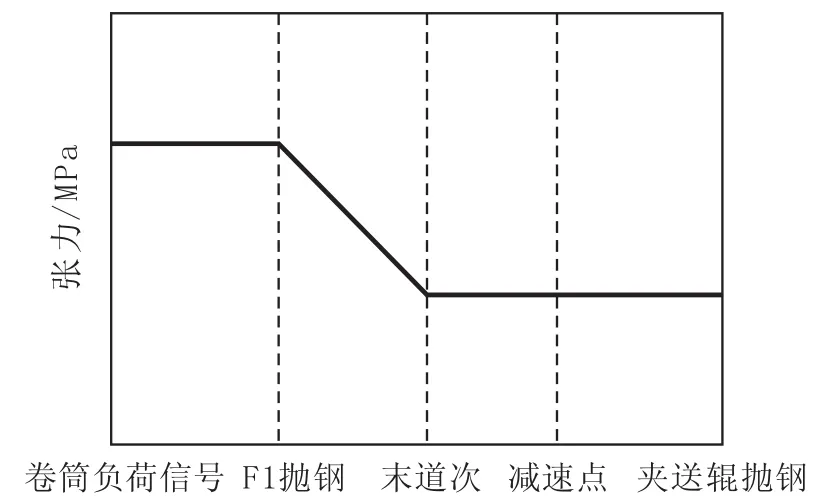
圖2 卷取張力變化時序Fig.2 Timing Sequence of Coiling Tension Changes
1.1 鋼卷卷取內(nèi)部應(yīng)力計算
以鋼卷卷取時內(nèi)圈半徑為a,卷取后鋼卷半徑為b,鋼卷任一i層半徑為r,最大張力為T,最小張力為T,張力下降開始時的鋼卷半徑為R,張力達(dá)到最小張力時的鋼卷半徑為R,在張力下降變化范圍內(nèi)可用單位張力和最小張力的平均值表示。卷筒對內(nèi)徑的徑向壓力為p,第i層受到外層徑向壓力為p,則在r≤r范圍內(nèi),半徑為r處的徑向應(yīng)力公式為:

周向應(yīng)力公式為:

其中, 當(dāng) a≤r≤R時,T=T; 當(dāng) R<r<R時, T=(T+T)/2;當(dāng) R<r≤b 時,T=T。
p的計算方法如下:

第i層的徑向壓力p計算方法如下:

式中,h為帶鋼厚度;K為表示鋼卷卷取后各層接觸的緊密系數(shù),可通過實際測量得出。
給出材質(zhì)、規(guī)格和卷重,可得知其它卷取計算參數(shù) T、T、b、R、R,計算 r帶入式(1)和式(2),可計算徑向、周向應(yīng)力。
徑向位移公式為:

式中,u為徑向位移;γ為材料的泊松比;E為材料的彈性模量。
1.2 應(yīng)力分布特點
從以上分析可以定性得出,沿著鋼卷半徑方向,隨著鋼卷半徑的增大,徑向壓力和周向壓力由最大值逐漸減小,在外圈達(dá)到最小。鋼卷卷取過程中,隨著卷取圈數(shù)的增加,先卷上的各層受到的徑向壓力逐漸增大,在軋頭部位的各層增加顯著。如果卷取后各層之間有相對滑移,則在卷取卸卷后最容易產(chǎn)生徑向方向的位移,即可能產(chǎn)生徑向卷形缺陷。
2 鋼卷卷取內(nèi)部相變過程分析
熱連軋產(chǎn)品卷取溫度一般設(shè)計在550~750℃,從組織相變角度來看,如果卷取后帶鋼的實際溫度高于Ar1,則奧氏體沒有完全轉(zhuǎn)變完畢,未轉(zhuǎn)變的奧氏體組織會繼續(xù)向鐵素體或珠光體轉(zhuǎn)變,表現(xiàn)為鋼材相變部位體積發(fā)生膨脹。
從冷卻速度來看,鋼卷卷取后內(nèi)圈和卷筒直接接觸,發(fā)生熱傳導(dǎo),外圈周向部分以熱輻射傳熱為主,內(nèi)外圈比鋼卷內(nèi)部冷速要大,溫降一般較快,相變過程比鋼卷內(nèi)部要先完成。鋼卷內(nèi)部一般可視為等溫轉(zhuǎn)變過程。內(nèi)外圈溫降快的部分,相變轉(zhuǎn)變先完成,體積膨脹相對于內(nèi)圈部分越大,如果相變過程發(fā)生在卸卷后,鋼卷內(nèi)外圈部分體積膨脹變化到一定程度勢必就會破壞內(nèi)部應(yīng)力的平衡狀態(tài),減小了內(nèi)圈部分的徑向應(yīng)力,嚴(yán)重產(chǎn)生帶層之間的滑移,引起卷形徑向上的變化。
如果鋼卷卷取溫度設(shè)定在材料的Ar3以上,鋼卷會在卷取后整體處于奧氏體狀態(tài),則鋼卷內(nèi)部整體向低溫相轉(zhuǎn)變,此時內(nèi)外圈部分冷速相對較慢,使得轉(zhuǎn)變后鋼卷徑向卷形變化不大。若鋼卷卷取溫度設(shè)定在材料Ar1以下,則相變轉(zhuǎn)變動力相對較充足,內(nèi)外圈部分相變完成速度快,此時就極有可能產(chǎn)生徑向卷取不良。
3 解決徑向卷形問題措施
依據(jù)上述對卷取徑向、周向應(yīng)力及相變影響的分析可以判斷鋼卷內(nèi)圈頭部溫度控制和卷取張力是造成鋼卷扁卷的關(guān)鍵,因此提出以下兩種解決措施:
一是通過結(jié)合材料相變溫度范圍,合理確定卷取溫度,熱軋卷取溫度高于Ar3控制工藝,即高溫卷取,使卷取后延長帶鋼頭部相變過程,避免內(nèi)圈盡快完成相變,可以實現(xiàn)通長性能較為均勻。
二是考慮下游用戶加工性能,調(diào)整層流冷卻方式,實現(xiàn)帶鋼通長溫度分段控制,頭部卷取溫度高于Ar1,實現(xiàn)鋼卷內(nèi)圈相變轉(zhuǎn)變速度與中部不同步,減小相變體積變化影響,但頭部組織性能較其它部位有差異。
4 實際生產(chǎn)工藝改進(jìn)
高碳鋼材質(zhì)在熱軋卷取時極易發(fā)生徑向卷形不良,選取生產(chǎn)中常見的65Mn材質(zhì)扁卷,化學(xué)成分見表1。對現(xiàn)場生產(chǎn)工藝進(jìn)行統(tǒng)計,依據(jù)65Mn材質(zhì)相變溫度,對此卷取溫度下的內(nèi)圈應(yīng)力進(jìn)行計算,結(jié)合相變考慮扁卷造成的原因研究制定解決措施。

表1 化學(xué)成分(質(zhì)量分?jǐn)?shù))Table 1 Chemical Compositions(Mass Fraction) %
卷取后用熱成像儀實測內(nèi)、外圈溫度分布,65Mn卷后溫度測量如圖3,內(nèi)外圈實際溫度比中部低10~20℃。65Mn實物扁卷照片見圖4。
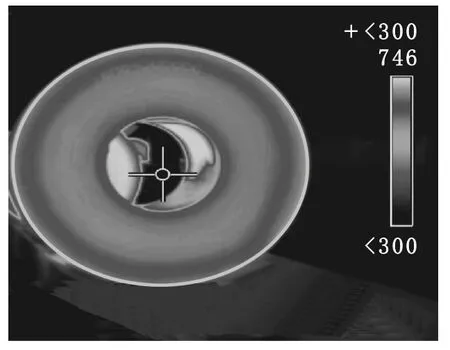
圖3 65Mn卷后溫度測量Fig.3 Temperature Measurement after Coiling 65Mn Steel

圖4 65Mn實物扁卷照片F(xiàn)ig.4 Flatted-coiled Defect 65Mn Steel Coil Physical Photo
依據(jù)實際生產(chǎn)數(shù)據(jù),取k為0.007 5,軋制速度為7.33 m/s,可計算出最大張力保持到的卷取半徑位置為R=748 mm,張力下降結(jié)束時鋼卷卷取半徑為R=813 mm,最終可計算得鋼卷內(nèi)圈徑向應(yīng)力為13.95 MPa,周向應(yīng)力為33 MPa。
查詢相關(guān)資料,Ar1溫度為689℃,Ar3溫度為741℃,生產(chǎn)時卷取溫度實際控制范圍670~690℃,基本處于Ar1以下,卷取后的整體珠光體相變造成內(nèi)圈各層體積相對膨脹較大,造成扁卷。
利用應(yīng)力分布模型對特定規(guī)格進(jìn)行了計算,計算條件見表2。如果將卷取溫度調(diào)到Ar3以上,則不能滿足下游用戶繼續(xù)冷軋深加工需要,為此,將65Mn帶鋼頭部一定長度的溫度控制調(diào)整到Ar1到Ar3中間一個溫度范圍,實際溫度見圖5。卷取溫度在689~741℃,減輕了相變體積變化對卷形的影響,卷形試驗效果良好。

表2 計算條件Table 2 Calculation Conditions
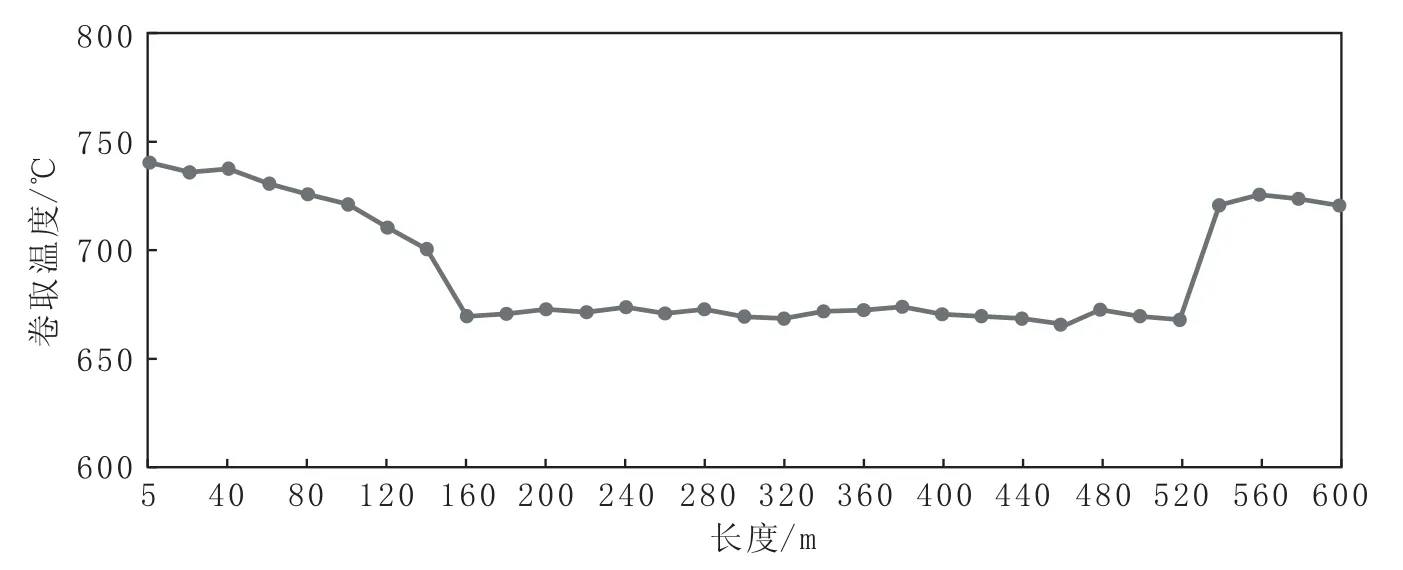
圖5 通長CT卷取溫度控制Fig.5 Temperature Control for Full Length Coiling
5 結(jié)論
(1)熱軋鋼卷內(nèi)部的徑向和周向應(yīng)力在內(nèi)圈層為最大值,隨著卷徑增大而減小。
(2)造成熱軋卷鋼卷局部膨脹相對較大的原因是卷取溫度低于Ar1,導(dǎo)致徑向應(yīng)力和周向應(yīng)力分布受到影響,嚴(yán)重情況下造成徑向卷取不良,如產(chǎn)生扁卷等卷形缺陷。
(3)通過控制65Mn鋼卷內(nèi)圈頭部的卷取溫度到689~741℃范圍內(nèi),減輕了相變體積變化對卷形的影響,避免了扁卷的發(fā)生。