輸電桿塔掛點焊接變形和殘余應力仿真分析
2021-06-18 06:16:46王朋熊捷黃斌
機械工程師 2021年6期
王朋, 熊捷, 黃斌
(中電建武漢鐵塔有限公司,武漢430011)
0 引言
焊接是一種常用的金屬加工工藝,在電力、橋梁、船舶等領域得到廣泛的應用,焊接過程中焊接件溫度梯度的變化導致殘余應力的產生,對焊接件的強度、抗疲勞特性、低溫服役壽命等產生重要影響,復雜構件中的多層多道焊的應力分布更為復雜。輸電桿塔掛點的焊接質量直接關系到輸電系統的穩定,掛點的設計和制造,必須考慮服役地區的實際氣候等因素,對焊接工藝進行優化設計,最大程度降低焊接殘余應力,保障服役安全。焊接過程有限元熱力耦合模擬具有節約設計成本、能再現焊接過程等優勢,在焊接工藝優化領域得到了廣泛的應用。隨著計算機技術的發展,許多學者采用計算機數值模擬技術對焊接的殘余應力和變形進行模擬。王春生[1]采用有限元程序ANSYS建立高強度Q420焊接工字鋼梁的有限元模型,并基于試驗結果進行有限元模型校核。趙宏權[2]通過計算機模擬軟件建立的三維實體模型分析JU2000E自升式鉆井平臺樁腿K型節點的應力分布特征。侯陽[3]對焊接溫度場進行數值模擬,獲得溫度場的分布規律和不同位置的焊接熱循環曲線,為進一步研究焊接應力場、應變場及優化焊接工藝參數提供有效依據。
為得到輸電桿塔掛點最佳焊接工藝,采用有限元分析軟件ABAQUS對桿塔掛點不同的焊接工藝進行焊接殘余變形和殘余應力的仿真計算,通過對比分析仿真結果,得到輸電桿塔掛點最佳焊接工藝方案。本文的研究結果可以為實際的生產提供指導。
1 塔掛點有限元模型
1.1 塔掛點有限元模型的建立
利用Creo軟件建立輸電桿塔掛點模型保存為stp格式并導入ABAQUS中。對模型進行網格劃分,筋板焊縫處采用較細密的網格(單元邊長為1 mm),筋板距離焊縫較遠的地方采用較粗的網格,減少網格數量,提高計算效率。最終的有限元網格模型如圖1所示,模型一共有38 478個節點,27 850個網格單元。

圖1 塔腳有限元網格模型
1.2 材料及工藝參數
掛點材質為Q420C,焊絲的牌號為ER50-6,其直徑為1.2 mm。焊接方法為100%CO2氣體保護的MIG自動焊,焊接電壓為23 V,焊接電流為200 A,焊接速度為3 mm/s。焊接的初始溫度和環境溫度均設置為20 ℃。
1.3 邊界條件及熱源模型
焊接溫度場計算的熱邊界條件為熱對流和熱輻射[4],熱對流和熱輻射混合邊界條件的表達式為:
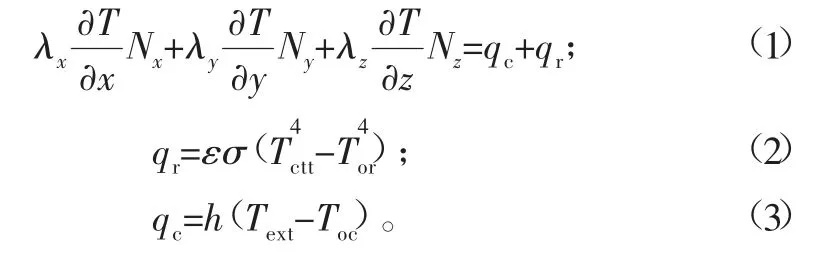
式中:λ為材料導熱系數;ε為材料表面熱輻射率;σ為斯蒂芬-玻爾茲曼常數;h為傳熱系數,W/(mm2·℃);Text為環境溫度;Tor為零輻射參考溫度;Toc為零對流參考溫度。
傳熱系數h計算公式為:

熱源模型是焊接模擬結果準確與否的關鍵[5],在實際的焊接過程中,電弧熱源的能量較為復雜,整體呈現為前方能量集中、后方分散,熔深也隨著熱源作用區域的位置而不同。本文選用雙橢球熱源模型,該模型可以更好地反映焊接中的熱量輸入[6]。雙橢球熱源模型表達式[7]為:
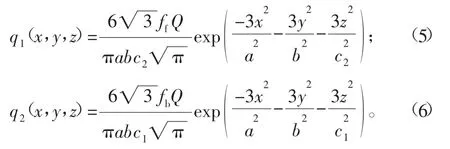
式中:ff與fb分別為熱流密度的集中系數,其中ff+fb=2;Q為焊接熱輸出功率輸出量,Q=ηUI (η為焊接熱輸入效率,本文取0.7;I為焊接電流;U為焊接電壓);a、b、c1、c2為熱源模型的形狀參數。
2 焊接方案和計算結果及分析
2.1 改進的焊接工藝方案介紹
圖2為原焊接工藝方案示意圖,每個數字代表一道焊縫,按照圖示標號的順序進行焊接。
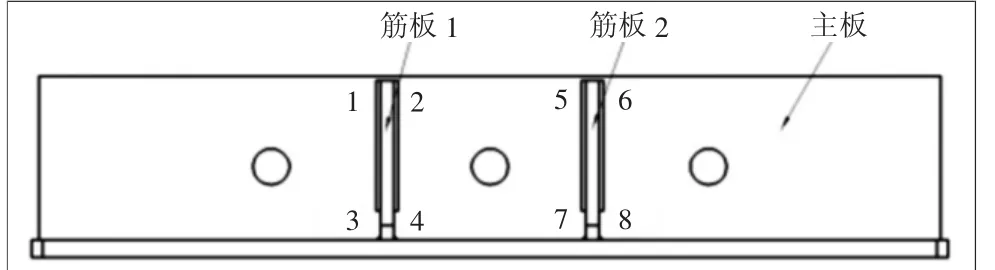
圖2 輸電桿塔掛點原方案焊接施焊道次及順序
原工藝方案每道焊縫有3層,每層焊接順序均是按照圖3所示的Ⅰ、Ⅱ、Ⅲ的次序一次完成焊接。根據實際工藝,每道焊縫完成后不需進行冷卻。

圖3 輸電桿塔掛點局部焊接結構平面示意圖
改進方案的焊接順序如圖3所示,每次焊接一道焊縫的一層,即按照圖4所示順序進行焊縫的焊接,先焊打底層,再焊填充層,最后焊蓋面層,每層焊接方向不變,與原方案一樣(如圖3)。
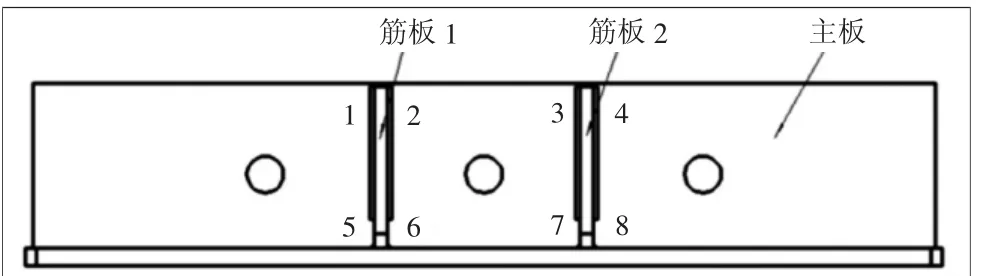
圖4 輸電桿塔掛點原方案焊接施焊道次及順序
改進方案2與改進方案1總體焊接順序相同(如圖4),但是填充層焊接方向與改進方案1相反(如圖5)。

圖5 改進方案2局部焊接結構平面示意圖
2.2 變形仿真結果對比
圖6~圖8為3種焊接方案殘余變形仿真結果云圖,可以看到,與原方案相比,方案1的峰值變形更小,但是與原方案的分布區域的位置大致相同。與原方案和方案1相比,圖8所示的方案2變形分布峰值更小,分部更加均勻。因此從殘余變形角度來看,方案2更加具有優勢。
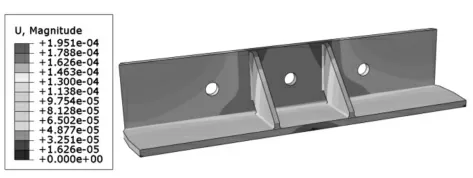
圖6 原方案殘余變形云圖
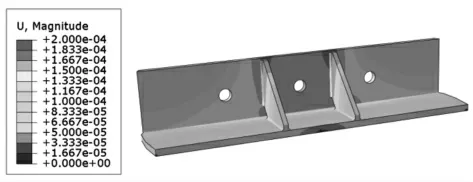
圖7 方案1殘余變形云圖
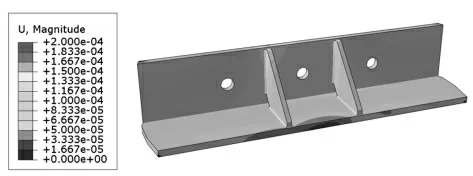
圖8 方案2 殘余變形云圖
為了詳細對比原始方案、改進方案在長度方向的殘余變形,提取圖9所示路徑1上(即主筋背側板棱線)的殘余變形進行對比分析。
圖10所示為3種焊接方案路徑1上形變量的對比圖。可以看到改進方案1和原方案在路徑1上的變形相差較小。與前兩種方案相比,改進方案2的變形較小,這與圖6~圖8的分布結果一致。這是由于改進方案1的局部焊接順序的優化減小了填充層焊接時的熱量堆積,引起變形較小。
2.3 殘余應力仿真結果對比分析

圖9 路徑1示意圖
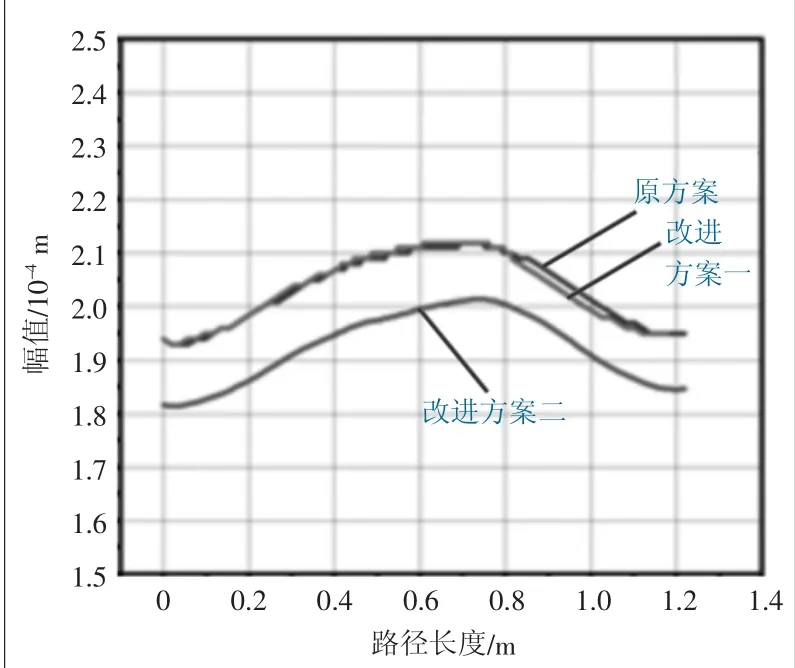
圖10 路徑1上總的變形對比
圖11為冷卻后3 種焊接方案在圖9 所示的路徑1 上殘余應力的對比曲線圖,可以看到焊接殘余應力在整條路徑上均呈現拉應力狀態。改進方案1和改進方案2在路徑1上殘余應力分布基本相同,與原方案相比,在筋板1 處的殘余應力更小,在筋板2處殘余應力更大,但是殘余應力分布更加均勻。
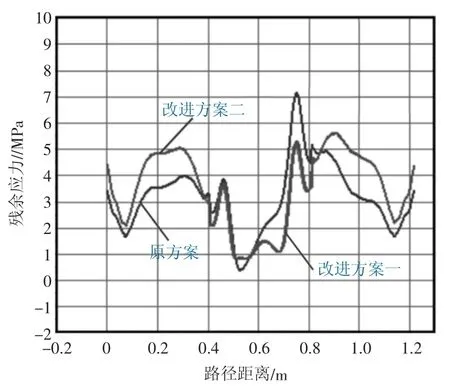
圖11 路徑1上殘余應力
圖12~圖14分別為冷卻后原始方案、改進方案1和2在路徑路徑1上X軸方向(S11)、Y軸方向(S22)、Z軸方向(S33)上殘余應力分布線圖。通過對比可知,與原方案相比,改進方案在Y軸方向(沿路徑1方向)上筋板位置的應力分布更加均勻,X軸與Z軸方向上焊接殘余應力區別較小,說明應力分布主要區別在Y方向。其中改進方案2在Y方向應力分布更加均勻。
綜合分析可知,從殘余應力分布的角度來看,改進方案殘余應力的改變不夠明顯,但是分布更加均勻,結合變形結果來看,改進方案2更加合理。
3 結論
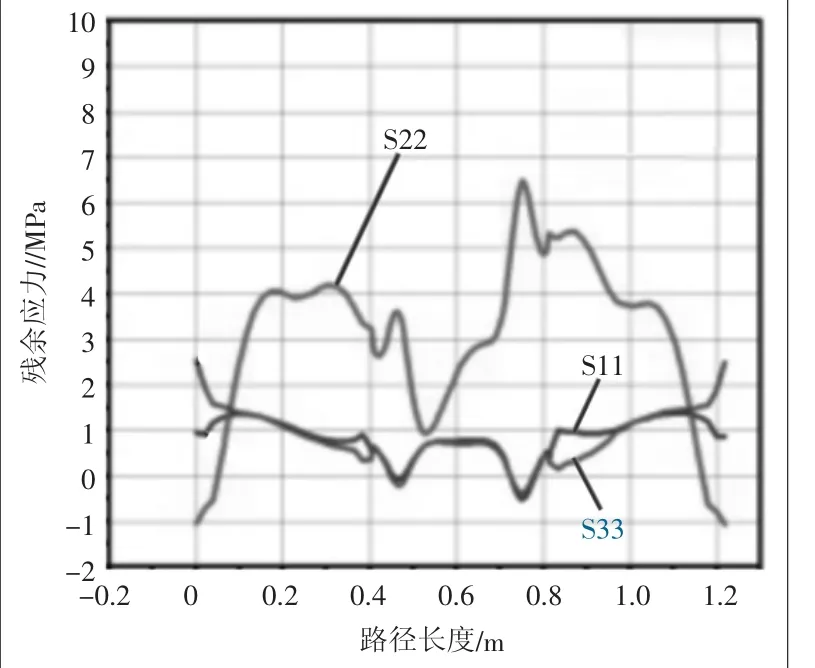
圖12 原始工藝方案三方向殘余應力
對輸電桿塔掛點的焊接過程進行了有限元仿真,分析比較不同的焊接工藝下各個位置的焊接殘余應力,得出以下結論:1)由改進的焊接方案殘余變形云圖和路徑分析可知,改進方案2 即焊接道次交叉和層間交叉焊接對掛點整體變形及長度方向的變形有減緩作用。2)路徑上的焊接殘余應力對比顯示,兩種改進方案在兩個筋板位置處焊接殘余應力峰值更接近,主板Y方向上焊接殘余應力分布更加對稱。在極端的環境下,更加有利于輸電桿塔掛點的雙向變形。3)綜合以上分析結果,采用優化方案2焊接順序進行輸電桿塔掛點的焊接更有利于減小掛點的變形和提高殘余應力分布的均勻性,從而提高其在極端環境下的使役性能。
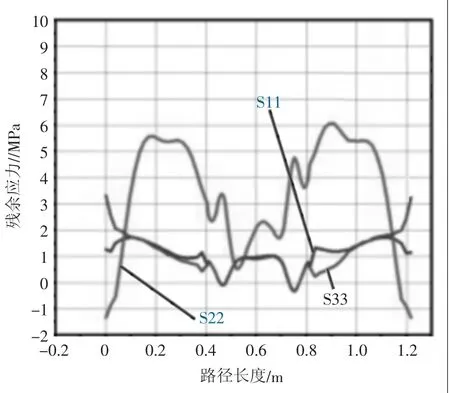
圖13 方案1三方向殘余應力
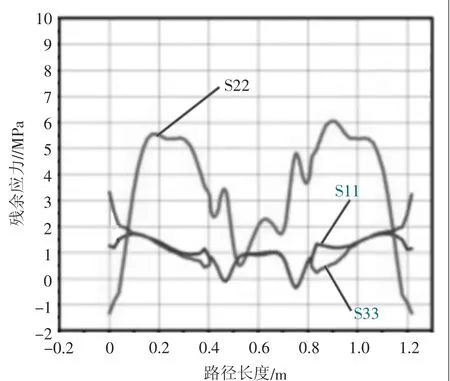
圖14 方案2三方向殘余應力
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
建材發展導向(2021年6期)2021-06-09 05:57:08
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05
機電產品開發與創新(2014年4期)2014-03-11 16:42:24