6061鋁水導激光加工工藝參數優化研究
2021-06-21 09:28:28曹治赫喬紅超趙吉賓
激光與紅外 2021年5期
曹治赫,喬紅超,趙吉賓
(1.中國科學院沈陽自動化研究所,遼寧 沈陽 110179;2.中國科學院機器人與智能制造創新研究院,遼寧 沈陽110179)
1 引 言
激光加工技術以其高效率、高精度、高加工自由度、高環境友好度等優勢在醫療、能源、航空、航天等領域都有非常廣泛的應用。但隨著相關領域的高速發展,加工零件對低表面粗糙度、低熱影響區及大深寬比結構加工提出了更嚴格的要求[1]。傳統激光的材料加工大部分基于激光的熱效應,加工過程工件材料會吸收加工熱量,不可避免地產生一定厚度的熱影響區[2]。以心血管支架為例,傳統激光加工的能量會在材料表面形成幾微米厚的熱影響區,對心血管支架的使用性能有一定影響[3]。
水導激光加工技術是一種以穩定水射流為能量載體的復合激光加工技術,相較于傳統激光加工的優勢[4]主要有:無加工熱影響區、加工表面質量高、可用加工距離長、可加工大深寬比結構。由于水射流是激光的載體,加工過程中水射流一直在對加工區域進行冷卻與沖刷,避免產生熱影響區的同時,也及時帶走加工碎屑,防止加工碎屑二次附著,進而提高加工區域的表面質量。激光被限制在水射流內部并保持極高的能量密度,整段穩定的水射流都可以用于材料的去除,適用于大深寬比結構的加工。
自1993年Richerzhagen開展水射流-激光加工技術研究并于瑞士成立從事水導激光技術(Laser Microjet)研發與產業化的SYNOVA公司以來,該技術在加工性能方面的優越性就吸引了國內外學者開展大量的理論與實驗研究。Spiegel[5]對激光在水射流中傳播過程中的拉曼散射現象開展了研究,發現水射流對低功率激光有較高的透過率,而且當激光功率較高時,水射流中的激光能量密度隨水射流長度方向有較大變化。Li[6]等使用不同的運動速度對硅片進行了水導激光劃槽加工,并對高速與低速下溝槽的截面形狀及崩邊情況進行了對比。Adelmann[7]等對多種材料開展了水導激光刻槽加工,研究了激光功率及加工次數對加工溝槽深度的影響趨勢,并實現了深寬比1:66的深溝槽的加工。Porter[8]等研究了不同運動速度、加工角度及加工頭懸空距離情況下薄片材料的加工區形貌,但是由于薄片材料在加工過程中的震動,部分實驗結果可參考性不高。現有的研究僅對水導激光加工的部分工藝參數開展了工藝試驗,且對加工區域的質量評價仍停留在表面質量,目前確少水導激光加工關鍵工藝參數對加工區域質量影響的系統性研究。
本文使用自研的水導激光微結構加工設備對6061鋁進行了包括激光功率、激光重復頻率、進給速度、加工次數在內多個參數的多因素影響實驗,使用金相顯微鏡對加工溝槽的截面形狀及金相組織狀態進行了系統性分析與研究。通過對加工區的觀測與分析,發現較高的激光功率、較低的激光重復頻率、較低的進給速度以及多次加工有利于形成大深寬比的溝槽結構,并提出了加工大深寬比低錐度結構的工藝參數優化方法。在本文所有工藝參數下,加工區域均無熱影響區,表明了水導激光加工技術在低熱影響區大深徑比結構加工方面的巨大潛力。
2 基本原理
水導激光加工技術是一種先進的激光加工技術,利用激光在水與空氣的界面上發生全反射的現象,將激光約束在直徑幾十微米的微細水射流中,水射流內保持極高的激光能量密度,可以輕易實現材料的去除,其基本原理如圖1所示。壓力水經由高壓泵產生后進入耦合腔內部,并從直徑幾十微米的噴嘴微孔中噴出,調整水壓與噴嘴微孔直徑匹配時,水射流會出現縮流現象[8],形成外形十分穩定的水射流。由激光器發出的脈沖激光經過擴束、聚焦系統后照射進耦合腔內,調整聚焦激光的束腰位置與噴嘴小孔重合,激光就可以照射進水射流內部。當選擇合適的聚焦鏡焦距時,耦合進水射流的激光在水射流-空氣界面上的入射角會超過全反射角,這樣激光會在水射流-空氣界面上不斷發生全反射,并隨水射流向前傳播。由于激光一直被約束在直徑幾十微米的水射流中,水射流中的激光能量密度與激光束腰位置處相近,因此整段穩定的水射流都可以用于材料的去除。激光束腰與噴嘴孔的耦合位置關系對水射流中的能量分布有一定影響,當激光束腰與噴嘴孔從完全對中調整至稍有偏離時,水射流中的能量分布從中心部分能量較高的狀態逐步轉變為近似均勻的分布[9]。此外,由于水射流的沖刷與冷卻作用,水射流可以將激光加工產生的熱量與加工碎屑及時帶走,避免了激光熱作用產生熱影響區,同時還可以防止熔融碎屑二次凝固降低加工表面質量。

圖1 水導激光加工技術基本原理
3 實驗設備與實驗參數
實驗設備使用了自研的水導激光加工設備,該設備主要由激光器、激光-水射流耦合模塊、三軸運動系統及壓力水裝置組成。激光源為平均輸出功率30 W的倍頻Nd∶YAG激光器,激光重復頻率最高為150 kHz。根據應用場景,激光-水射流耦合模塊可以產生直徑80~40 μm的激光水射流用于微結構的加工。三軸運動控制系統行程為120 mm×120 mm×100 mm,重復定位精度±5 μm,激光-水射流耦合模塊固定在Z軸上,工件被固定在二維運動平臺上。三維運動平臺數字控制系統可以使三維工作臺進行二維或三維的直線及圓弧插補運動,通過編制一系列運動控制方案,可以實現較為復雜的加工軌跡。壓力水裝置主要由凈水裝置、水泵、穩壓器、調壓閥與溢流閥組成,可以將凈化后的水加壓到合適壓力并保持壓力的高精度穩定性,最終形成高穩定性的水射流。
實驗當中使用的樣件為厚度1.5 mm的6061鋁板,水導激光加工設備使用的水射流噴嘴小孔直徑為70 μm,產生的激光水射流直徑約57 μm。為了研究不同工藝參數對切槽質量的影響,開展多工藝參數多因素影響實驗,實驗參數如表1所示,切槽多因素影響實驗布置如圖2所示,同組內溝槽間距為2 mm。完成不同工藝參數下的切槽實驗后,對應的樣件小塊使用水導激光加工設備整塊切下,如虛線所示。為了觀察切槽的截面質量與熱影響區情況,將樣件小塊通過鑲樣機進行鑲樣,依次使用800#、1000#、2000#、5000#砂紙對樣件進行打磨后,使用拋光墊配合W1.5及W1的金剛石研磨膏進行拋光。完成拋光后使用氫氟酸:硫酸:清水按照1∶2∶17配置腐蝕液并對樣件進行金相腐蝕,腐蝕完成后使用OLYMPUS GX51光學顯微鏡進行切槽截面形狀與加工熱影響區觀測。
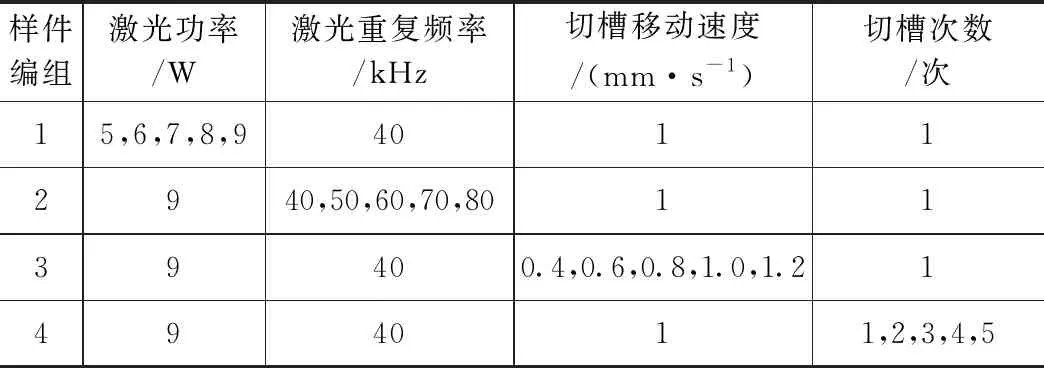
表1 實驗參數

圖2 工藝參數多因素影響實驗樣件布置
對溝槽截面形狀進行評估的參數主要有溝槽寬度、溝槽深度、溝槽深寬比及溝槽側壁錐度,其中溝槽深寬比為溝槽深度與溝槽寬度的比值。由于部分溝槽上半部分較為豎直而底部有較明顯的錐角,使用深寬比不能充分地反映溝槽側壁的錐角狀態,所以添加了溝槽側壁錐度這一評價參數,溝槽側壁錐度定義為溝槽上半較為平直部分的兩側壁面與豎直方向夾角的平均值。
4 實驗結果與討論
4.1 激光功率影響
激光平均功率對切槽截面形貌的影響如圖3所示。從左到右,激光平均功率分別為5 W、6 W、7 W、8 W、9 W,激光重復頻率40 kHz,切槽移動速度1 mm/s,加工次數1,在其余工藝參數保持不變時,隨著激光平均功率的增加,溝槽的深度與深寬比也隨之增加,同時溝槽寬度幾乎保持不變。同時也可以注意到,當激光功率較小時,溝槽截面為明晰的倒三角狀,當激光功率增大后,倒三角部分下移,溝槽上方逐漸開始出現接近豎直的部分。這是因為激光功率提高后,單個激光脈沖的能量提高,激光投影在溝槽側壁的能量密度也進一步提高,造成溝槽側壁的進一步材料去除,最終使得溝槽側壁出現接近豎直的部分。

圖3 激光功率的影響
激光功率對溝槽深寬比及側壁錐度的影響趨勢如圖4所示,提高激光功率有利于得到深寬比更大、側壁更豎直的溝槽。特別對于厚度小于0.3 mm的薄板材料,采用較大的激光功率只需一次加工即可獲得側壁更為豎直的斷面。圖5所示為使用不同激光功率進行切槽加工后的金屬組織金相圖,在500倍放大視場下仍未發現金屬組織熱影響區的存在。

圖4 激光功率對溝槽截面狀態的影響

圖5 500倍視場下的水導激光加工溝槽附近金相圖
4.2 激光重復頻率影響
激光重復頻率變化對切槽截面形狀的影響如圖6所示。從左至右,激光重復頻率分別為40、50、60、70、80 kHz,激光功率9 W,切槽移動速度1 mm/s,加工次數1次,可以發現,在其余工藝參數保持不變時,隨著激光重復頻率的升高,溝槽寬度稍微減小,溝槽深度與深寬比迅速減小,溝槽側壁也由較為豎直的側壁面逐漸變為明顯的倒三角形。這是由于在激光平均功率不變的前提下,激光重復頻率的升高會造成激光單脈沖能量的降低。而激光單脈沖能量的降低會導致投影在樣件表面的激光能量密度降低,進而造成溝槽的深度變小。另一方面,單脈沖能量變小也會使投影在溝槽側壁面的激光能量密度下降,最終造成溝槽側壁面呈現較為明顯的三角形。

圖6 激光重復頻率的影響
圖7所示為激光重復頻率變化對溝槽深寬比及側壁錐度變化的影響趨勢,可以發現采用較低的激光重復頻率可以得到較大深寬比、側壁更為豎直的溝槽結構。圖8所示分別為激光重復頻率40 kHz及80 kHz時溝槽結構附近的金相組織觀察結果,在500×放大視場下未觀察到熱影響區的存在。

圖7 激光重復頻率對溝槽截面狀態的影響

圖8 500倍視場下的水導激光加工溝槽附近金相圖
4.3 進給速度影響
水導激光加工頭進給速度對切槽截面形貌的影響如圖9所示。從左至右,加工頭進給速度分別為0.4、0.6、0.8、1.0、1.2 mm/s,激光功率9 W,激光重復頻率40 kHz,加工次數1次,從圖中可以發現,在其余工藝參數保持不變時,隨著進給速度的增大,溝槽寬度幾乎不變,溝槽側壁面錐度沒有明顯變化,同時溝槽的深度與深寬比逐漸減小。這是由于進給速度增大后,單位面積材料受到激光照射時間變短,因而單位面積材料被脈沖激光照射到的次數變少,由于溝槽深度與被激光照射次數有較大關系,這就導致溝槽的深度與深寬比變小。另一方面,進給速度對激光單脈沖能量沒有影響,因此單個激光脈沖下溝槽側壁所承受的投影方向激光能量密度幾乎沒有變化,因此溝槽側壁面的錐度也沒有明顯的變化。

圖9 進給速度的影響
進給速度對溝槽深寬比及側壁錐度的影響趨勢如圖10所示,在溝槽加工中提高進給速度會造成溝槽的深寬比下降,但是進給速度的變化對形成側壁更加豎直的溝槽結構沒有明顯作用。對于較薄的板材,可以使用較低的進給速度實現一次切斷加工,而對于較厚的材料的加工則需要結合材料去除效率選擇合適的進給速度并通過多次加工實現大深寬比結構加工。在500×放大視場下使用金相顯微鏡對加工溝槽附近的金相組織進行觀察,如圖11所示,同樣未發現加工區域附近有金相組織結構的變化。

圖10 樣件進給速度對溝槽截面狀態的影響

圖11 500倍視場下的水導激光加工溝槽附近金相圖
4.4 加工次數的影響
水導激光加工溝槽的次數對截面形貌的影響如圖12所示,從左至右溝槽的加工次數分別為1、2、3、4、5次,激光功率9 W,激光重復頻率40 kHz,切槽移動速度1 mm/s。可以發現,在其余工藝參數保持不變時,隨著加工次數的增多,溝槽寬度緩慢增大,同時溝槽深度先是快速增大,隨后增大的趨勢減緩,可以預見隨著加工次數的增多,溝槽深度最終將趨近一個穩定值。此外,在加工次數較少時,溝槽截面在深度方向上呈現明顯的段狀結構,如圖中紅線所示。在前3次加工中,水導激光束依次形成了較為明顯的3段加工區域,從第4次加工開始,加工段被逐漸下移,同時加工段之間的界限變得模糊,最終在第5次加工時得到了側壁呈現近乎平面的溝槽結構。可以預見,當溝槽側壁完全變成平面后,溝槽的深度也不再增加。

圖12 加工次數的影響
如圖13所示,隨著加工次數的增多,溝槽的深寬比增大,溝槽側壁也變得更加豎直,因此可以使用多次加工的方法來實現大深寬比結構的加工。也可以觀察到,由于多次加工造成溝槽寬度緩慢增大,溝槽的深寬比在深度趨近穩定值后隨加工次數增多反而開始下降。此外,在多次加工的溝槽附近也同樣未觀察到熱影響區的存在,500×放大視場下的溝槽附近金相結構如圖14所示。

圖13 樣件加工次數對溝槽截面狀態的影響

圖14 500倍視場下的水導激光加工溝槽附近金相圖
4.5 工藝參數優化方法討論
圖15所示為工藝試驗中相同工藝參數下的溝槽截面形貌對比,可以發現溝槽的寬度、深度及截面形狀都十分相似。圖16所示為這些溝槽在寬度、深度、深寬比、側壁錐度等溝槽截面評估參數方面的誤差分析數據。圖中的誤差數據可以體現通過工藝試驗得出的工藝規律的準確性,也體現了所使用的水導激光加工設備的穩定性水平。

圖15 相同工藝參數下截面形貌對比

圖16 相同工藝參數下溝槽截面評估參數誤差分析
根據工藝參數試驗結果,較高的激光功率與較低的激光重復頻率可以得到側壁更豎直的大深寬比溝槽,而較低的進給速度可以產生更大深寬比的溝槽,但是對于提高溝槽側壁豎直程度貢獻有限。因此,對于較薄的板材,使用重復頻率較低的大功率的激光只需一次加工就可以完成側壁豎直的切斷加工,在激光功率有限的情況下,也可以使用較低的進給速度獲得較深的加工深度。但是對于厚度較大的結構加工,就需要進一步優化工藝參數并對加工路徑進行合理的規劃。對圖12進行分析可以發現,在大深寬比結構的加工過程中,當加工次數較少時,第二加工段的溝槽寬度比第一加工段要小,第三加工段溝槽寬度也小于第二加工段。這是因為溝槽底部與側壁對應的錐度不同,導致激光照射在溝槽底部產生的能量密度高于側壁,從而在溝槽底部產生寬度較小的第二加工段,如圖17(a)、(b)所示。為此,想要增大后續加工段的寬度就需要產生側壁盡可能豎直的截面形貌,即提高激光能量,適當降低激光重復頻率。此外,在進行溝槽的第一道加工時,溝槽的截面形貌也會受到激光水射流中激光能量密度分布的影響,調整激光與水射流的耦合狀態可以改變激光在水射流中的能量分布[9],進而產生能量分布較為均勻的激光水射流[10],有利于形成底部平坦側壁豎直的溝槽結構。

圖17 溝槽側壁所受激光功率密度與溝槽形狀演化
另一方面,當溝槽的加工次數足夠多時,溝槽側壁會逐漸變得平坦,溝槽截面呈現尖三角狀,如圖12及圖17(c)所示。通過對圖12及圖17中溝槽形成過程的分析,提出水導激光加工溝槽最終能夠達到的深寬比預測模型如下。對于采用納秒激光的水導激光加工來說,材料去除狀態與垂直于材料方向接受的激光能量密度相關,如式(1)所示,Pw為激光投影在垂直于材料表面方向上的能量,溝槽側壁錐角α為激光方向與材料法向的夾角,Pl為水射流內的激光能量。在溝槽的多次加工過程中,當側壁錐角α小于一定值時,激光投影在溝槽側壁的能量密度Pw大于材料去除能量閾值為P0的部分會產生材料的去除。由于材料的進一步去除,側壁錐角α隨之增大,當錐角α超過臨界值后,激光投影在溝槽側壁的能量密度Pw等于材料去除能量閾值P0,此后不再有材料去除,溝槽結構不會再改變,如圖17(c)所示。根據式(1),錐角α的臨界值與激光能量Pl及材料的激光去除能量密度P0有關,因此對于同一種材料,增大激光能量可以最終形成側壁更垂直的溝槽結構。
Pw=Plcosα
(1)
此外,當要加工的溝槽足夠深時,溝槽截面形狀也受到溝槽中水射流流動狀態的影響,因此適當進行加工軌跡的規劃,增寬溝槽的寬度,也有利于提高溝槽中水射流的流動狀態,得到截面形狀更優的大深寬比結構。
5 結 論
本文利用自研的水導激光微結構加工設備對6061鋁開展了包括激光功率、激光重復頻率、進給速度、加工次數在內的多個關鍵工藝參數的多因素影響實驗,并使用金相顯微鏡對加工溝槽截面形狀與熱影響區分布情況進行了系統性的分析。得到結論如下:
(1)水導激光加工溝槽寬度主要受到激光重復頻率的影響;較高的激光功率、較低的激光重復頻率有利于形成側壁垂直的溝槽;較高的激光功率、較低的激光重復頻率、較低的進給速度以及多次加工有利于形成大深寬比的溝槽結構。
(2)使用金相顯微鏡對加工溝槽的截面進行了觀察,在所有的工藝參數狀態下均未發現熱影響區,表明了水導激光加工技術無熱影響區的優勢。
(3)提出了進行大深寬比結構水導激光加工的工藝參數優化方法:提高激光能量,適當降低激光重復頻率,選擇較低進給速度,并進行多次重復加工。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
輪胎工業(2021年10期)2021-12-24 17:23:35
當代陜西(2021年2期)2021-03-29 07:41:24
輪胎工業(2020年9期)2020-03-01 18:58:44
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中國塑料(2016年3期)2016-06-15 20:30:00
銅業工程(2015年4期)2015-12-29 02:48:39
江西理工大學學報(2015年3期)2015-12-22 05:26:21
機床與液壓(2015年3期)2015-11-03 07:02:03
