水平段套管開窗技術在冪改造井中的應用
2021-06-16 06:13:34陳嬌中海石油中國有限公司深圳分公司廣東深圳518000
化工管理 2021年12期
陳嬌(中海石油(中國)有限公司深圳分公司,廣東 深圳 518000)
0 引言
LF13-1-18M2兩分支水平井生產6年來,在油田各種因素影響下會出現含水量上升,產油量下降,采油成本逐步攀升,亟需對油井進行人工干預措施以延緩油井壽命、提高油藏采油率。水平井套管開窗技術利用斜向器配合銑錐進行開窗作業多分支井眼,達到儲層改造增產的目的,有相當的優勢。具有施工周期短、見效快、成本投資較常規側鉆井低等經濟性優勢,能夠綜合提高單井產能、利用多層位同步開發生產的優勢使低效井高產。
1 開窗概述
1.1 作業背景
LF13-1-18M2井為3-1/2“1cr-bear油管、9-5/8”貝克twinseal封隔器完井生產。油井投產后含CO2及H2S,生產條件的差異校核原井油管防腐等級不夠。井下作業解封生產封隔器期間,油管多次拔斷,經過多趟打撈回收了上部生產管柱,原井井下電泵機組落井至水平裸眼段,多次打撈嘗試回收不成功。本次作業需要通過在水平段套管段進裸眼前進行斜向器坐掛,三銑錐套管開窗,井眼快速分離原井眼后進行分支井段作業,完成冪改造的目的。
1.2 工具原理
本井水平段套管開窗主要采用smith標準型track muster plus工具開窗、貝克MWD工具確定方位。工具串組合集成送入、定位、錨定、開窗、修窗及導眼鉆進一體化功能,減少了起下鉆趟數,如圖1所示。
工具串主要由錨定器、斜向器、開窗三銑錐、送入工具、多功能循環閥、MWD、鉆鋌等組成。工具下鉆送入到位后,開泵由MWD測出高邊信號,通過旋轉鉆具調整方位并通過MWD確定開窗工具面,通過5次開關泵達到多功能循環閥的關閉,繼續開泵憋壓3 500 psi坐掛錨定器,上下活動鉆具剪切銑錐與斜向器銷釘。此時可觀察到懸重及泵壓的變化,確定銷釘剪切,循環替漿后即可進行開窗作業。
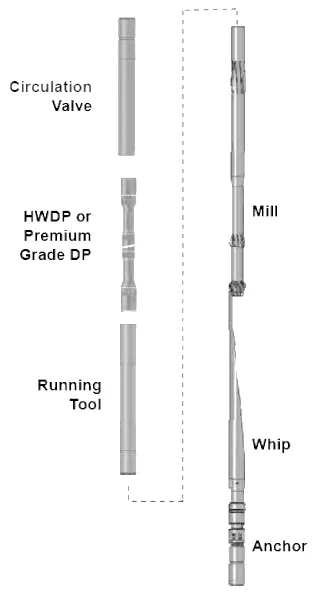
圖1 工具原理圖
2 開窗過程及控制
2.1 軌跡設計與考慮
以最小的米進尺切入產層,需要盡可能地將開窗點下移,斜向器下深盡量靠近原井9-5/8套管附件。為提高水平段套管開窗成功性,保障施工質量,需要綜合考慮井筒狀態、套管外地層穩定性、合理地確定開窗點并進行軌跡優化設計。開窗位置選擇在套管段中部,避開套管接箍,便于銑錐更好地開窗切入,斜向器高邊朝向-45°,方向與老井眼軌跡方向背離,便于軌跡分離及開窗作業安全性。開窗出套管后穩軌跡在斜向器高邊方向,向前鉆進20 m后及時再進行井眼分離調整,保證窗口軌跡的平滑過渡。
如圖2所示,水平段套管開窗作業下入斜向器高邊0°利于開窗,易塌埋鉆具,不利于井眼分離;180 °開窗斜向器下探,利于井眼軌跡分離,但不利于開窗。實際作業中需要綜合考慮[1]。
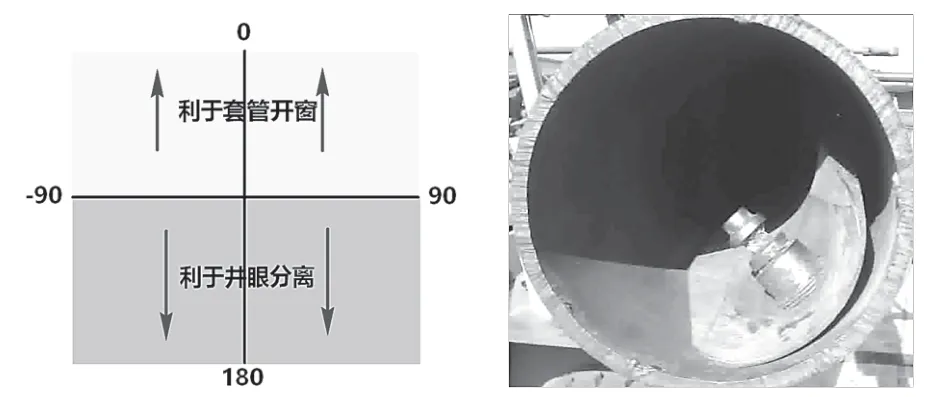
圖2 水平段套管開窗作業示意圖
2.2 施工過程控制
水平段套管開窗作業需要準確地找到開窗位置、精確地調整到目的方位,并進行磨銑開窗。組合下入開窗工具串,下入至預定坐掛位置以下,上提至坐掛位置開泵,根據MWD信號調整方位,通過上下活動鉆具傳遞扭轉圈數,在上提的狀態下進行位置確定并錨定坐掛,測量鉆具方余,計算銑錐頭的位置。錨定驗掛后通過上下活動鉆具進行銷釘剪切。長水平段鉆桿貼低邊較嚴重,傳遞剪切力比較有限,因此需要在直井段考慮加入鉆鋌加重,同時在三銑錐上加加重鉆桿保持鉆具足夠的剛性。
銷釘剪切后,調整深度跟蹤基準為銑錐錐頭深度,替作業泥漿。測量記錄此時的空轉轉速/扭矩,上提/下放懸重,下放鉆具進行慢速磨銑開窗。高轉速100~120 r/min、低鉆壓0~2 klbs進行套管磨銑操作,在觀察到扭矩波動幅度較大時證明銑錐吃上勁,需要控制鉆壓與送鉆速度直至扭矩變小后繼續加壓向前作業。斜向器在開窗作業中會始終給銑錐一個反作用力,將銑錐推向開窗方向。如圖3所示,當頭錐中心騎至套管上時會出現有角速度無線速度的切削情況,此時需要盡快加壓以利于銑錐快速通過此死點[2]。

圖3 切削情況示意圖
開窗作業中需要時刻關注扭矩、泵壓、返出鐵屑,及時判斷井下切削情況、地層狀況,并及時地進行反饋修正。作業中扭矩保持在空轉扭矩上附加5 kft.lb以內,慢速輕壓開窗,若遇扭矩憋停則及時進行上提活動解卡。同時作業中,需要及時根據井深反算三銑錐各錐的位置,當銑錐位于套管橫截面上時應減少提放次數,防止錐齒崩及套管窗口不平整破壞,影響后續的分支井作業。如出現鉆進速度遠低于預期值,應先活動鉆具用稠塞清掃井底鐵屑,同時安排專人值守震動篩回收稱重返出鐵屑,以便及時跟蹤井筒返出情況及時采取井筒清潔措施[3]。
三錐出窗口后繼續向前作業4 m(三錐全部出窗),進行上下修窗,直到銑錐過窗口阻掛2 klb或可接受范圍以內,此時修窗結束。繼續三錐向前導眼段作業,一般出窗導眼深度需要大于下趟定向井鉆具底至扶正器長度,以防止旋轉時扶正器在窗口做過多停留破壞窗口完整性。MWD離銑錐底約16 m,導眼段作業無MWD/LWD測井數據,因此在實際作業中導眼長度還需要綜合根據防碰問題、井眼軌跡調整余量等實際情況而具體定。
如表1所示,出井三錐中有一個或者一個以上錐體在最大允許縮徑范圍內,窗口視為合格,可組合后續鉆具入井;若三個銑錐縮徑同時超過以上允許最大縮徑時,必須下修窗銑錐再次修整窗口[4]。
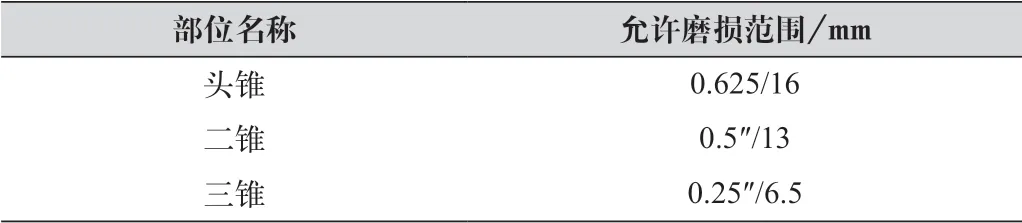
表1 最大允許縮徑范圍表
2.3 相關注意事項
45°擺放的斜向器斜面受力有限,井眼軌跡控制有相當難度,作業過程中尤其需要小鉆壓,防止銑錐從斜面快速分離造成窗口的不平整。
剪切的銷釘、水眼、盲堵會落至水平段低邊,開窗作業中鉆具因重力作用也會貼低邊,作業中會時常出現憋卡直至將此類附件磨碎,在此憋卡期間極易出現卡鉆等情況,需要十足的耐心去頂著附件磨銑。
套管外壁的水泥環膠結質量直接影響開窗作業的安全與效率,膠結質量差的地方易出現井漏、開窗作業中的井塌、將頭錐埋后的卡、以及井眼軌跡沿套管壁放空段的貼走。作業中需要持續關注作業參數,泥漿中加入隨鉆堵漏劑,控制鉆速以盡量磨碎水泥環,防止大塊掉落造成井下復雜,同時關注跟蹤鉆壓,若出現持續放空則應考慮起鉆更換馬達鉆具進行軌跡調整后再進行多分支井作業[5]。
3 結語
水平段套管開窗技術,成功解決了復雜情況下無法在裸眼繼續冪改造的尷尬。利用水平段套管開窗技術可以最短距離地快速進入油氣產層進行儲層增產改造,工期短、見效快。水平段開窗技術復合了多種施工工藝技術,需要對相關施工要素進行科學合理的設計及優化,制定合理的施工方案。LF13-1-18M2井水平段套管開窗成功,對于報廢井、停產井、套管漏壓井及低產井的修復與改造有著十分積極的指導意義。
猜你喜歡
美與時代·美術學刊(2022年3期)2022-04-27 01:18:15
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
火花(2019年12期)2019-12-26 01:00:28
人大建設(2019年12期)2019-05-21 02:55:32
故事大王(2016年7期)2016-09-22 17:30:08
學苑創造·A版(2015年11期)2016-01-14 09:03:27
兒童故事畫報(2013年3期)2013-06-24 05:40:30
中國火炬(2010年8期)2010-07-25 11:34:30