車軸防腐質量的改進研究
2021-06-12 06:22:26饒樹普中車資陽機車有限公司四川資陽641300
上海涂料 2021年3期
饒樹普,趙 靜 (中車資陽機車有限公司,四川資陽 641300)
0 引言
題進行原因分析并給出對應的解決措施,從而確保車軸產品防腐質量達到技術要求。
車軸在含有鹽分和腐蝕性物質的潮濕空氣環境下運用,決定了其需具備防腐蝕、防水、防霉、防霧霾等性能。涂裝防護是最簡便有效的防護措施之一。涂裝的漆膜厚度、附著力、耐鹽霧性能是衡量油漆性能的重要指標,此外為了獲得更高的裝飾性能,油漆顏色、光澤度、色差、表面狀態亦是必須考量的性能指標。產品在運輸過程中應采取妥善的保護措施,以防止運輸、搬運過程中磕碰劃傷。運輸過程中的防磕碰包含了涂裝工序中吊裝過程的防磕碰,亦包含了存儲及發運過程中的防磕碰,故必須選擇合適的軟吊具來吊裝,存放時支撐工裝要求無硬質物,發運箱需采用橡膠板和泡沫板隔離防護,只有如此才能確保車軸不會被磕碰損傷。車軸從涂裝完工到發運,從發運到組裝上車會停放一段時間,一般采用涂油防護解決該段時間內車軸上非油漆部位的防腐蝕處理。如果涂油防護處理不當,在高濕度環境下,車軸與濕空氣接觸極易發生銹蝕。銹蝕對車軸而言極其致命,輕則需要研磨處理銹蝕,重則造成整支車軸報廢。本研究先梳理出車軸檢驗標準,進一步對車軸漆膜厚度不均勻、檢測數據不準確、車軸磕碰損傷、銹蝕問
1 車軸油漆工藝及檢驗標準
車軸加工完成后進行涂油防護,轉運到噴烤漆房噴漆。涂裝工序包括清洗、噴漆、檢查。涂裝工序完成后,經涂油防護、存儲、包裝發運交付客戶。涂裝、防護工藝流程如下:
油漆前處理(涂油、轉運)→清洗、防護→噴水性涂料(3遍)→涂層性能、外觀檢查→清洗、涂油→包裝發運。
涂裝作業后,必須進行涂層性能檢驗。涂層性能檢驗主要包括附著力、漆膜厚度、顏色及光澤度、色差、表面狀態等,如表1所示。
2 車軸油漆、存放中存在的問題及原因分析
2.1 涂層厚度偏差大
檢查車軸涂層厚度時發現,噴涂3道水性涂料后車軸不同部位的干膜厚度偏差較大,軸頸部位干膜厚度在80~120 μm范圍內,軸身部位的干膜厚度在100~250 μm范圍,車軸軸頸、軸身部位示意圖見圖1。
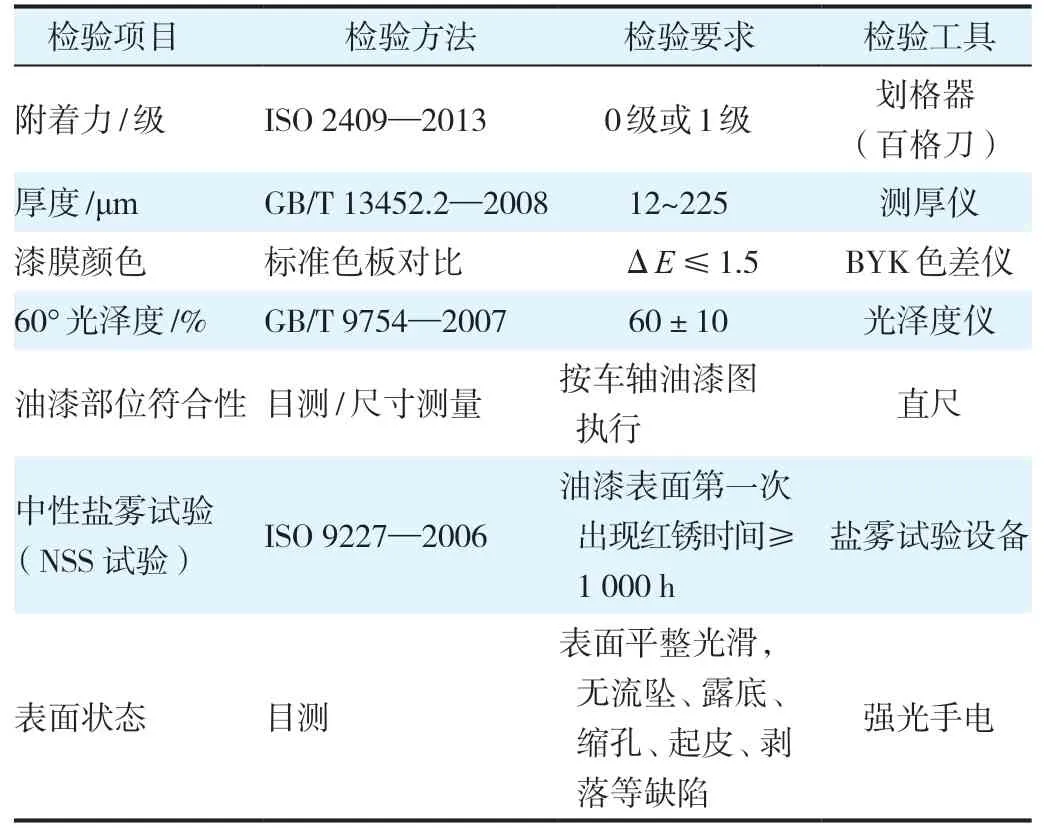
表1 車軸涂層性能檢驗要求Table 1 Inspection requirements for axle coating performance
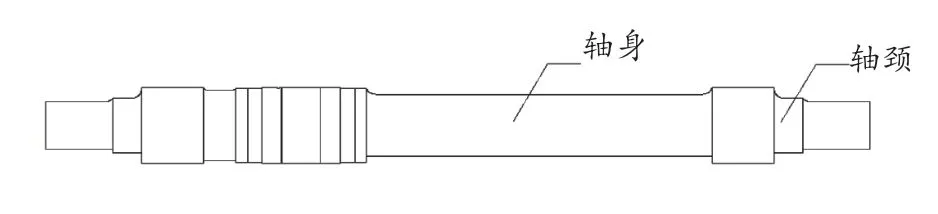
圖1 車軸軸頸、軸身部位示意圖Figure 1 Schematic diagram of axle journal and axle body
問題產生原因:車軸總長2 000 mm,為圓柱體結構,噴漆時噴槍的走槍順序不合理,噴槍噴幅設置不當,造成漆膜不均勻,厚度偏差大。
2.2 油漆附著力、顏色、光澤度測量方法不科學、檢測數據不準確
按照ISO 2409—2013標準采用劃格器(百格刀)測試附著力,劃格器上的刀刃非常容易穿透涂層直接拉傷車軸,影響到車軸的使用壽命,故直接在車軸上測量涂層附著力,方法不科學。BYK色差儀和光澤度儀的測量原理都涉及到了光學折射原理,儀器的取樣口為平面四邊形結構,在檢測立體圓弧結構時,激光光源通過取樣口與車軸面之間的縫隙散射至取樣口外部,最終造成檢測數據失真,故直接在車軸上測量油漆顏色和光澤度,方法不科學、檢測數據不準確。
問題產生原因:未考慮測量過程會對基材造成損傷,用劃格器(百格刀)直接在車軸上測量的方法不合適。BYK色差儀、光澤度儀都是基于基材為平面結構的測量儀器,車軸為立體圓弧結構,無法得到準確數據。
2.3 車軸磕碰損傷
車軸在吊裝、噴漆、轉運過程中,會發生磕碰損傷。當出現輕微劃痕損傷時,可通過拋光來補救;當出現撞擊坑時,車軸尺寸不滿足技術要求,因禁止焊修,故只能進行報廢處理。
問題產生原因:吊具吊帶上殘留砂粒、鐵屑顆粒等硬質物,在吊裝過程中,吊帶上的砂粒、鐵屑顆粒與車軸接觸部位反復摩擦,造成車軸磕碰損傷。噴漆時,車軸與支撐工裝的轉動輪接觸并滾動摩擦,見圖2,轉動輪表面上粘附有硬質物時,亦容易造成車軸軸頸部位的擦傷。采用枕木支撐,木箱轉運車軸時,枕木上有硬質物殘留或枕木上有未打磨圓滑的毛刺時,易造成車軸劃傷。
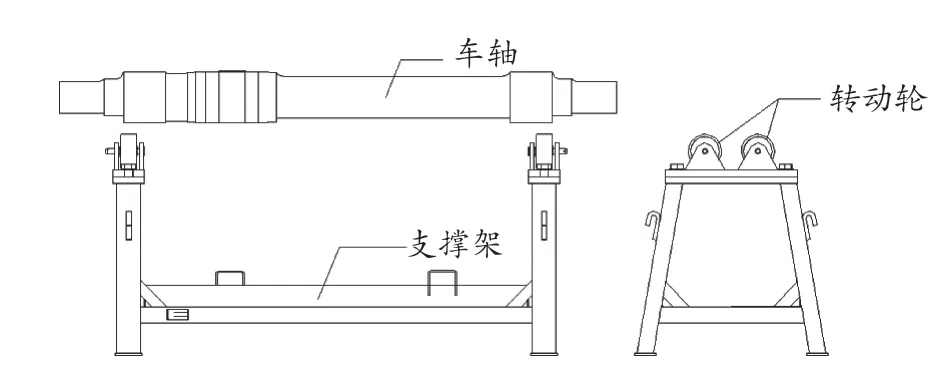
圖2 車軸噴漆支撐工裝Figure 2 Axle painting support tooling
2.4 銹蝕
在車軸涂裝完工后,對非油漆表面進行表面涂油防護,才能進行包裝存放、發運。多件涂油防護后的車軸存放10 d后,車軸表面出現點狀銹蝕問題,見圖3。

圖3 車軸銹蝕Figure 3 Axle rust
原因分析:防銹油中的含水量超標,涂油不均勻且有手印殘留,采用的油紙易脆裂,在高濕度環境下,車軸與濕空氣接觸發生銹蝕、腐蝕。
3 車軸防腐質量改進
3.1 噴涂工藝優化
采用空氣噴槍手工噴涂,為減小涂層厚度偏差,制定的噴漆工藝順序為先噴軸頸后噴軸身,噴涂軸頸、軸身部位時按照兩側邊緣先預噴,再從左向右噴涂。噴槍噴幅角度60°~90°,搭接寬度20~40 mm,按照“濕碰濕”工藝噴涂3遍。當涂料的固含量和黏度較低時,通過增加噴涂次數達到漆膜厚度要求。
3.2 油漆附著力、顏色、光澤度測量優化
采用替代樣板檢測方法,代替直接在車軸上檢測附著力、顏色、光澤度。采用激光下料車軸相同材質的鋼板,下料尺寸400 mm×200 mm×3 mm(長×寬×厚),樣板隨車軸一起噴涂,樣板的清洗和噴涂次數與車軸保持一致。通過測量樣板的涂層附著力、顏色、光澤度數據作為評價車軸漆膜性能的依據。
3.3 車軸防磕碰措施
涂裝作業時,將車軸噴漆支撐工裝轉動輪上的異物清理干凈,轉動輪采用橡膠件,這樣可保證噴漆過程中,車軸與轉動輪接觸時不發生磕碰損傷。涂裝作業前后均涉及到吊運作業,嚴禁使用鋼絲繩吊運,采用軟吊帶吊運,吊裝前檢查并清理吊帶上可能殘留的砂粒、鐵屑顆粒等硬質物。
油漆作業后車軸采用運輸包裝箱運輸,在接觸部位使用20 mm厚的橡膠板隔離防護,避免車軸與木箱中的枕木直接接觸。車軸在包裝箱中平放,車軸兩端用泡沫板填實,以免車軸運輸過程中發生磕碰、移動。
3.4 涂油防護工藝改進
用松香水清洗車軸表面、螺紋孔、端部中心孔,擦拭干燥,然后涂R5133防銹油,確保防銹油覆蓋車軸表面及斷面螺孔表面,車軸兩端用防銹袋套上,并用膠帶緊固。涂油及套防銹袋完成后,車軸整體用氣泡膜纏繞兩層,并用膠帶緊固。防銹油、氣泡膜的覆蓋可有效防止車軸與濕空氣接觸。在涂油防護過程中,操作人員應戴好橡膠手套,避免在車軸上留下酸性汗液、污漬,引起銹蝕、腐蝕。車軸及包裝箱在防雨、干燥的環境下放置,防腐時間可達6個月以上。
4 結語
通過優化噴漆工藝順序,控制噴槍噴幅角度和搭接寬度,能有效減小涂層厚度偏差,提高漆膜性能。采用替代樣板方式,解決了油漆附著力、顏色、光澤度測量方法不科學、檢測數據不準確問題。完善吊運方案,增加橡膠板、泡沫板等防護材料,杜絕了車軸磕碰損傷。在改進涂油防護工藝后,車軸非油漆部位防腐時間達到6個月以上。