油氣計量裝置彎管接頭腐蝕失效的原因
2021-06-17 02:07:08丁亞塞余金海余正倫池愛文張安將
腐蝕與防護 2021年5期
關鍵詞:焊縫
丁亞塞,余金海,余正倫,池愛文,張安將
(1. 浙江金龍自控設備有限公司,瑞安 325200; 2. 中國科學院 寧波材料技術與工程研究所,寧波 315201)
隨著我國社會經濟的不斷發展,對石油需求量與日俱增。在原油開采過程中,為掌握油田的動態變化,需要對油井產出液中各組分的流量進行連續的計量,提供實時計量數據。油氣計量裝置因結構簡單、計量準確等優點得以廣泛應用。然而,在使用過程中,油氣計量裝置的彎管接頭常出現腐蝕穿孔,導致原油泄漏,熱煨工藝不當、原材料缺陷及服役環境等均可能造成彎管失效[1-3]。另外,由于彎管接頭處結構的特殊性,其腐蝕往往會更嚴重[4-8]。
某采油廠計量裝置采用的彎管接頭在投產使用2個月后即發生腐蝕穿孔,造成原油泄漏。失效彎管接頭的規格為φ108 mm×8 mm,材料為Q345鋼,工作壓力為2.5 MPa,流速為5~15 m/s,工作溫度為戶外自然溫度(20~30) ℃,輸送介質為原油,失效彎管接頭投入運行時間為60 d。為弄清彎管接頭發生腐蝕失效的原因,采用組織觀察、成分分析和電化學分析技術對彎管接頭進行理化檢驗,以預防同類失效事故的再次發生。
1 理化檢驗與結果
1.1 宏觀形貌分析
肉眼觀察彎管接頭穿孔處的形貌,結果見圖1。結果表明,蝕孔尺寸約51.46 mm×11.23 mm,穿孔處內壁呈階梯層片狀腐蝕形貌,周圍布滿大小不同、深度不一的局部腐蝕坑;穿孔處外壁相對較完整,周圍未見明顯腐蝕坑。從宏觀形貌可知,穿孔處周圍內壁腐蝕程度較外壁更嚴重,蝕孔尺寸明顯更大。由此推斷,蝕孔是從內壁產生,逐漸向外壁延伸擴展,最終形成大面積穿孔。
1.2 化學成分分析
對失效彎管接頭進行化學成分分析,以確定其成分是否合乎要求,結果如表1所示。由表1可見,失效彎管接頭的化學成分符合Q345鋼的標準規定,可排除由于化學成分不合格導致彎管接頭腐蝕失效的可能性。

(a) 內壁

(b) 外壁圖1 彎管接頭穿孔位置宏觀形貌Fig. 1 Macro-morphology of perforation position on elbow joint: (a) internel wall; (b) external wall
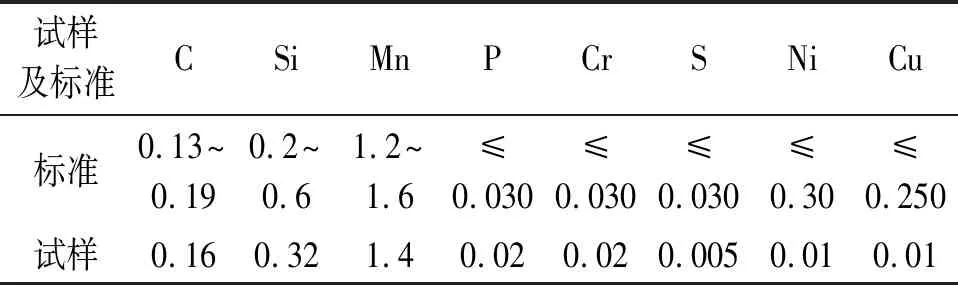
表1 失效彎管接頭的化學成分Tab. 1 Chemical composition of failed elbow joint (mass fraction) %
1.3 顯微組織分析
從失效彎管接頭帶有裂紋的彎道截面取樣,試樣經砂紙逐級(至2 000號)打磨,機械拋光后用體積分數4%的硝酸酒精溶液進行浸蝕,然后通過ZeissObserve D1m型金相顯微鏡進行組織觀察。
由圖2可見:失效彎管接頭的母材組織為鐵素體和珠光體,并呈帶狀分布。按GB/T 13299-1991標準《鋼的顯微組織評定方法》,帶狀組織級別為4級;按GB/T 10561-2005標準《鋼中非金屬夾雜物含量的測定 標準評級圖顯微檢驗法》,母材中非金屬夾雜物級別為A0.5、B0.5、C0.5、D0.5級。由圖2還可以看出,焊縫組織為枝狀晶;熱影響區存在裂紋,且組織粗大。母材、焊縫及熱影響區組織特征表明,該彎管接頭的焊接質量不佳,填充金屬和母材之間有明顯的界面。焊接過程對焊縫附近的管材有明顯熱影響,使管材在拉拔過程中形成的帶狀組織轉變為等軸晶,導致該處管材的耐腐蝕性能下降。
1.4 腐蝕產物成分分析
從失效彎管接頭內部帶銹層取樣,采用多晶X射線衍射儀對腐蝕產物進行物相分析,圖略。結果表明,腐蝕產物中含有FeO(OH)、SiO2以及微量FeCO3。由此判斷,彎管接頭主要發生了氧腐蝕。
1.5 電化學分析
從失效彎管接頭上取樣,取樣位置如圖3所示,制成電極試樣(工作面積為1.0 cm2)進行極化曲線和電化學阻抗譜等電化學測試。測試采用三電極系統,鉑電極為對電極,飽和甘汞電極為參比電極,試樣為工作電極。電極試樣在使用前用丙酮、乙醇和蒸餾水依次清洗后吹干,測試溶液為3.5%(質量分數)NaCl溶液,測試溫度為25 ℃。

(a) 母材 (b) 焊縫 (c) 熱影響區圖2 失效彎管接頭不同區域的顯微組織Fig. 2 Microstructure of different regions of failed elbow joint: (a) base metal; (b)weld; (c) heat affected zone

圖3 電化學測試取樣位置示意圖Fig. 3 Schematic diagram of sampling positions for electrochemical testing
圖4為失效彎管接頭在3.5% NaCl溶液中的極化曲線,對極化曲線進行擬合,所得電化學參數見表2。由表2可看出,失效彎管接頭不同位置的自腐蝕電位由低到高排列為外弧側<側面<內弧側,自腐蝕電流密度由大到小排列為外弧側>側面>內弧側。比較發現,外弧側的自腐蝕電位最低,自腐蝕電流密度最大,表明彎管接頭外弧側的電化學腐蝕趨勢最大,即在相同腐蝕環境中,彎管接頭的外弧側最易發生腐蝕。

圖4 失效彎管接頭各試樣在3.5% NaCl溶液中 的極化曲線Fig. 4 Polarization curves of specimens of failed elbow joint in 3.5% NaCl solution

表2 極化曲線擬合結果Tab. 2 Fitted results of polarization curves
圖5為失效彎管接頭在3.5% NaCl溶液中的電化學阻抗譜。由圖5可看出,彎管接頭不同位置的阻抗譜均由高頻段的容抗弧和低頻段的感抗弧組成。彎管接頭外弧側高頻容抗弧半徑最小,說明其極化電阻最小,腐蝕最嚴重,這與極化曲線得到的結論是一致的。

圖5 失效彎管接頭各試樣在3.5% NaCl溶液中的 電化學阻抗譜Fig. 5 Electrochemical impedance spectroscopy of specimens of failed elbow joint in 3.5% NaCl solution
綜上,彎管接頭外弧側的耐蝕性要比側面及內弧側的差,這可能是彎管接頭的彎制工藝及焊接過程使材料組織發生變化,從而影響了材料的性能。
2 失效原因分析
在計量裝置中,彎管接頭彎曲造成流體力學參數發生變化,容易發生腐蝕。由于計量裝置中流體包含原油、油田水、天然氣,彎管的腐蝕是多種腐蝕介質共同作用的結果。除了受共同外界條件影響外,不同腐蝕介質間也會相互影響。彎管的腐蝕與流體的運動息息相關,多相流經過彎管后,其流速、液相分布、湍動能、壓力大小分布都發生了變化,導致彎管腐蝕加速。高速流體沖刷管壁,破壞腐蝕產物膜,促進腐蝕惡化[9]。彎管處結構的變化,引起流體流動發生變化,破壞了流體穩定的邊界層,混輸液的速度梯度變大也會使管壁腐蝕更嚴重[10]。
彎管接頭內壁外弧側在焊接過程中存在一定的焊接缺陷,外弧側耐腐蝕性能較弱,腐蝕坑首先在這里產生。由腐蝕產物分析可知,彎管內壁主要發生氧腐蝕,這是由于彎管接頭內部流體中含有溶解氧,與管壁發生電化學腐蝕,生成疏松多孔的腐蝕產物FeO(OH)。腐蝕產物在基體上的附著能力差,易被內部腐蝕介質穿透。再加上彎管接頭內壁外弧側液體流速較快,沖刷帶走表面腐蝕產物[11],不斷裸露出新的基體,使得金屬基體缺乏有效保護,彎管接頭內壁外弧側不斷與腐蝕介質接觸,加速腐蝕,腐蝕坑不斷向外伸展,最終發生穿孔。
3 結論與建議
失效彎管接頭腐蝕類型主要為氧腐蝕,生成的腐蝕產物疏松多孔,不具備保護能力,在流體沖刷作用下不斷剝落,造成腐蝕加劇。在焊接過程中,失效彎管接頭熱影響區存在焊接缺陷,導致其耐腐蝕性能減弱;彎管接頭內壁外弧側耐腐蝕性能最弱,腐蝕坑優先形成于此處,再加上該處腐蝕環境更惡劣,因此更易發生腐蝕穿孔。
建議對彎管接頭焊接部位進行焊后熱處理,消除焊縫不致密問題。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
