高性能繼電器用AgNi觸頭材料的研究
2021-06-18 12:51:14楊昌麟張秀芳顏小芳柏小平張明江
電工材料 2021年3期
楊昌麟,張秀芳,顏小芳,柏小平,張明江
(福達合金材料股份有限公司,浙江溫州 325025)
引言
繼電器是通過觸頭的接通或斷開控制電路,被廣泛應用于自動控制系統、電力保護系統以及通信系統,起控制、檢測、保護及調節作用,其接觸系統中最主要的部件為觸點,觸點的性能將直接決定繼電器的可靠程度和穩定性[1]。相關資料報道,繼電器失效75%以上是由觸點失效導致[2,3]。在中國制造2025的大環境下,對繼電器的要求也逐漸提高,繼電器逐漸向高負載、高頻率、大功率、小型化、高可靠性等高性能方向發展[4]。故而,對作為繼電器接觸系統的核心部件-觸點材料也提出更為苛刻的要求,具體表現為:①需具備更為優良的導電性能,表面不易懸浮導電性能較差的組分,以避免造成繼電器產品不導通的異常;②應具備更好的抗粘結、抗熔焊性能,且觸點材料的組元元素不易揮發;③應具備更好的耐電弧磨損性能。
在現有電接觸領域,銀基觸頭材料是目前應用最為廣泛的一類材料。這是因為銀具備高的導電、導熱性、良好的機械加工特性;氧化銀在高溫下不穩定,易分解成單質銀和氧氣,故而能保證低而穩定的接觸電阻。目前,銀基觸頭材料主要分為3類:銀金屬氧化物、銀基假合金,銀基合金,其中,作為銀基假合金的典型代表銀鎳觸頭材料,它在整個觸頭材料體系中占有重要的地位。銀鎳材料因具有良好的導電性、導熱性以及低而穩定的接觸電阻,被廣泛應用于低壓電接觸領域,如小負荷接觸器、繼電器和控制開關等[5]。
隨著電器產品向小型化、長壽命、高可靠性方向發展,近年來,電器制造商對銀鎳材料提出了更高的要求,希望其抗熔焊性能、耐電弧磨損性能得到提高。近年來,國內外對如何提升銀鎳材料電性能做了大量的工作。王塞北等[6]詳細地介紹了粉末冶金法、機械合金化法、化學包覆法、共沉積法等制備工藝的發展現狀及提高銀鎳觸頭材料抗熔焊性的最新研究及進展;Kail A等[7]研究表明,燒結擠壓法制備的銀鎳觸頭材料,不僅可以有效提高材料的電導率,還能明顯提高觸點的耐電弧燒損特性;榮命哲等[8]對小容量電器用新型銀鎳觸頭材料進行了開發研究,結果顯示:當鎳纖維取向與工作面平行時,有利于獲得更佳的性能。然而,關于鎳含量、鎳顆粒尺寸及添加物對銀鎳材料組織與性能的系統性研究卻甚少。為此,本研究采用粉末冶金工藝制備出不同鎳含量、不同鎳顆粒尺寸及添加物銀鎳材料,系統地研究了鎳含量、鎳顆粒尺寸及添加物對銀鎳材料物理力學性能、電性能及燒損后觸點形貌的影響,并探討了其產生機理,為高性能繼電器用的銀鎳觸點材料的設計和開發提供一定的思路和方法。
1 試驗
研究對象均采用粉末冶金工藝制備,其具體的制備工藝流程為:粉體混合(高熔點添加物預處理)→等靜壓→燒結→復壓→熱擠壓→拉拔,試驗材料的具體成分見表1。
表1中試驗材料鎳顆粒尺寸大小通過在粉體混合過程中采用不同費氏粒徑的羰基鎳粉實現。將上述試驗材料拉拔至成品并進行金相和性能測試。將成品絲材制打成鉚釘型觸點,規格為:R2.8×0.4+1.5×0.8SR10E;R2.8×0.55+1.5×0.6SR10E,并在模擬電性能試驗平臺進行測試,測試條件:AC 250 V,5 A;接觸頻率30次/min;觸點開距1 mm;接觸壓力30 g。采用BS124S型分析天平測量燒損后質量變化,采用JSM-6390A型掃描電鏡觀測試驗后觸點表面形貌。
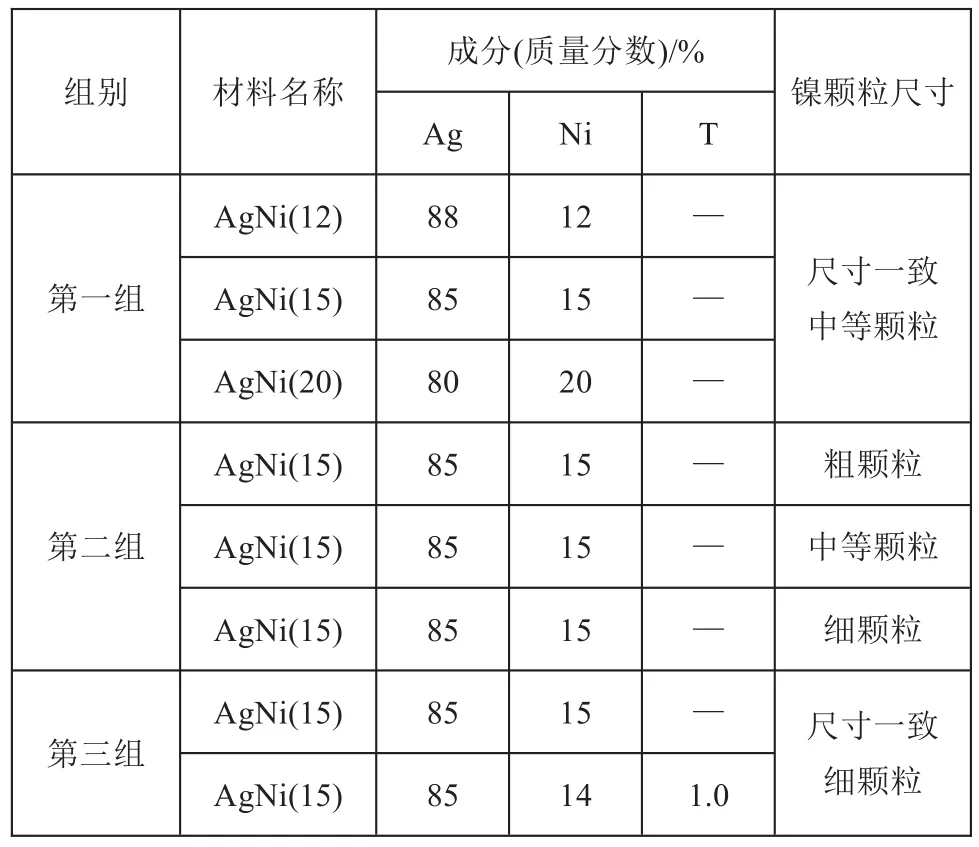
表1 試驗材料成分及顆粒尺寸
2 試驗結果與分析
2.1 金相組織特點對比分析
圖1為不同鎳含量 AgNi(12)、AgNi(15)、AgNi(20)成品絲材橫、縱截面金相組織對比。本組試驗材料均采用費氏粒度相同的羰基鎳粉制備而成。金相組織對比顯示:隨著鎳含量的增加,鎳顆粒數量也隨之增加;但同時金相組織中出現的較大尺寸的團聚鎳顆粒也增多(如圖1(e)區域所示)。其原因為:隨著鎳含量的增加,混合粉體中,鎳顆粒數量與銀粉顆粒數量的比例增加,在混合過程中鎳顆粒之間無法充分被銀顆粒填充,最終引起鎳顆粒團聚相對較多。

圖1 不同鎳含量AgNi材料金相組織對比
圖2為采用不同初始粒徑羰基鎳粉制備的AgNi(15)成品絲材橫、縱截面金相組織對比。金相組織對比顯示:隨著初始羰基鎳粉粒徑的減小,鎳顆粒數量增加,橫截面金相組織觀測到的鎳顆粒數量增加,相應的鎳顆粒尺寸減小;縱截面金相組織鎳纖維長細比增加且呈顆粒狀的鎳顆粒分布也相對較多。

圖2 不同顆粒尺寸AgNi15材料金相組織對比
圖3為高熔點添加物的AgNi(15)成品絲材橫、縱截面金相組織對比圖片。金相組織對比顯示:添加物的加入對材料橫截面的顆粒尺寸影響較小,但可以有效縮短縱截面鎳纖維的長度、顆粒狀鎳顆粒數量增加。這是因為高熔點添加物作為硬質顆粒可有效改變在塑性變形過程中鎳的變形協調性,打斷鎳的連續性分布。

圖3 添加物對AgNi(15)材料金相組織對比
2.2 物理力學性能對比分析
表2為冷加工變形量12%條件下,不同試驗銀鎳材料的物理力學性能。從表2可以看出如下規律:①在相同冷加工變形量的前提下,隨著鎳含量的增加,材料的抗拉強度、硬度、電阻率逐漸增加,密度逐漸降低;②在相同的冷加工變形量和相同鎳含量的條件下,隨著鎳顆粒的細化,材料的抗拉強度和硬度、電阻率逐漸增加;③在相同的冷加工量和銀含量相同的條件下,高熔點添加物有助于提升材料的抗拉強度、硬度、密度,但同時電阻率也有所增加。表現出上述規律的主要機理如下:根據Ag-Ni合金相圖可知,平衡條件下固態時鎳在銀基中的固溶量很小,為0.15%,故銀鎳材料為一種假合金材料[9-11]。其力學、物理性能是基體相Ag和增強相Ni按體積分數的加和。具體遵循如下公式[12]:
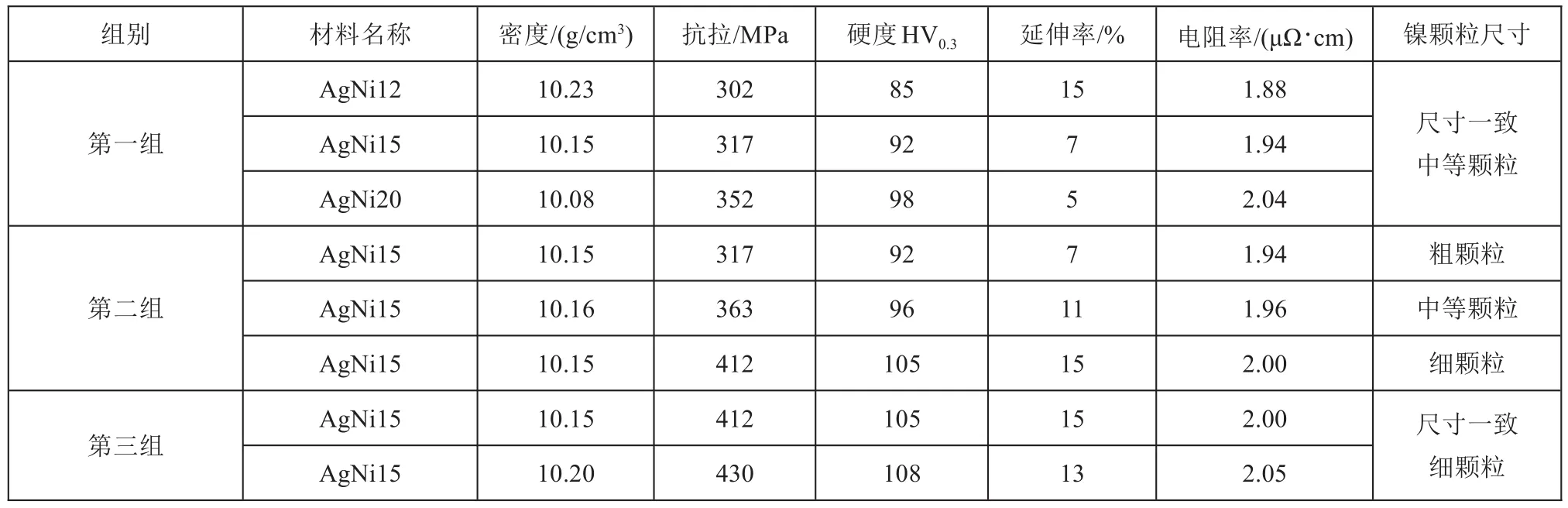
表2 不同試驗AgNi材料物理力學性能對比

式中,σ為合金整體強度,σb、σw分別為基體相、增強相強度,fb、fw分別為基體相、增強相的組成體積。與基體相相比,增強相Ni具有更高的強度,隨著鎳含量的增加,增強相鎳相的體積分數也增加,故而會表現出更高的強度和硬度;在材料成分相同的條件下,鎳顆粒細化有利于增加鎳顆粒數量,可以更為有效地增強基體Ag相的強度,故而隨著鎳的細化,銀鎳材料表現出更高的抗拉強度和硬度;此外,高熔點添加物的強化機理也與此原理相同。
2.3 電性能對比分析
2.3.1 燃弧時間、燃弧能量
利用電性能模擬試驗平臺對不同試驗銀鎳材料進行電性能測試,測試總電壽命次數為10萬,對每1萬次測試的燃弧時間求均值,并作曲線。不同材料燃弧時間對比如圖4所示。從圖4可以看出以下規律:①隨著鎳含量的增加,觸點材料測試過程中燃弧時間有所增加;②隨著初始鎳顆粒尺寸的降低,觸點材料的燃弧時間也存在降低的傾向;③在銀含量相同的條件下,高熔點添加物使燃弧時間有所增加。
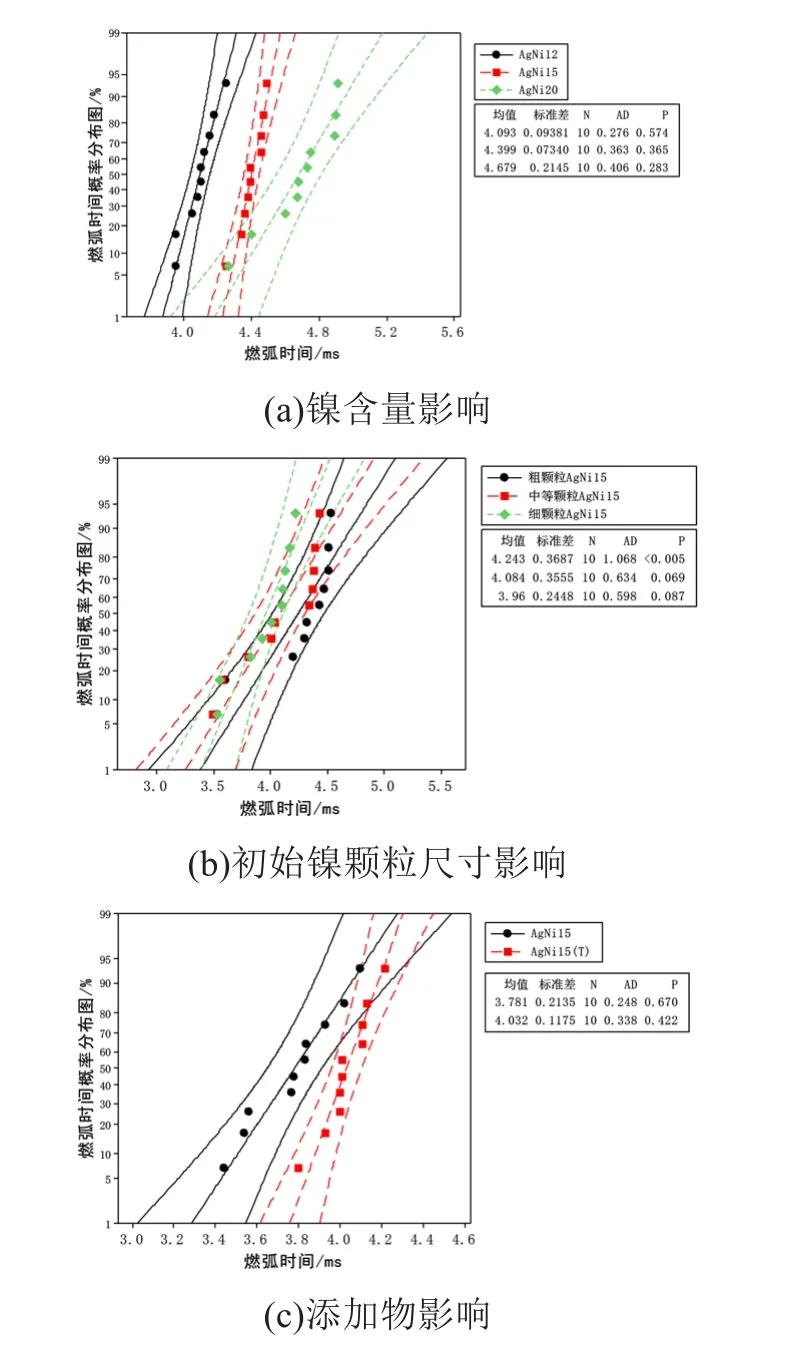
圖4 不同試驗AgNi材料燃弧時間對比曲線
圖5為不同試驗銀鎳材料燃弧能量對比曲線,測試總電壽命次數為10萬,對每1萬次測試的燃弧能量求均值,并作曲線。觸點材料的燃弧能量表現出的規律與燃弧時間存在正相關規律,具體表現如下:①隨著鎳含量的增加,觸點材料在實際電壽命測試過程中燃弧能量相應增加;②隨著初始鎳顆粒尺寸的降低,觸點材料的燃弧能量存在降低的傾向;③在銀含量相同的條件下,高熔點添加物使得燃弧能量有所增加。

圖5 不同試驗AgNi材料燃弧能量對比曲線
觸點分斷過程中出現的電弧是造成觸點材料工作性能下降以及引起電器產品失效的主要原因之一[13]。在電弧的作用下,觸點材料發生侵蝕、轉移,表面接觸狀況惡化,接觸電阻增高,使觸點材料的可靠性下降、電壽命縮短。因此,在觸點材料的設計過程中,應盡可能地減緩材料燃弧特性,降低燃弧能量,以減少對材料的惡化。燃弧能量遵循如下公式[14]:

式中,t為觸點的燃弧時間,u為燃弧電壓,i為燃弧電流。隨著鎳含量的增加,觸點間接觸電阻增大,造成觸點接觸斑點區域溫升增加;同時,鎳含量的增加增強了鎳形成導熱性能較差的氧化鎳的傾向,此層鎳的氧化物通常懸浮于觸點表面,阻止來自熔化表面組織的熱量向觸頭材料內部擴散;在兩者共同作用下,觸頭溫升升高,基體銀汽化損耗增大,觸點的燃弧電壓增高及燃弧時間增加,最終導致燃弧能量增大。鎳顆粒細化增加鎳的比表面積,在電弧高溫作用下有利于快速固溶到基體銀,形成蒸汽壓力較純銀金屬熔液蒸汽壓力小的銀鎳合金熔液,有利于減少燃弧時間并降低燃弧能量[15-17]。高熔點添加物在電弧高溫作用下,可快速地與鎳固溶,形成熔點較低的中間相,增加材料燃弧時間的同時也提高燃弧能量。
2.3.2 熔焊力對比分析
圖6為不同試驗銀鎳材料熔焊力對比曲線,測試總電壽命次數為10萬,對每1萬次測試的熔焊力求均值,并作曲線。從圖6可以看出:①隨著鎳含量的增加,觸點材料熔焊力存在增加的趨勢;②隨著初始鎳顆粒尺寸的降低,觸點材料的熔焊力降低;③在銀含量相同的條件下,高熔點添加物有利于降低觸點材料的熔焊力。

圖6 不同試驗AgNi材料熔焊力對比曲線
觸點在負載分離過程中,隨著接觸面積的減小,接觸區域的電流密度急劇增大,在焦耳熱的作用下接觸區域觸點材料熔化并形成熔池,隨后冷卻凝固,導致分斷過程需要一定的力才可將觸點正常分斷。熔焊力與熔焊面積及其熔焊區的強度相關。鎳含量的增加,導致接觸溫升增加,焦耳熱作用更為明顯,使熔化面積有所增加,故熔焊力也隨之增加;鎳顆粒的細化,增加鎳的比表面積,增強鎳與銀固溶形成銀鎳合金,隨后熔池冷卻,鎳彌散析出,增加材料的脆性,有利于降低熔焊力;高熔點添加物的加入,與增強相鎳形成脆性的金屬間化合物,進一步增強材料脆性,降低熔焊力。
2.4 試驗后觸點形貌對比分析
觸頭材料電弧侵蝕特征可以反映觸頭材料特征和電弧侵蝕程度。觸頭材料在使用過程中,觸頭表面出現裂紋會加快侵蝕速度,導致開關電器使用壽命大大縮短,因此深入研究觸頭材料電弧侵蝕形貌特征對觸頭材料應用有重要的實際意義[18-20]。不同鎳含量觸點燒損后觸點表面電弧侵蝕形貌如圖7所示。由圖7可見,中等鎳含量觸點形成凹坑的現象較為明顯,低鎳和高鎳含量觸點燒損后觸點表面較為平整。這是因為低鎳含量觸頭中含銀量較高,銀熔點相對鎳較低,在電弧熱量作用下,形成液態熔池體積大,有利于填充電弧侵蝕形成的觸點表面坑,使觸點表面更為平整;高鎳含量觸點受電弧熱量的作用更為明顯,短時間熔化形成的熔池的量更大,利于觸點表面的平整化。

圖7 不同鎳含量AgNi觸點測試10萬次后觸點表面形貌
不同鎳顆粒尺寸觸點燒損后觸點表面電弧侵蝕形貌如圖8所示。由圖8可見,隨著鎳顆粒的細化,觸點燒損后觸點表面較為平整,表面凹坑不明顯。這是因為鎳顆粒的細化,增加了鎳的比表面積,增強鎳與銀固溶形成銀鎳合金的能力,有效提升熔池黏度,改善觸點表面飛濺損耗,使表面形成的凹坑現象更不明顯、觸點表面更平整。

圖8 不同顆粒尺寸AgNi(15)觸點測試10萬次后觸點表面形貌
圖9為含添加物AgNi(15)燒損后觸點表面電弧侵蝕形貌對比。從圖9可以看出,含添加物AgNi(15)觸點表面更平整,且可觀測到的孔洞數量較少。其原因為在電弧的作用下,觸點表面迅速熔化,熔融狀態的銀從外界吸收大量氧氣形成氣泡,電弧熄滅后,觸頭表面溫度迅速降低,氧氣在銀中的溶解度也隨之降低,氣泡從熔池內浮出,在表面張力作用下氣泡在熔池表面破裂,從而在觸頭表面形成氣孔或者孔洞;同時,添加物與鎳在電弧的高溫作用下形成熔點較低的金屬間化合物,增加了熔池形成金屬熔液的體積,有助于對孔隙的填充,最終使含添加物AgNi(15)材料觸頭表面孔洞較少且更平整。

圖9 含添加物AgNi(15)觸點測試10萬次后觸點表面形貌對比
3 結論
(1)鎳含量的增加有利于提升AgNi材料的力學性能,但同時使團聚的鎳顆粒尺寸增大;對電性能的影響表現為材料的燃弧時間、燃弧能量及熔焊力也相應增加。
(2)鎳顆粒細化增強了對基體銀的強化,使材料力學性能明顯提升;在電性能方面,顆粒細化有利于縮短燃弧時間、燃弧能量,減少熔焊力。
(3)微量高熔點添加物的加入對材料的力學性能影響甚微,但可改善縱向鎳顆粒的分布;在電性能方面,使材料的燃弧能量、燃弧時間增加。因添加物可與鎳形成脆性的金屬間化合物,使熔池脆性增加,可減少熔焊力。