鋁合金自沖鉚成形過程最大沖壓載荷的反演模型
2021-06-23 07:46:46孫曉婷何曉聰邢保英
中國機械工程 2021年11期
關鍵詞:模型
孫曉婷 曾 凱 何曉聰 邢保英
昆明理工大學機電工程學院,昆明,650500
0 引言
自沖鉚是一種針對薄板材料的新型機械變形連接技術,在其成形過程中沖頭推動半空心鉚釘刺入板材,隨著沖壓載荷的增大,鉚釘腳端部張開,同時被連接材料發生大塑性變形并與形變后的鉚釘形成緊密的機械內鎖結構。自沖鉚連接工藝過程簡單、連接效率高、被連接材料范圍廣,近年來已成為全鋁結構車身中最具有發展前景的一種機械變形連接技術[1-3]。自沖鉚成形過程中,被連接材料、鉚釘、模具的幾何尺寸以及物理性能參數,沖壓載荷大小等因素都會直接影響接頭的連接質量。當被連接材料、鉚釘、模具等工藝參數確定時,沖壓載荷對成形接頭連接質量有直接、重要的影響。目前,自沖鉚成形過程沖壓載荷的確定主要通過有限元數值模擬或工藝試驗。文獻[4-7]通過有限元數值模擬對鋁-鋁/鋼-鋁自沖鉚接過程中的沖壓載荷進行預測,模擬結果誤差在可接受范圍內。文獻[8-10]通過開展碳鋼接頭的自沖鉚接工藝試驗研究,探究了鉚釘長度、模具幾何參數、鉚釘硬度、工件溫度對鉚接過程中沖壓載荷的影響。文獻 [11]針對鉚接過程中釘腳切入階段,借助極限分析方法得到了釘腳切入階段沖壓載荷的計算模型,并且認為該階段不同工藝參數下的載荷-行程曲線存在比例變換關系。
然而,在自沖鉚結構車身實際加工制造過程中,為適應工藝設計的變化,需要快速、準確地獲取鉚接最大沖壓載荷等重要工藝參數,以保證連接接頭成形質量;同時,需要達到縮短研發周期、降低試驗成本以及實現柔性制造的目的。因此,建立自沖鉚沖壓載荷的計算模型成為工程實際亟待解決的問題。本文依據材料塑性變形求解理論中的上限法,開展自沖鉚成形過程最大沖壓載荷反演分析研究。
1 自沖鉚接接頭的機械內鎖結構以及沖壓載荷的反演
自沖鉚接接頭機械內鎖結構質量評估參數包括釘腳張開度、殘余底厚、釘頭高度[12],成形接頭的機械內鎖結構以及各參數的測量方法如圖1所示。其中釘頭高度越趨近于0,說明成形接頭表面越平整美觀,防腐蝕性越好;殘余底厚主要用來評價接頭的密封性能,為避免下板出現裂紋,該質量參數數值不宜過小;釘腳張開度是自沖鉚接頭靜強度的主要影響因素,同時也是評價接頭機械內鎖結構質量的關鍵指標,大張開度有助于增大接頭的整體剛度進而提高接頭的靜力學性能。在自沖鉚接研究過程中,由成形接頭的質量參數出發去確定鉚接中的工藝參數,這類問題可歸結為反問題。為得到力學性能較優的接頭,本文結合既可表征接頭的力學性能又易觀測獲得的釘腳張開度來反演鉚接工藝參數-最大沖壓載荷。反演問題研究是以描述物理過程為出發點的,因此文中主要結合接頭的釘腳張開度來建立描述鉚釘材料塑性流動的運動許可速度場,由運動許可的速度場依據幾何方程確定應變速率場,結合上限法推導最大沖壓載荷的反演模型,該最大沖壓載荷反演模型推導的技術路線如圖2所示。
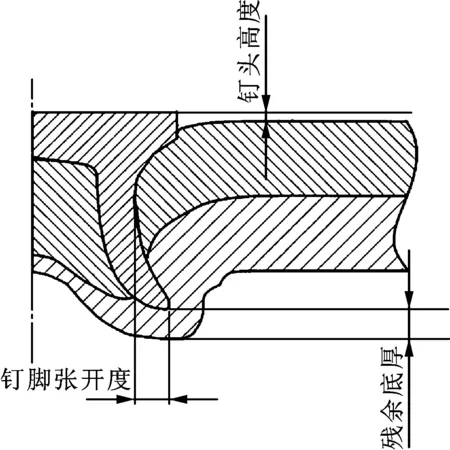
圖1 自沖鉚接頭機械內鎖結構及各質量參數的測量

圖2 最大沖壓載荷反演模型推導的技術路線
2 自沖鉚接過程中最大沖壓載荷反演模型的推導
2.1 運動許可速度場的建立
上限法在基于虛功原理的基礎上以上限定理為依據,同時又簡化了軸對稱變形問題的求解,因此可獲得較為可靠的結果[13]。借鑒該思想對自沖鉚接這種較為復雜的金屬成形軸對稱問題進行求解。為簡化問題,除了在自沖鉚接過程中假設鉚釘材料服從Mises屈服準則外,再添加以下假設:①各向同性假設(假設鉚釘的材料為各向同性);②鉚接在常溫下進行;③假設沖頭為理想剛體,在鉚接過程中不發生變形;④假設沖壓載荷為均布載荷。以最大沖壓載荷作用下的半空心鉚釘為研究對象,以鉚釘頭上表面圓心為原點建立圓柱坐標系M(r,θ,z),其中,r、θ、z分別為徑向距離、方位角和高度,可以發現在鉚接過程中鉚釘外翻時的徑向變形可近似為z軸的函數(鉚釘變形如圖3所示),由于應變的軸對稱性,在θ方向無位移。
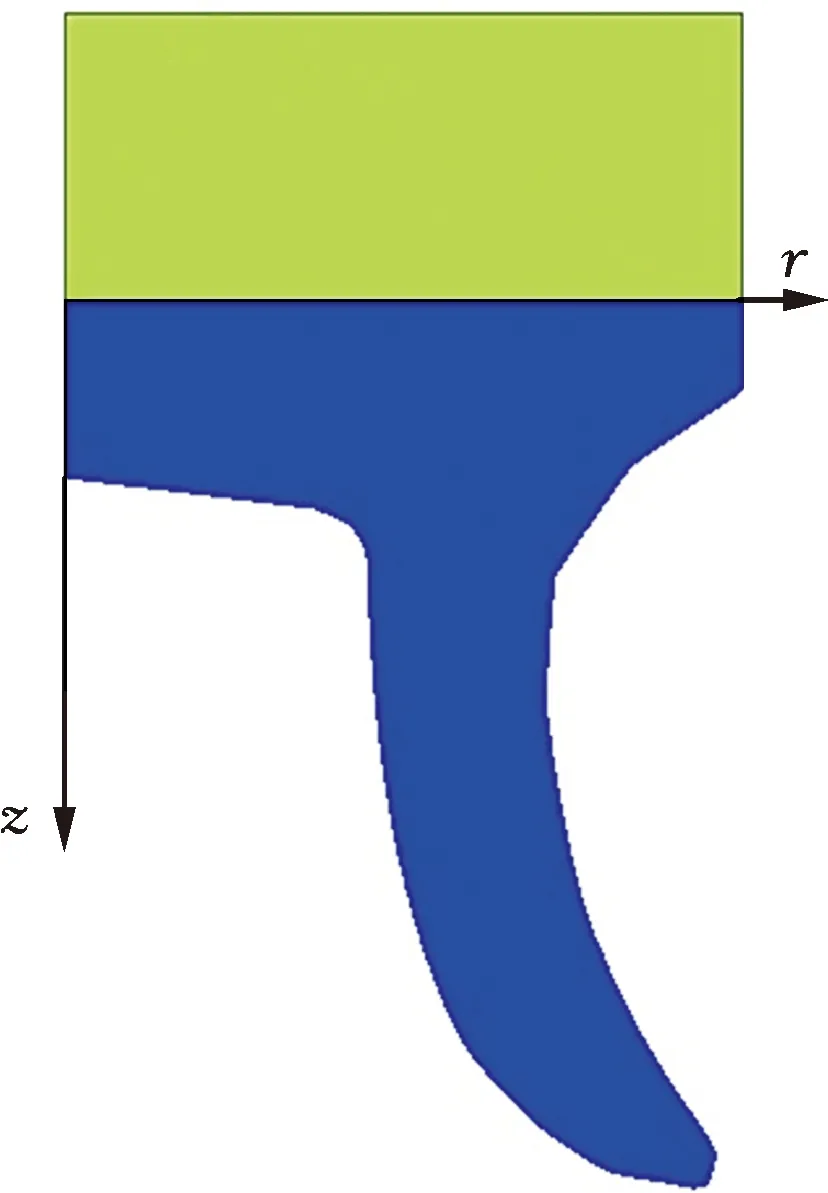
圖3 鉚釘的徑向變形
假設速度場為[13]
η=-7.812 548-0.023 095x1-13.735 18x2+0.015 576x3+6.200 924h1
(2)
式中,η為徑向系數,由被連接材料的硬度x1、被連接材料厚度x2以及鉚釘的硬度x3、鉚釘長度h1決定;v0為沖頭速度;α為接頭的釘腳張開度;h0為半空心鉚釘內腔深度。
結合幾何方程確定應變速率表達式為

根據體積不變條件:
式(5)兩邊對z進行積分,得到
為獲得積分常數C,將邊界條件(在鉚釘與沖頭的接觸面上vz=-v0)代入式(6)求得積分常數C=-(2η+1)v0。
進而得到鉚釘材料流動的速度場為
由式(7)根據幾何方程進一步確定應變速率:
2.2 上限功率的確定以及最大沖壓載荷反演模型的推導
基于上限理論并結合鉚接的實際工況,只考慮鉚釘的塑性變形功耗和摩擦功耗,由運動許可速度場確定的上限功率為


式中,h1為鉚釘長度;b為鉚釘管腿內徑;c為鉚釘管腿外徑。
τf=μk
(11)
將式(10)和式(12)代入式(9)得到上限功率為

(13)
令J*=Fv0,進一步得到最大沖壓載荷的反演模型為
3 試驗驗證
為驗證模型的可靠性,開展AA5052、AL1420和AA5182鋁合金自沖鉚接工藝試驗,依據GB/T228—2002金屬材料室溫拉伸試驗方法、GB/T 4340.1—2009金屬材料維氏硬度試驗方法,測得每組試驗所用板材和鉚釘的種類以及尺寸、力學性能參數如表1所示。

表1 試驗所用板材和鉚釘的種類以及參數、摩擦因數
試件均為同種金屬單搭鉚接,搭接長度為20 mm×20 mm,試件的幾何形狀和尺寸如圖4所示。鉚接過程使用專用的自沖鉚設備,選擇帶凸臺的19號凹模以及半空心鉚釘,所用的設備、模具以及鉚釘形狀和參數如圖5所示。為提高準確性以及避免人為因素產生的誤差,在每組工藝參數下制備3個試件,鉚接完成后獲得接頭的子午面,測量接頭的釘腳張開度并計算平均值。借助MTS landmark 100材料試驗機測試接頭的靜力學性能,為防止拉伸-剪切過程中產生扭矩,在試件的兩端夾持部位加上相應等厚的墊片,拉伸速率設置為5 mm/min,每組測試多個試件并取平均值。
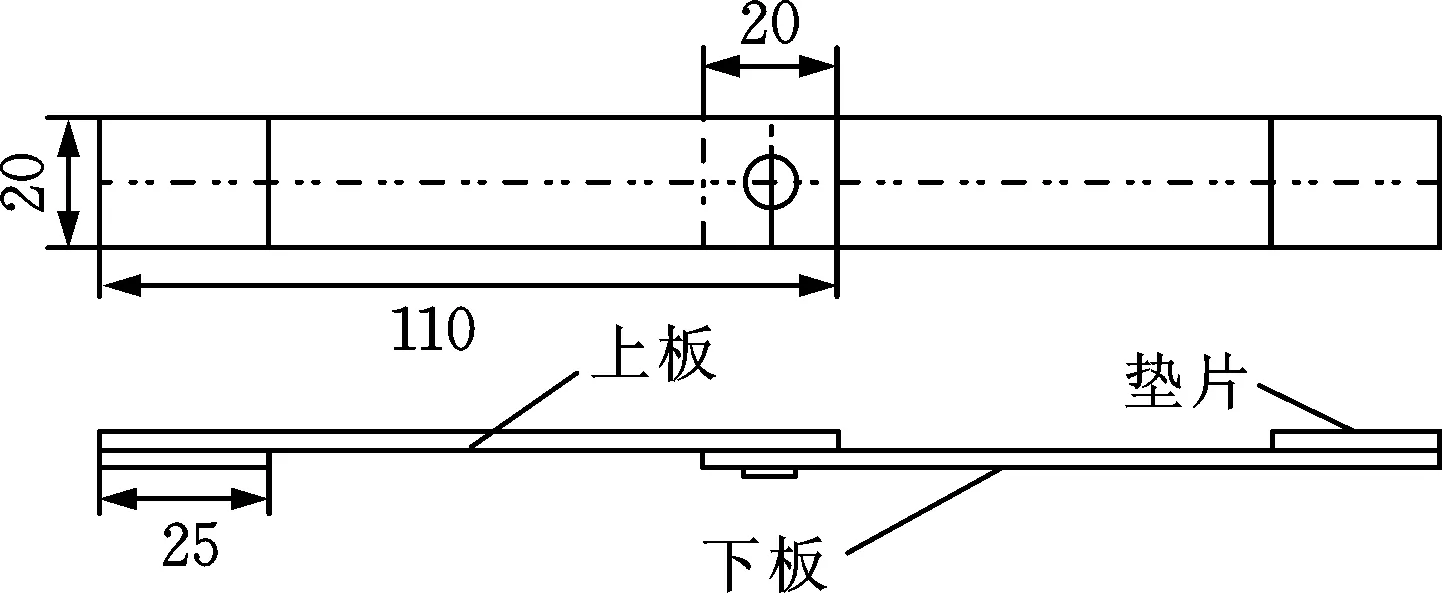
圖4 試件的形狀及幾何尺寸

圖5 鉚接設備、模具、半空心鉚釘形狀及參數
在避免出現下板被刺穿、出現裂紋的前提下進行驗證試驗,每組試驗通過不斷改變成形工藝參數來獲取不同張開度的接頭。根據每組試驗接頭張開度的實測值,假設AA5052組試驗中接頭的釘腳張開度為0.6 mm、0.8 mm;將釘腳張開度設定值以及板材、鉚釘參數分別代入反演模型式(14)中分別計算對應的最大沖壓載荷,獲得最大沖壓載荷反演計算值依次為34.073 kN、46.620 kN;假設AL1420組試驗中接頭的釘腳張開度為0.7 mm、0.8 mm、0.9 mm,將釘腳張開度設定值以及板材、鉚釘參數分別代入反演模型式(14)中計算對應的最大沖壓載荷,獲得最大沖壓載荷反演計算值依次為35.995 kN、41.798 kN、47.783 kN;假設AA5182組試驗中接頭的釘腳張開度為0.8 mm、1.0 mm、1.2mm,將釘腳張開度設定值代入反演模型中計算得到最大沖壓載荷反演值依次為35.828 kN、45.969 kN、56.633 kN。計算每組工藝參數下接頭的最大沖壓載荷試驗均值、釘腳張開度均值以及靜強度均值,與模型的最大沖壓載荷計算結果作對比,結果如表2所示。

表2 計算與試驗結果對比
如圖6所示,圖6a~圖6c對應A組AA5052接頭的釘腳張開度實測值,分別為0.633 mm、0.793 mm、0.814 mm,圖6d~圖6f對應B組AL1420接頭的釘腳張開度實測值,分別為0.686 mm、0.819 mm、0.890 mm,圖6g~圖6i對應C組AA5182接頭的釘腳張開度實測值,依次為0.834 mm、1.009 mm、1.154 mm。如表2所示,該模型的反演值與試驗值誤差均值為7.82%,說明以上限法為依據,結合釘腳張開度等參數獲得的鉚接過程中最大沖壓載荷的反演模型是可靠的。同時由表2可以得出:A組接頭的最大靜強度為4.624 kN,與其對應的釘腳張開度為最大實測值0.814 mm,所需最大沖壓載荷為49.957 kN;B組接頭的最大靜強度為5.686 kN,其釘腳張開度實測值達到該組最大,為0.890 mm,與其對應的最大沖壓載荷達到該組最大,為49.960 kN;C組接頭的最大靜強度為5.545 kN,對應的釘腳張開度為1.154 mm,此時最大沖壓載荷為該組最大值49.877 kN。結果表明,大張開度的接頭所需的最大沖壓載荷大于小張開度的接頭所需的最大沖壓載荷;其次,在拉伸載荷的作用下,大張開度的接頭因其機械內鎖結構剛度較高,在拉伸過程中不易被破壞因而具有較優的靜力學性能,因此,在一定范圍內,為獲得靜力學性能較優的接頭,在鉚接時應保證較高的最大沖壓載荷。此外,當施加相近的最大沖壓載荷時,C組成形接頭的釘腳張開度實測值均高于A、B組成形接頭的釘腳張開度實測值,說明當鉚釘與被連接材料硬度較低時,由于材料具有較好的流動性能,在鉚接過程中鉚釘材料易達到較大的徑向流動速度,從而加劇了該組成形接頭鉚釘腿的擴張程度。

(a) A組實測值 1
4 結論
通過分析最大沖壓載荷作用下鉚釘的變形特點,建立了描述鉚釘材料塑性流動的運動學許可速度場。依據材料塑性變形求解理論中的上限法,以釘腳張開度、鉚釘幾何尺寸、被連接材料厚度、鉚釘和被連接材料力學性能參數以及接觸面接觸條件作為輸入量建立了最大沖壓載荷的反演模型。開展了鋁合金自沖鉚成形過程最大沖壓載荷驗證試驗,結果表明,最大沖壓載荷反演模型計算值與試驗值平均誤差為7.82%,驗證了最大沖壓載荷反演模型的可靠性;最大沖壓載荷與鉚釘的強度和長度成正比,與鉚釘內腔的深度成反比;大張開度接頭所需的最大沖壓載荷大于小張開度的接頭所需的最大沖壓載荷,而大張開度的接頭在拉伸過程中因其機械內鎖結構不易遭到破壞而具有較優的力學性能,因此為獲得力學性能較優的接頭應適當增大最大沖壓載荷。此外,在相近的最大沖壓載荷作用下,當鉚釘與被連接材料硬度較低時,鉚接過程中鉚釘材料易獲得較大的徑向流動速度,加劇了鉚釘腿的擴張程度。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19