浸酚醛樹脂石墨/SiC密封材料摩擦學特性研究
2021-06-23 07:46:26彭旭東何良杰江錦波孟祥鎧胡麗國郭軍剛
中國機械工程 2021年11期
彭旭東 何良杰 江錦波 孟祥鎧 胡麗國 郭軍剛
1. 浙江工業大學過程裝備及其再制造教育部工程研究中心,杭州,310032 2. 中國運載火箭技術研究院第18研究所, 北京,100076
0 引言
機械密封常常被用于流程工業用旋轉設備和特種設備的軸端密封,如果密封失效,將導致設備乃至整個工作系統都陷于停運,造成重大經濟損失[1-2]。密封失效主要表現為端面磨損和熱力交變作用引起的端面微裂紋,因此,針對典型密封副材料開展相關摩擦學特性的研究具有重要意義。OMRANI等[3]總結了干摩擦條件下鋁基石墨復合材料的摩擦學特性研究現狀,系統分析了石墨尺度和體積分數等材料因素以及載荷和滑動速度等機械因素對自潤滑鋁基石墨復合材料摩擦學特性的影響,結果表明復合材料的磨損率和摩擦因數隨石墨體積分數的增大而增大,而石墨體積分數過高會不利于復合材料的強度與摩擦學特性之間的合理均衡;石墨粒子尺度增大會引起復合材料的磨損率降低,磨損面更光滑,但是文中并未對此作出解釋。JIA等[4]探討了石墨化程度不同的浸漬石墨的摩擦學特性,結果表明干摩擦條件下隨著石墨化程度增加,試樣的摩擦因數減小,磨損率增大;在腐蝕環境中,摩擦因數和磨損率均隨試樣石墨化程度的增加而增大;無論在干摩擦還是腐蝕條件下石墨化度在40%~44%時都表現出了較好的耐磨性。劉景文等[5]在Al2O3/TiB2基體的陶瓷材料中添加不同含量的CaF2,進行了干摩擦狀態下與淬硬鋼的摩擦試驗,研究表明材料摩擦因數隨CaF2含量的增大而減小,并指出TiB2的原位反應和CaF2的自身潤滑是造成此現象的根本原因。JIN等[6]研究了不同石墨化度酚醛樹脂浸漬石墨與9Cr18密封材料的摩擦學特性,研究表明,高pv值下石墨化程度較高的石墨環磨損程度更大,石墨基體顆粒細膩、熱導率大和硬度高以及石墨化度在50%左右的石墨材料在高pv值工況中適應能力更好。
浸漬石墨和SiC陶瓷材料作為渦輪泵用機械密封的典型摩擦配對副材料組合受到了廣泛關注[7-9],但是多數關于這種密封材料組對的摩擦學特性研究僅僅考慮了介質或速度或載荷等單一因素的影響,沒有進行深入系統的摩擦磨損機理分析。鑒于目前鮮見15號航空液壓油條件下機械密封端面摩擦副配對的有關技術資料,同時考慮到現場使用時機械密封在實際啟停和運行期間其密封端面可能經歷的不同摩擦狀態,本文采用上述設備中典型機械密封并用3種浸漬酚醛樹脂石墨作為SiC陶瓷的對摩副材料開展試驗對比研究,通過獲取浸漬酚醛樹脂石墨在干摩擦和15號航空液壓油潤滑條件下的摩擦學特性,分析其磨損機理。
1 試驗部分
1.1 材料制備
本文采用UMT-3型摩擦磨損試驗機的銷-盤試驗模塊,由國內3個主要碳石墨密封用材制造企業各提供一種優質浸漬酚醛樹脂石墨(研究代號分別為B1、H1、X1),均加工制成φ6 mm×18 mm的石墨銷,并與無壓燒結SiC圓盤配對開展摩擦學特性試驗研究,圓盤試樣尺寸為φ71 mm×6.5 mm。銷和圓盤的實物照片如圖1所示,3種浸漬酚醛樹脂石墨的材料物理性能參數如表1所示。
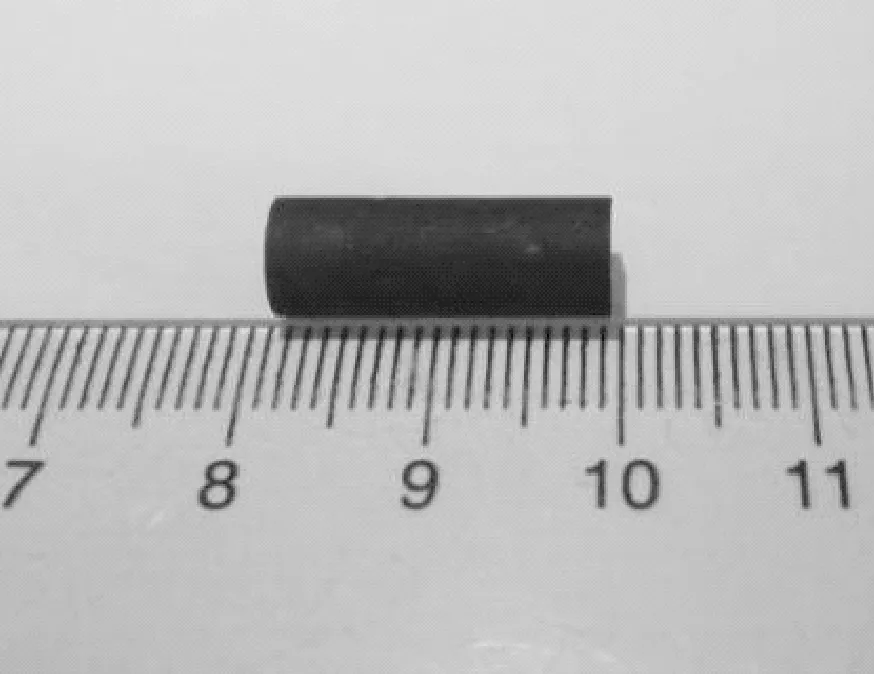
(a) 銷試樣

表1 浸漬石墨的物理性能
試驗前,首先對SiC圓盤材料進行拋光打磨,然后使用OLS5000激光三維形貌儀測量圓盤得到表面粗糙度值Ra,并取分度120°的3個位置測量Ra的平均值;依據機械密封的技術條件,控制SiC圓盤Ra≤0.1 μm(實際測量值Ra≈0.01 μm)。其次,對圓盤試樣用丙酮進行超聲波清洗,并擱置于干燥箱中進行除水處理。再次,為保證試驗前銷盤間的完全接觸,試驗前將石墨銷與1800目砂紙(粘貼在試驗備用盤面上)對磨,之后對石墨銷進行離子水超聲波清洗。最后,所有試樣在干燥箱中自然冷卻至室溫后,拿出分裝至帶有干燥劑的包裝袋中,以備試驗。
1.2 試驗及測試方法
在UMT-3摩擦磨損試驗機上開展銷-盤試驗,如圖2所示。在室溫(25±2)℃、相對濕度RH60%±5%的環境下,采用控制pv值(p為載荷,v為速度)的方法進行試驗,研究硬盤表面粗糙度給定情況下,石墨銷在不同轉速和載荷條件下的摩擦學特性,試驗時長為25 min,分別在干摩擦和15號航空液壓油潤滑的情況下進行。試驗前,石墨銷質量用FA2004電子分析天平稱重并記錄,試驗后用超聲波清洗、干燥并再次稱重,獲得試驗前后石墨銷的質量差Δm。將測得的質量磨損量轉化為磨損率:
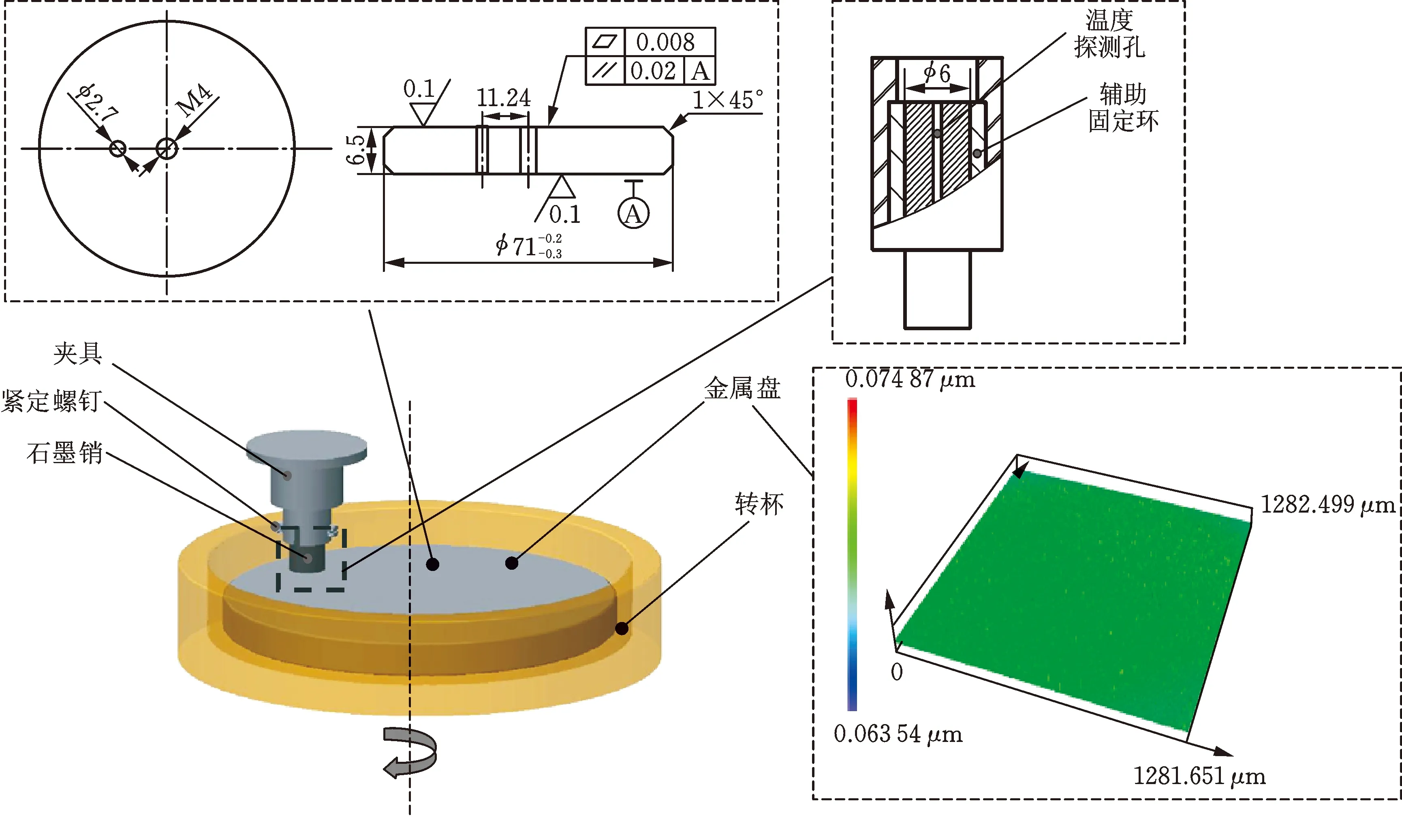
圖2 銷盤試驗原理圖
式中,W為磨損率,mm3/(N·m);Δm為磨損質量,mg;ρ為材料密度,mg/mm3;F為施加載荷,N;L為摩擦距離,m。
此外,旋轉運動開始前在旋轉腔中導入超出圓盤接觸面4~5 mm的油,保證啟動過程中接觸面處于富油潤滑,在旋轉過程中每隔10~20 s滴入1~2滴油,通過上述方式實現油潤滑工況。石墨銷與SiC盤的摩擦學特性試驗在不同pv值下進行,具體試驗參數見表2和表3。試驗后,利用能譜儀和掃描電子顯微鏡等設備對磨損表面進行觀察。
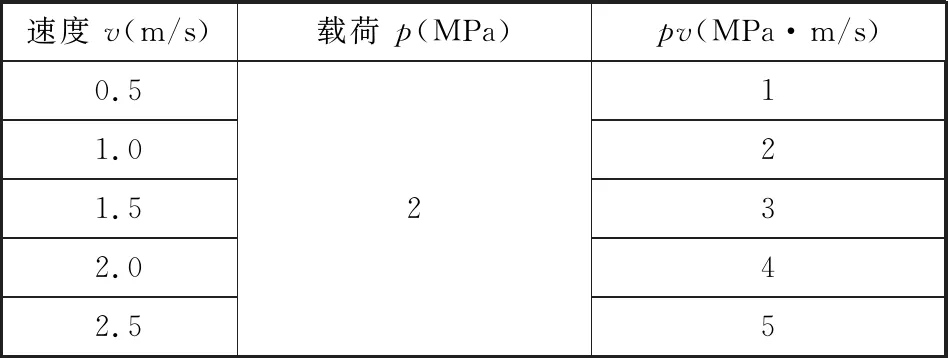
表2 定載荷變速度
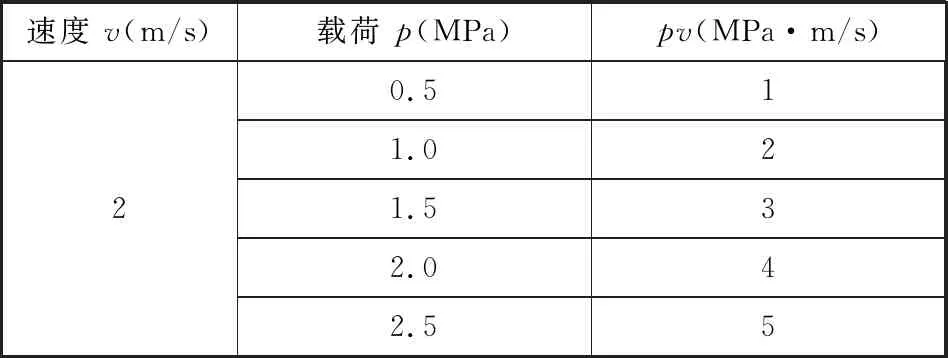
表3 定速度變載荷
2 結果分析
2.1 干摩狀態下的石墨摩擦學特性
圖3示出了干摩擦條件下B1/SiC在25 min內的端面平均摩擦因數時變曲線及不同速度下的平均摩擦因數(取平穩運行后1000~1400 s的平均摩擦因數)。可以看出,摩擦因數都是先升后降,隨著速度的增大,摩擦因數到達平穩階段所經歷的時間縮短,0.5 m/s時需900 s進入穩定階段,2.5 m/s時需約200 s便進入穩定階段。原因是隨著速度或pv值的增大,浸漬石墨相對較易磨損,石墨銷和SiC圓盤的界面間更易在短時間內形成具有自潤滑性的石墨層,并且這層固體潤滑膜逐漸由完全離散分布發展為完全整體分布。
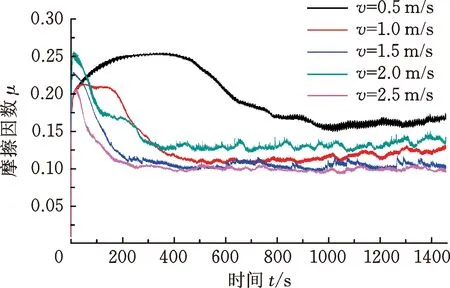
圖3 速度對B1/SiC配對副干摩擦因數的影響
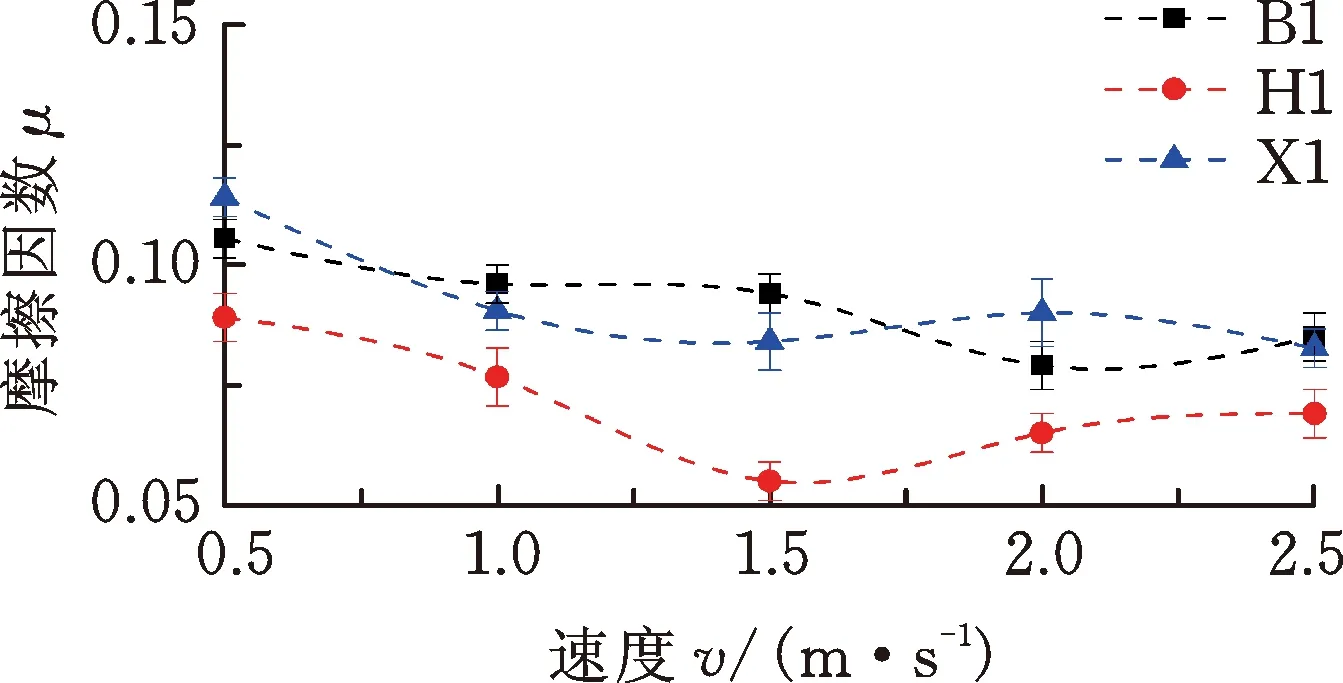
圖4所示是3種浸漬石墨材料在不同工況下的干摩擦因數變化曲線。由圖4a可以看出,隨著速度的增大,3種浸漬石墨的干摩擦因數呈不同的變化趨勢,但是整體呈下降趨勢。其中,浸漬石墨B1的摩擦因數處于0.115~0.160之間,均值最小;而浸漬石墨H1的摩擦因數始終呈下降趨勢,從0.186降至0.120;浸漬石墨X1的摩擦因數在定載荷條件下波動最大,并且隨速度增大呈現先升后降的趨勢,而在定速度條件下卻隨載荷增大呈先快速下降后平緩的趨勢。究其原因是:浸漬石墨的力學性能固然是影響銷摩擦因數大小的重要因素,但石墨化度也是不可或缺的因素。已有研究表明,石墨化度一般為40~55%左右較合適,石墨化度過高會導致摩擦因數增大[4,10],顯然本文結果與此一致。
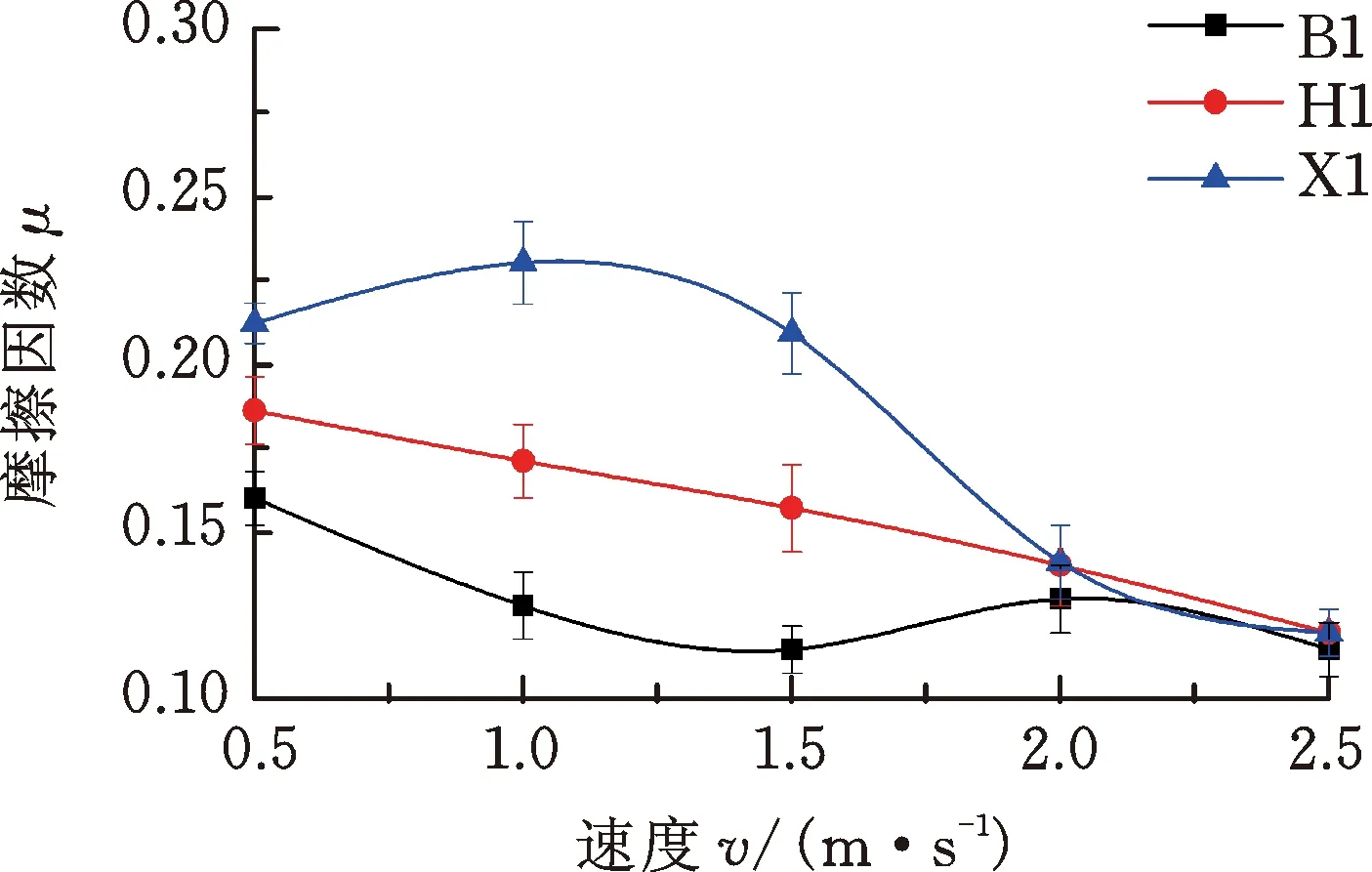
(a) p=2 MPa
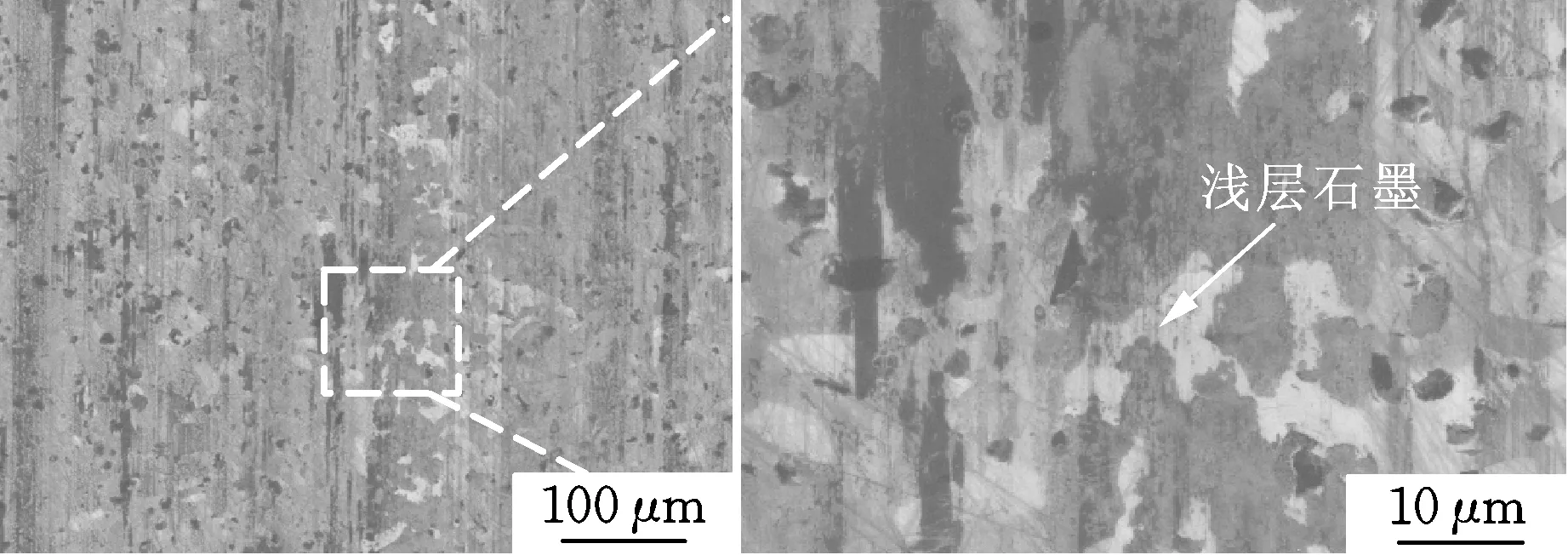
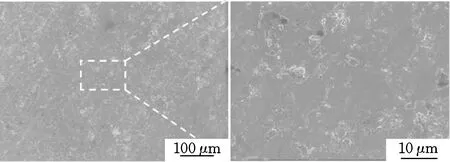
圖5示出了不同pv值下,3種浸漬石墨材料與SiC對摩時磨損率的變化。可以看出,隨著pv值的增大,3種浸漬石墨的磨損率均呈下降趨勢,原因是在較低pv值時石墨層難以在SiC配副表面形成致密轉移層,石墨和SiC易產生直接接觸,而在較高pv值下,SiC配副表面形成的石墨自潤滑層易于壓實,界面摩擦實際處于石墨與石墨之間的低摩擦,因此磨損率有所下降。此外,3種浸漬石墨在相同pv值、定載荷條件下的磨損率均較定速度條件下的磨損率高,表明石墨磨損率受速度影響較大,原因是速度變化更容易導致石墨潤滑膜破壞。對比圖6相同pv值干摩擦狀態下H1/SiC圓盤石墨層,明顯看出在相同pv值下速度較大的SiC圓盤上石墨層破壞較為嚴重,整體石墨層相對淺,在其局部放大圖中可以更清晰地觀察到石墨層遭破壞后脫落的塊狀區域。
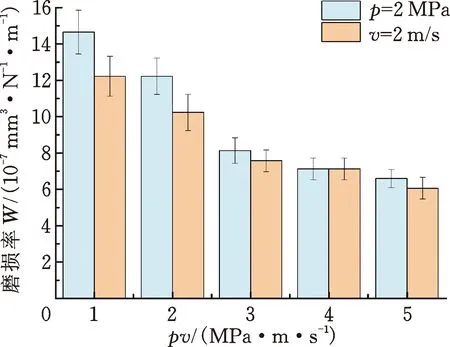
(a) B1/SiC
(a) p=2 MPa,v=2.5 m/s
B1和H1兩種浸漬石墨的磨損率比X1浸漬石墨的磨損率幾乎小一個數量級。可以推測,浸漬石墨X1的硬度小、力學性能低且石墨化度高是導致其磨損率高的原因,而且石墨化度越高,內部存在的層狀分子結構就越完整,導致耐磨性越差[4,11]。
圖7所示為H1和X1兩種浸漬石墨分別在pv值為1 MPa·m/s和5 MPa·m/s下的磨損表面。可以看出,H1浸漬石墨表面磨損由輕微黏著磨損轉變為明顯的黏著磨損,而X1浸漬石墨表面磨損不僅由輕微黏著磨損轉變為較嚴重的黏著磨損,而且產生了磨粒磨損,最終導致磨損加劇。該結果進一步驗證了石墨的石墨化度對石墨材料摩擦磨損特性的影響,石墨化度達到70%以上會顯著降低石墨材料的耐磨特性。
(a) pv=1 MPa·m/s, H1
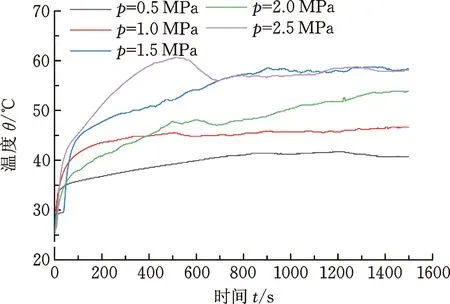
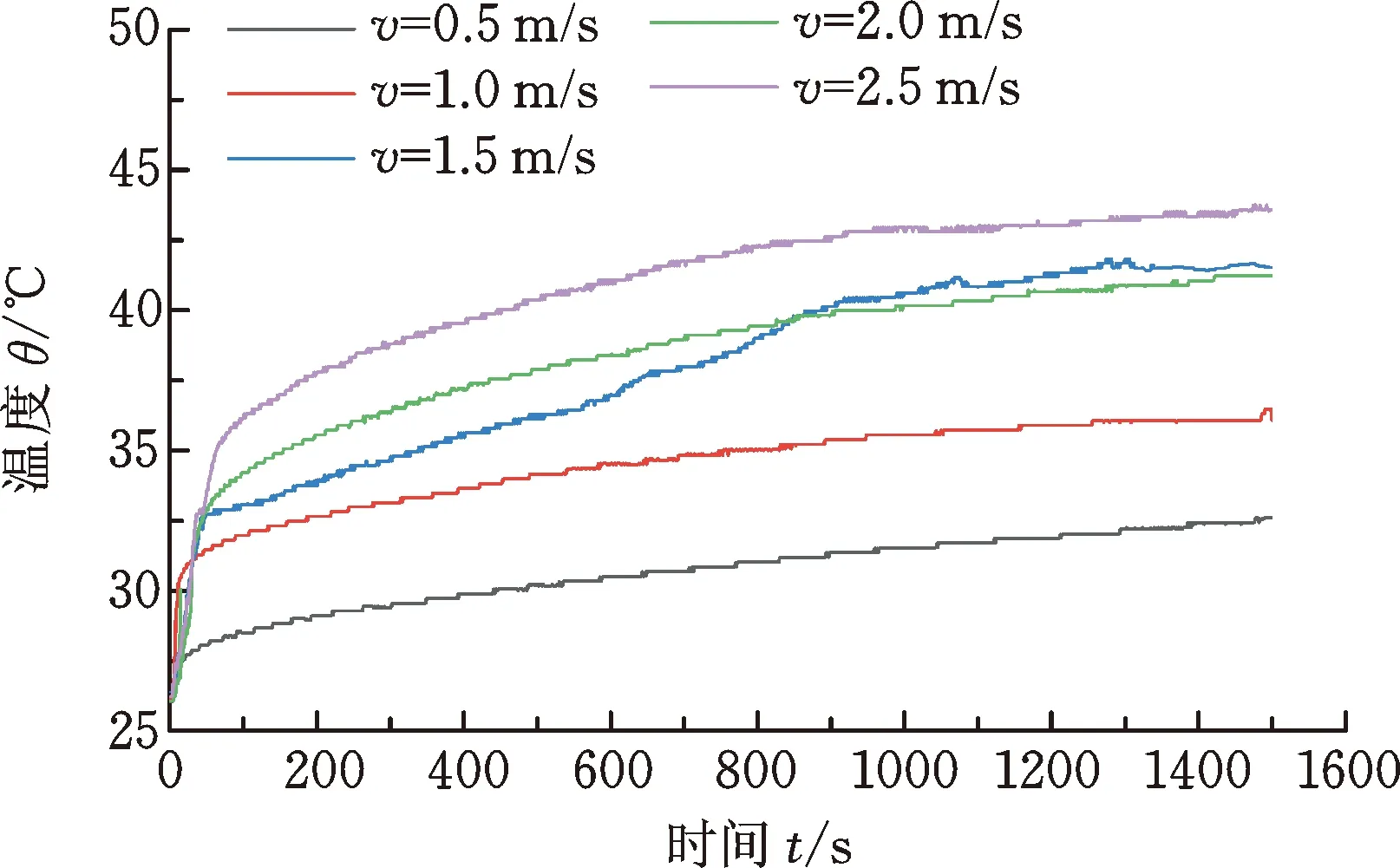
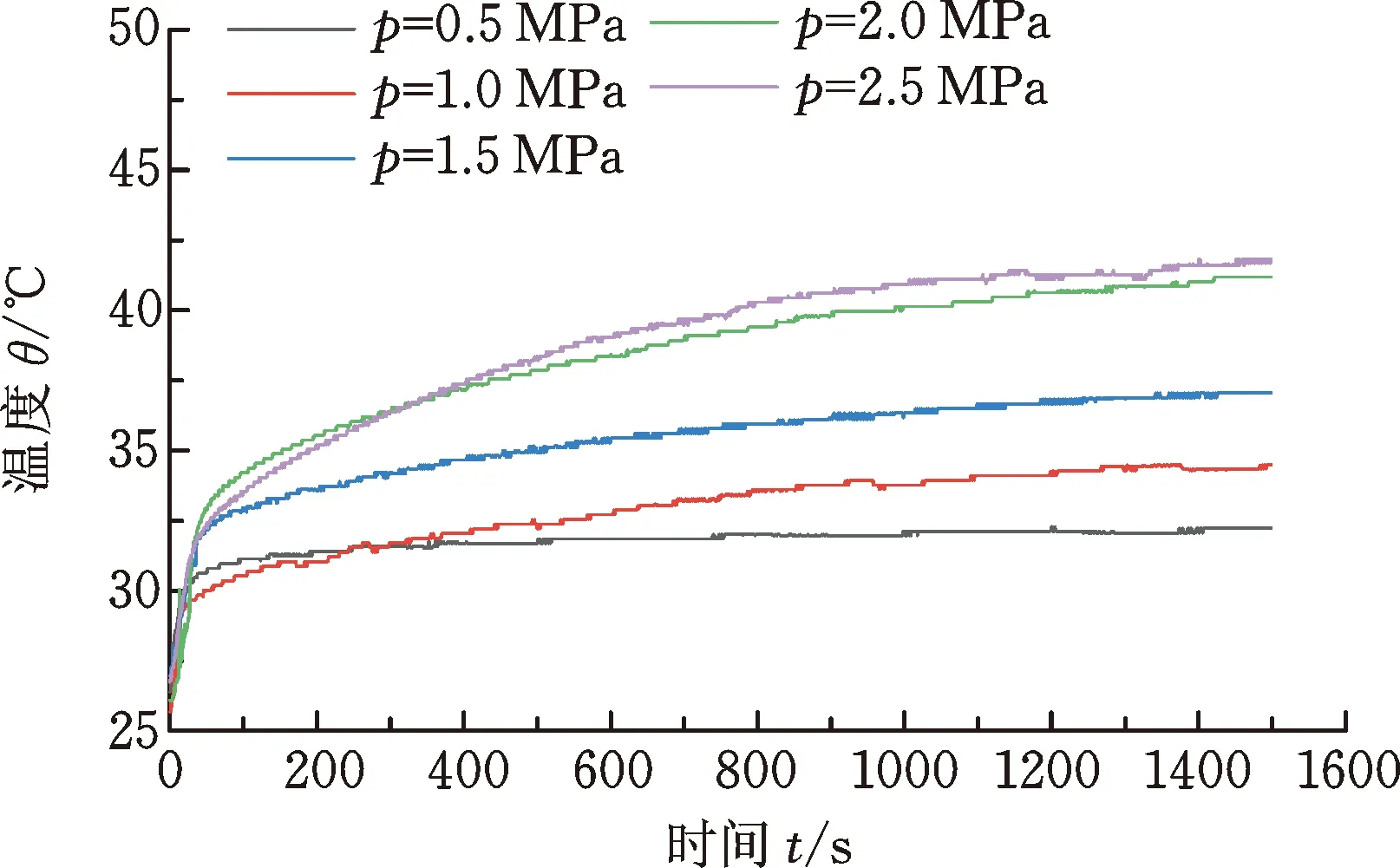
圖8和圖9為定載荷或定速度下摩擦界面溫度隨pv值的變化曲線,其中圖8a~圖8c與圖9a~圖9c分別是圖8d和圖9d對應3種材料的溫度時變曲線。可以看出,隨著pv值的增大,3種石墨銷的摩擦界面溫度均呈上升趨勢,其值波動程度與圖4所示的摩擦因數非常相似。渦輪泵實際啟動期間,端面可能出現乏液導致的干摩現象,與圖8工況類似。由圖8d看出,H1浸漬石墨在定載變速條件下,其界面溫度隨pv值的增大呈穩定上升趨勢,上升幅度14.9 ℃,而B1和X1兩種浸漬石墨界面溫度上升幅度均超過20 ℃。

(a) B1/SiC
(a) B1/SiC
2.2 油潤滑狀態下的石墨摩擦學特性
圖10示出了油潤滑狀態下3種石墨的摩擦因數變化情況。可以看出,3種浸漬石墨的摩擦因數在pv值為1~5 MPa·m/s范圍內均處于較低值,其中H1浸漬石墨摩擦因數在定載荷和定速度下的最小值分別為0.057(圖10a)和0.065(圖10b),遠小于圖4所示的0.120(圖4a)和0.145(圖4b),而且摩擦因數變化相對穩定。
與圖10對應,圖11給出了油潤滑狀態下3種石墨銷摩擦界面溫度隨pv值的變化曲線。可以看出,隨pv值的增大界面溫度呈上升趨勢,因為界面摩擦熱與摩擦因數、pv值和摩擦界面面積三者成正比。與干摩擦的溫升時變曲線相比,油潤滑的溫升時變曲線波動小,更易達到穩定狀態。
(a) p=2 MPa
(a) B1/SiC
綜合圖4~圖12所示結果以及現場操作模式中最常見的操作模式(即灌注介質并保持設定載荷基本不變之后再啟動的操作模式),可以確定這3種浸漬石墨中H1浸漬石墨是最佳選擇,其次是X1浸漬石墨。
(a) B1/SiC
2.3 不同摩擦狀態下的石墨/SiC磨損機理
依據上述結果,根據干摩擦下磨損率、摩擦因數和溫度以及物理性能等實際結果綜合評判,選取整體表現適中的B1/SiC配對副系統,分析其在不同pv值下的磨損機理。
圖13示出了干摩擦狀態下B1浸漬石墨摩擦界面的磨損隨pv值的變化情況,結合圖4a和圖5a可以看出:當摩擦副在低pv值下運行時,石墨表面產生了輕微的磨損(圖13a),磨損機理主要表現為輕微磨粒磨損和輕微黏著磨損,此時對摩面并未形成石墨層,因此摩擦因數大,但石墨的磨損也大;當pv值略有升高時,石墨表面產生了比圖13a更嚴重的黏著磨損(圖13b),同時還產生了輕微的疲勞磨損,因此可以想象,SiC對摩面上逐漸生成了石墨層,此時摩擦因數減小,磨損減小。根據石墨呈現層狀晶體交錯排布的原子結構可知,其分子層狀結構之間的化學鍵易隨著摩擦斷裂,這種特性使石墨具有良好的自潤滑性[12-13],在宏觀的摩擦過程中表現為產生石墨層剝落,摩擦因數隨著pv值的升高呈下降趨勢。結合圖7分析可知,當pv值進一步升高至5 MPa·m/s時,石墨表面不僅產生了疲勞磨損和磨粒磨損,表面出現了斷裂樹脂(見圖13c右上),而且產生了更嚴重的黏著磨損(見圖13c右下);鑒于斷裂樹脂可能黏附在對摩面上,且浸漬石墨摩擦面變得粗糙,因此摩擦因數略有回升,而磨損率繼續保持低值。
(a) pv=1 MPa·m/s
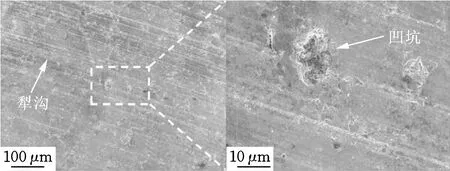
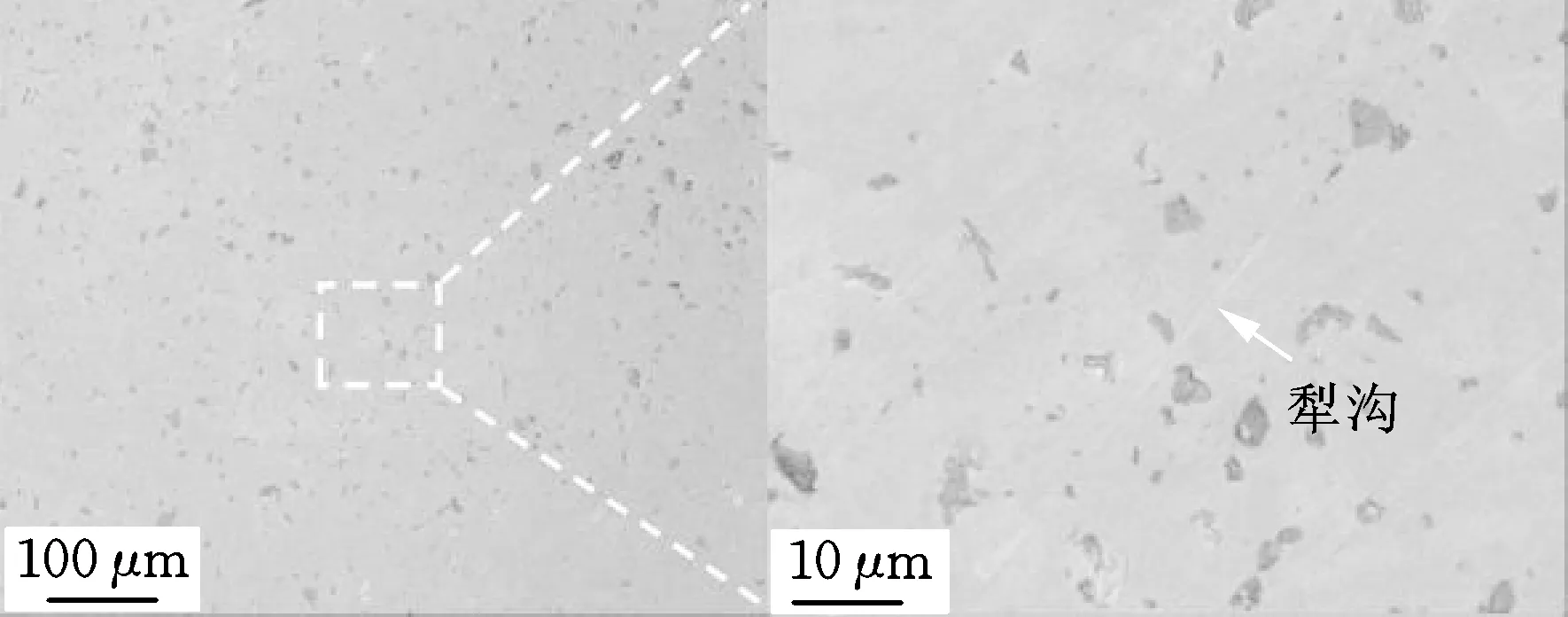
圖14示出了B1/SiC摩擦副在pv值為5 MPa·m/s的干摩擦條件下試驗前后SiC盤試樣表面元素含量。圖15示出了SiC盤在干摩擦和油潤滑狀態下的磨損表面微觀形貌。可以看出,試驗前碳元素與硅元素的質量分數比例約為3∶7,氧元素質量分數不到1%;試驗后碳元素質量分數明顯增大,與硅元素的質量分數比例接近于1∶1,說明在pv值較高的條件下B1浸漬石墨向對摩副SiC表面發生了轉移,而且形成了較穩定的不連續黑色轉移膜,如圖15a所示。同時氧元素質量分數也增大,表明在較高pv值下端面摩擦生熱可能會存在少量微米級別的SiO2粒子[14-16]和硅酸等氧化物[17]。微米級別SiO2的存在使得作用相對較弱的范德華力代替了摩擦副表面共價鍵、金屬鍵或者是離子鍵產生的連接力[18],也是圖4a所示的摩擦因數呈減小趨勢的影響因素。在油潤滑條件下受油反復擠壓和黏滯力作用,浸漬石墨中的樹脂微段從石墨銷脫落,并與液壓油混合形成一種黏附力強的物質,如圖15b所示,這可能是平端面機械密封在正常運行過程中端面形成了局部微動壓墊,使得磨損較低。在未被黏性混合物覆蓋的區域也存在輕微劃痕,如圖16所示。基于牛頓剪切定律,可以計算獲得全膜潤滑狀態下石墨和SiC之間的摩擦因數,該數值遠小于0.1;此外,由圖16可發現,試驗后摩擦副界面(包括SiC圓盤和石墨銷)上均存在輕微刮痕。上述結果證實了配對副在實際油潤滑運行過程中并非處于全膜流體潤滑狀態,而是混合摩擦狀態。
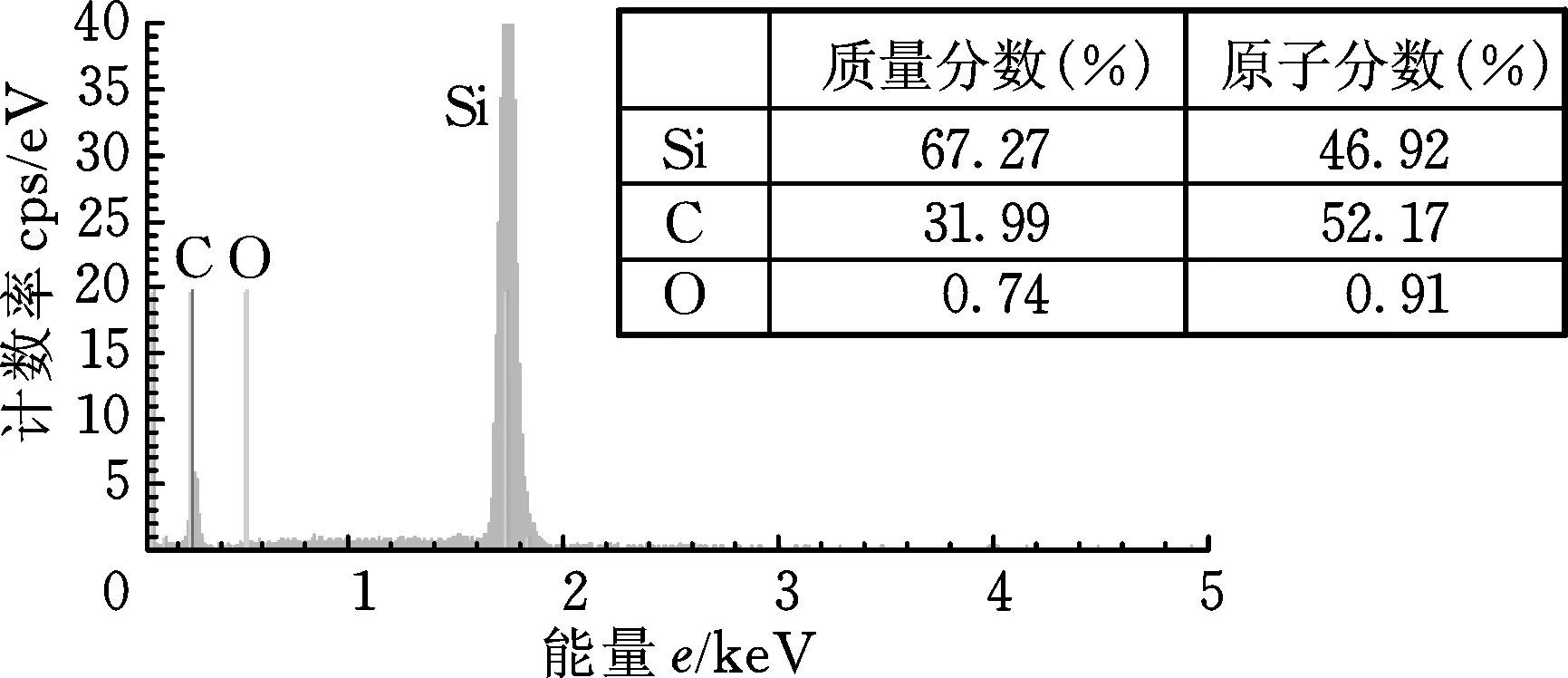
(a) 試驗前
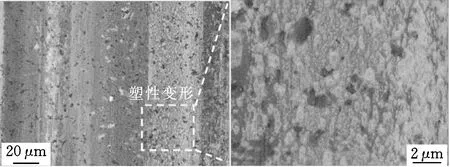
(a) 干摩擦
(a) pv=1 MPa·m/s
3 結論
(1)在干摩擦條件下,隨著pv值的增大,3種浸漬石墨的摩擦因數整體呈減小趨勢,磨損機理由輕微的磨粒磨損和黏著磨損轉變為較嚴重的磨粒磨損、黏著磨損和疲勞磨損;在相同條件下,石墨磨損率受速度的影響大于受載荷的影響。
(2)在油潤滑狀態下,隨著pv值的增大,3種浸漬石墨的摩擦因數基本保持在0.1以下,磨損機理主要表現為黏著磨損和疲勞磨損;3種浸漬石墨的摩擦因數和端面溫升均明顯小于干摩擦條件下的相應數值。
(3)綜合考慮不同摩擦狀態下浸漬樹脂石墨的力學性能、摩擦學特性和端面摩擦溫升,推薦石墨的石墨化度在45~55%,可獲得最佳摩擦學特性和相對較低且穩定的摩擦界面溫度。