敬業集團應用無頭焊接軋制技術實踐
2021-06-23 03:10:54靳海生曹喜軍張覺靈劉軍川余光光
中國鋼鐵業 2021年3期
關鍵詞:設備
靳海生 曹喜軍 張覺靈 劉軍川 余光光
1.前言
敬業集團棒材生產線配備了無頭焊接軋制,消除了傳統軋制工藝中坯料在進入軋機時的等待時間,以減少軋制過程中粗軋區的切頭和精軋前的切尾,使產品收得率有所提高。隨著無頭焊接技術不斷推廣和發展,敬業集團又引進了意大利第三代無頭焊接軋制技術,于2019年1月5日熱試成功,2019年3月正式投入使用。
敬業集團5號、6號、7號軋鋼線,每條線產能100萬噸。該套無頭軋制焊機安裝在6號線,主要生產?8~20mm的盤螺。2000年左右,國內鋼廠曾經引進過達涅利無頭焊機,NKK的無頭焊機,但是都不太成功。據報道,主要原因是鑄坯端面不平整,焊機存在去毛刺不干凈,絕緣不理想等問題。
目前,無頭軋制焊接機有NKK公司EBROS和達涅利公司EWR,設備焊接方式都是閃光無頭焊機。達涅利公司在開發無頭焊機起步較早,業績相對較多。無頭焊機的優點有:坯料在軋制過程中,因鑄坯頭尾焊接,沒有坯間間隔等待,無需切除頭部、尾部,消除了短尺,減少了廢品。因為焊接過程中設備載荷均勻,使用該技術可以提高軋機、減速機等主要設備和導衛的壽命,降低零備件成本。
2.工藝原理
鋼坯在進粗軋前,焊機在焊機升降輥道上將前后兩根鋼坯焊合在一起,焊接過程開始于小方坯加熱爐出口輥道,在高壓除鱗機后。出加熱爐的小方坯首先要進行高壓水除鱗,通過高壓水將鑄坯表面的氧化鐵皮清理,然后其前端與已經在粗軋機中(首次焊接即將進入1號軋機)軋制的小方坯尾端實施閃光對焊。焊接周期從焊接本體小車靜止位置開始,出、入口夾緊裝置先夾緊小方坯,使將要焊接的2支方坯保持相同的運行速度,焊接作業開始后將出口夾鉗方坯尾部和入口夾鉗方坯頭部焊接在一起。
夾鉗裝置系統通過液壓系統對正方坯的頭、尾四個側面,鉗口和坯料充分接觸,確保機載變壓器輸出的電流穩定。在焊接過程中,首先使用機載變壓器提供瞬間大電流將兩個坯料的端部熔化,而后由上下成對液壓缸驅動壓緊裝置,將兩個熔化斷面擠壓融合在一起。壓合的過程可以排除焊渣,毛刺機分別沿上、下2個水平方向和左右2個垂直方向,將高于坯料表面的金屬部分切除。焊機夾鉗裝置打開、減速、返回到焊接初始等待位置,通過紅外線檢測坯料,將信號傳遞給焊機后,再開始下一個焊接過程,完成焊接的兩根鋼坯,進入粗軋機開始軋制過程。焊接設備安裝于移動小車上,可對100mm~200mm的方坯或圓坯進行焊接,能焊接的鋼種包括中低碳鋼和部分低合金鋼。
普通軋鋼線需要對一根鋼坯進行切頭、切尾和切短尺的操作,焊機將鋼坯焊接后,成為一根鋼坯,避免了切頭、切尾、減少短尺,提高軋鋼的金屬收得率,成材率。運輸輥道、焊機本體非夾鉗接觸位和鋼坯絕緣后,焊接在作業時,直流電流只能通過鑄坯端部對鋼坯實行熔化焊接。無頭軋制和普通常規軋制工藝相比,生產效率可提高10%~12%,生產成本降低2.5%~3.0%,棒材定尺率接近100%,金屬收得率提高約1%,能明顯減少軋制縱向尺寸和性能不均現象。
3.效益核算和質量情況
按年產100萬噸棒材計算,無頭焊機可減少切頭、切尾、短尺和堆鋼損耗,創造1300萬元效益,加上提高軋機作業率和減少軋機、備件、維護創造的間接效益900萬元。見表1。
噸鋼效益計算,按成品價格和廢鋼價格的差值推算,焊機的運行成本在426萬元,焊機一年綜合效益為1818萬元左右。見表2。
敬業集團對生產軋制后的產品取樣測試,焊接部位抗拉強度和屈服強度,分別比母材低10MPa~12MPa和低13MPa~15MPa。閃光焊接是用大電流將金屬熔化并擠壓重新融合在一起,因此熔化的金屬再凝固后的組織性能比母體組織晶粒稍大、性能略低。研究表明,延伸率在100以上,由焊縫脫碳引起的斷面強度下降,則可以忽略不計。
4.項目施工情況
4.1敬業集團棒材事業部無頭焊接軋制設備布置
由于該工藝為舊線升級改造,焊機設備布置在加熱爐和1號軋機之間,按工藝要求修改了出爐絕緣輥道;配置了除鱗裝置;焊機、升降輥道和毛刺機由達涅利原廠供貨;液壓系統由焊機和毛刺機共用1個液壓站。軋機區之后的設備使用情況:除調整活套的高度外,其余未做改變。
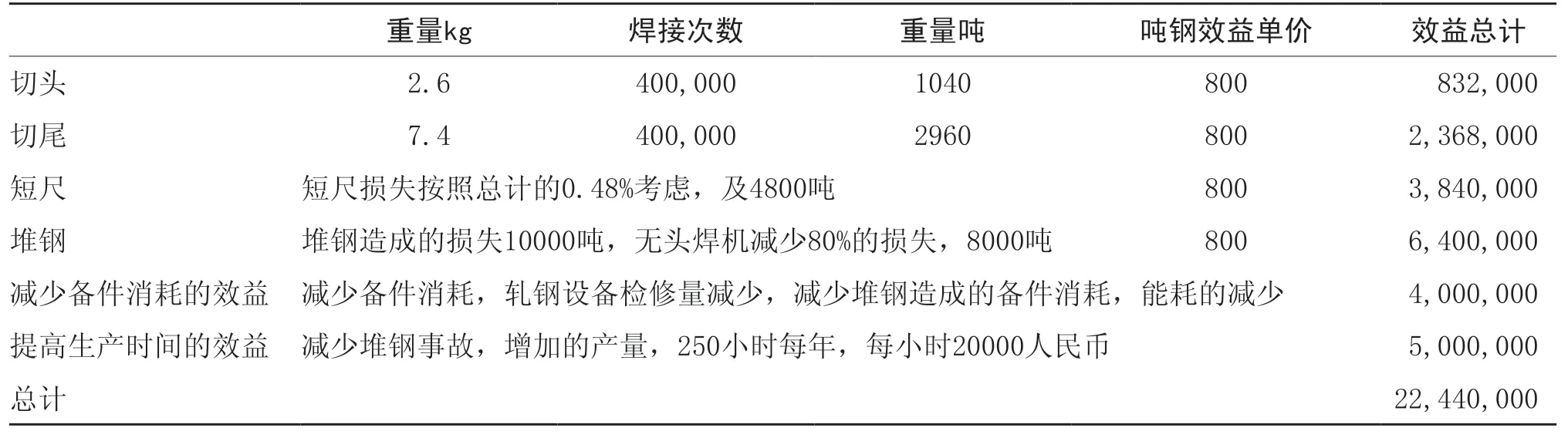
表1 無頭焊接軋制效益計算 元
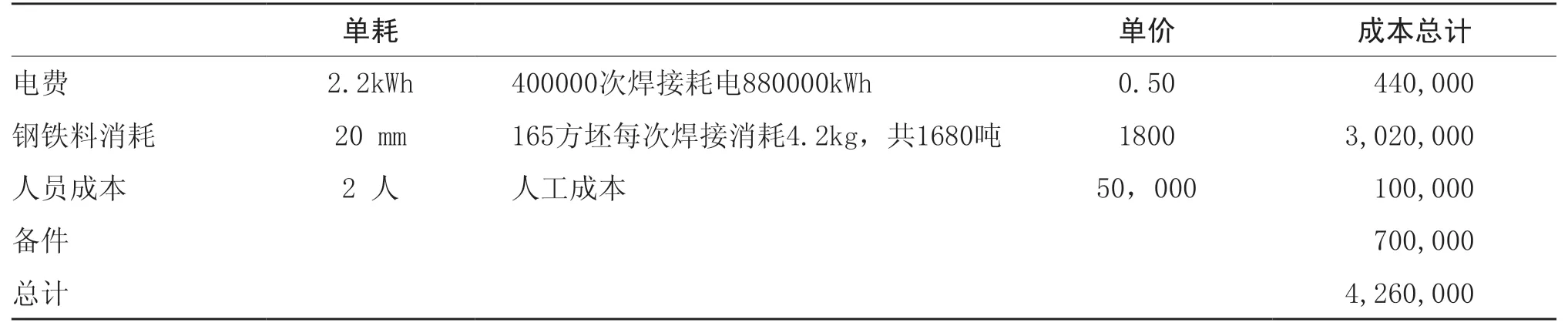
表2 無頭焊接軋制焊機生產成本 元
4.2敬業集團完成無頭焊接軋制設備安裝工作
土建詳細設計和施工、高壓水除鱗系統安裝調試、出爐絕緣 輥道、緊急收集臺架裝置設備的制作安裝、液壓系統的設計和設備安裝、水冷配管、焊機本體的安裝調試等,都由敬業集團完成。為不影響產線的產量,整個項目在安裝焊機本體時停產13.5天完成安裝和冷調試。
5.無頭焊接系統主要設備
坯料焊接操作方案根據高、低碳等鋼種特點、軋機速度及產品的規格尺寸,分為3個(高、中、低速)速度區間。主要技術參數:工作溫度950oC~1150oC;焊機行程:8.0米~9.5米;最大焊接速度0.24m/s;焊機返回速度:0.3m/s;額定功率2000kVA。
6.無頭焊機生產存在的問題和解決方案
6.1絕緣問題
升降和出加熱爐的輥道因坯料在運行中撞擊、摩擦導向裝置,造成連接、固定位絕緣出現漏電。坯料運輸輥道系統要做好絕緣,否則影響連續焊接。
棒線廠生產節奏快,生產線連續性強,無論哪部分設備或操作不正常,都會影響連續焊接作業。由于軋輥壽命有限,需定期停機更換軋輥。正在焊接時,如果出現毛刺機卡坯、軋機堆鋼、冷床亂鋼等情況,需要終止焊接。
無頭軋制穩定運行的前提條件要求軋線設備運行狀態穩定、前后工序協調性好,加熱爐步進周期要穩定、軋機調速均勻、精整區單、雙收集鏈床設備保持運行穩定。因此設備維護人員需做好備件管理。
6.2系統漏水問題
機載變壓器、固定夾鉗水冷系統因漏水,造成焊接系統報警,進入保護狀態,使焊接失敗。解決辦法是在開始焊接前,確認該水系統液位在正常范圍。由于機載變壓器和夾鉗漏水點主要在機體內不容易發現。另外夾鉗常因坯料頭部頂、撞、摩擦鉗口,也會引起漏水。可在焊機入口前輥道設置導向裝置來解決這個問題。機載變壓器需要補水用來排除冷卻系統內的空氣,避免冷卻系統因內部的氣體而降低冷卻效果,造成設備局部過熱。操作人員要經常檢查焊機本體入口水分流器接口連接位。
7.總結
(1)無頭軋制技術消除了傳統軋制工藝中的坯料間隔,減少了軋制品頭、尾剪切的材料浪費、消除了軋機間的沖擊載荷,提高了設備使用壽命,減少了設備維護費用,提高了軋制節奏和成材率,是目前長材軋鋼技術中的熱點。
(2)無頭焊接軋制技術設備精巧,如果運行順利,投資1年左右就可以收回成本。
(3)無頭焊接軋制技術適合傳統軋線的改造,但是在設備管理、維護、備件管理上的要求很高,軋鋼廠要高度重視。
(4)國內軋鋼廠要求生產運行穩定、產量高、停機時間少,這就要合理對焊機進行保養。
(5)焊接過程中要保證絕緣部位的狀態良好,避免局部漏電影響焊接質量和焊機正常作業。
(6)今后考慮該技術能適用更多的鋼種研發。
通過消化引進技術,追求更低成本、更低消耗,生產性能綠色的、優良的、可循環的鋼鐵產品,敬業集團實施項目的過程中,提高生產和設備管理水平。
參考文獻略
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
