600 MW機組鍋爐后屏過熱器泄漏原因分析和預防
2021-06-24 01:24:10趙志宏黃利明李煥君曾紅芳
東北電力技術 2021年5期
趙志宏,黃利明,李煥君,曾紅芳,王 榮
(內蒙古京隆發電有限責任公司,內蒙古 烏蘭察布 012100)
某電廠2號鍋爐在機組運行時發生了爐內管泄漏,停爐后為加快冷卻速度,進行了強制冷卻,具備檢修條件后進入爐內檢查為后屏過熱器直管段和彎管段異種鋼焊口開裂,修復后機組再次啟動4 h又發生泄漏,泄漏部位仍為后屏過熱器,2次泄漏共計被迫停運233 h,對企業造成重大經濟損失。
水塞就是在鍋爐啟動過程中,因各種原因在對流過熱器中存有積水,導致受熱管內蒸汽無法順利通過,進而使受熱管出現干燒,發生短時過熱爆管事故[1]。
1 設備概況
該廠為2×600 MW亞臨界空冷機組,鍋爐為SG2059-17.5-M915型控制循環、四角切向燃燒、一次中間再熱、固態排渣的π型汽包爐,出口蒸汽參數為17.5 MPa/540 ℃/540 ℃,該鍋爐設計五級過熱器,即爐頂、延伸側墻及尾部包覆過熱器→低溫過熱器→分隔屏→后屏→末級過熱器,爆管發生在后屏過熱器。后屏過熱器布置在分隔屏之后,共25片,每片由20根并聯套管組成,最外圈管子外徑Φ60 mm,其余內圈均為Φ54 mm,橫向節距762 mm,材料除最外圈底部及最內圈繞管底部用不銹鋼SA-213 TP347H(FG),其余為15CrMoG、12Cr1MoVG、SA-213T91合金鋼。為提高后屏過熱器自夾屏底彎安全裕度,2014年A修將原后屏過熱器自夾屏底彎管材由TP347H更換為TP347HFG,彎曲半徑由163 mm調整為185 mm。
2 泄漏點檢查
7月27日01:50發“四管泄漏”信號,專業人員就地檢查確認有明顯泄漏聲,申請網調同意,于20:50機組停運,鍋爐密閉。因7月正為發電黃金季節,為加快檢修進程,于7月28日00:56啟動引、送風機維持送風量416 t/h進行強制冷卻,冷卻19 h后,汽包壓力達0.28 MPa,停運風機,鍋爐密閉放水,放水后7 h,再次啟動風機冷卻,27 h后爐內溫度達46 ℃,具備檢修條件后停運風機,開始泄漏點檢查處理,經查為后屏過熱器第23排20、21根距B點約2 m處發現漏點,其中21根異種鋼(TP347HFG+12Cr1MoVG)焊口開裂約4/5周(見圖1),泄漏管上方進行脹粗測量,第22排、24排有明顯沖刷減薄形貌。
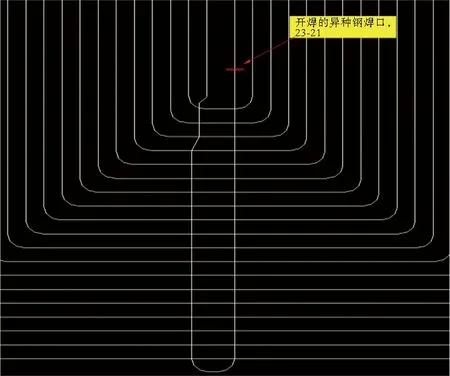

圖1 后屏過熱器首次泄漏位置
按照火電廠異種鋼焊接技術的相關要求,更換了泄漏的第23屏自夾屏U形彎(TP347HFG)及被吹損的22屏、23屏、24屏11-17等共計10根管道,并進行了熱處理。于7月31日17:07全部處理完成,機組具備啟動條件。
按網調安排,機組于8月2日21:35等離子點火,8月3日06:01機組并網,08:30機組負荷380 MW、主蒸汽壓力12.5 MPa,巡檢員發現鍋爐50 m甲側有爐管泄漏聲,08:45泄漏聲突然增大。后申請網調同意降低負荷至300 MW,鍋爐壓力降至8 MPa運行,10:38機組停運。
8月5日中午爐內檢查發現泄漏點為后屏過熱器22屏第22、24根管,因管內積水瞬間噴出,爆破力反沖,第19彎扭曲纏繞并甩出,致使23屏后4根管變形。經割管送檢進行金相試驗分析,2個爆口呈現典型短時過熱特征,為短時過熱爆管(見圖2)。


圖2 后屏過熱器二次爆管現狀
3 泄漏原因
3.1 首次泄漏
首爆口沿異種鋼接頭12Cr1MoVG側熔合線分布,由于Ni基焊縫金屬與12Cr1MoVG材料的合金元素含量相差懸殊,在二者熔合線處形成了富含C的脆性弱化區,導致焊口失效。同時,位于管子焊縫根部及外壁的焊縫熔合區域,由于應力集中,運行過程中管道承受一定的交變應力,使得焊口熔合線附近承受低周疲勞載荷作用。
對爆口焊縫進行宏觀檢查,發現填充層大于2.5 mm(焊絲直徑),根據《火電廠焊接技術規程》中對奧氏體不銹鋼及鎳基合金焊接“應采取小線能量焊接,層間厚度不宜大于焊條(絲)直徑”的相關要求,判斷為焊接質量存在問題。
3.2 第2次泄漏
通過對后屏過熱器入口集箱內窺鏡及后屏部分底部彎管射線透照檢查,未發現其他異常,排除管內有水渣、鐵屑、氧化皮等異物堵塞造成后屏過熱器短期過熱引起超溫爆管的可能。從爆口特征看,屬典型的短期超溫報警,判斷很有可能為水塞造成,為此展開了進一步分析。
a.首次泄漏后為加快檢修速度,對鍋爐進行了強制冷卻,且采用低壓力(0.28 MPa)放水,同時在割管檢查處理時管內有大量積水,這說明未采用熱爐帶壓放水,致使管內蒸汽無法烘干而凝結積水。
b.第1次消缺后點火初期,爐水溫度由68 ℃升至85 ℃,過熱器壓力上升速度明顯高于汽包壓力,說明過熱器管內存在積水,為受熱后蒸發膨脹所致(見圖3)。
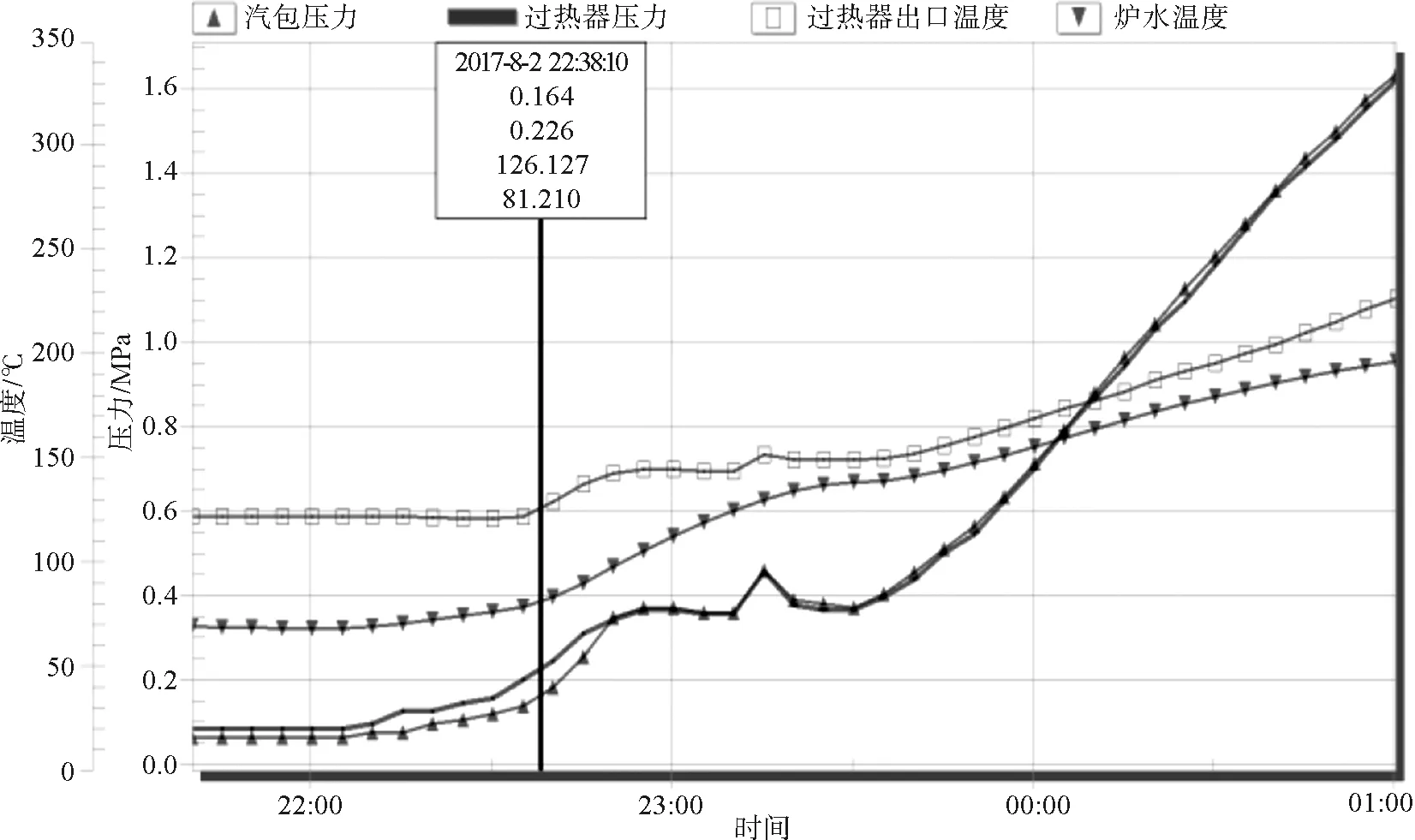
圖3 點火初期主蒸汽溫度與壓力
c.由圖4可以看出,點火初期投入了減溫水,但水量很少,后屏過熱器甲側出口汽溫出現反復波動,且波動幅度達100 ℃以上,說明是由于管內積水向出口移動的過程中被蒸汽沖出,造成汽溫陡降而后又迅速回升[2-5]。在機組并網后,給煤量增加較快,熱負荷增強,造成減溫水量偏大,原本管內存在積水,再加上減溫水的大量使用,造成管內積水不僅未完全汽化,反而進一步加劇。
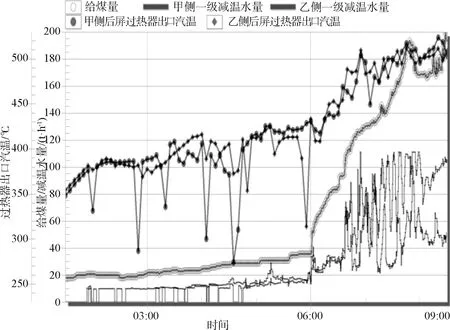
圖4 升溫升壓過程中一級減溫水量與汽溫
d.機組并網后,不僅煤量增加較快,二次風量也大幅增加,造成爐膛甲側煙溫快速上升,致使有積水的甲側后屏過熱器出現短期超溫并爆管(見圖5)。
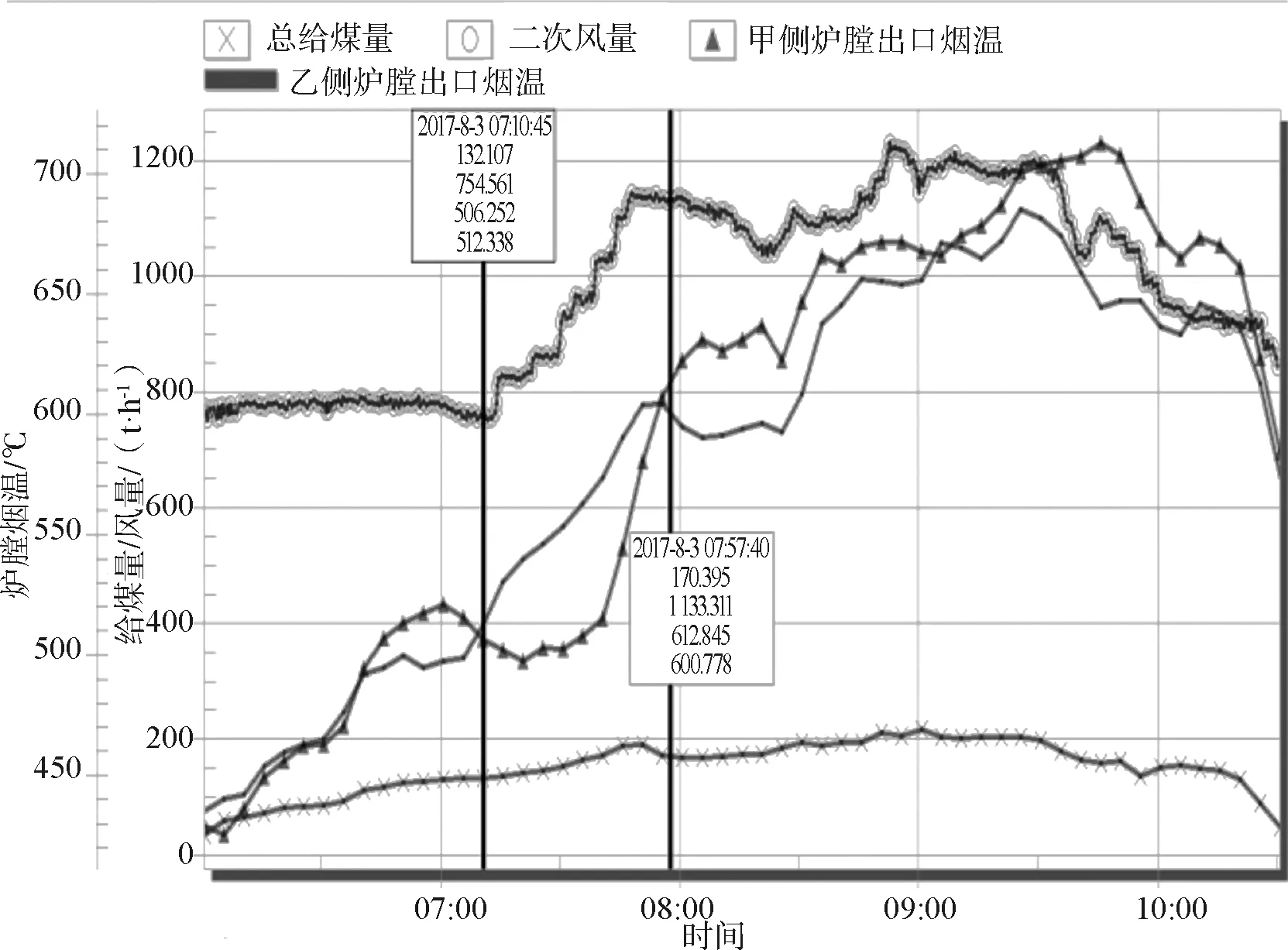
圖5 并網后二次風量與煙溫
當受熱面管內積水時,會存在一個緩慢蒸發流動的過程,它與受熱強度、蒸汽流量和時間有關。熱強度高時蒸發較快,蒸汽流量較大。當熱強度較高,積水無法全部蒸發則形成水塞,引起局部U形管過熱,嚴重時即會引起超溫爆管。由此可知水塞部位也不是固定的,當減溫水量大幅使用時,水塞易發生在減溫水噴口附近的管排,且與對應管排的熱強度和蒸汽流量相關;當不使用減溫水或減溫水量很小時,則可能發生在受熱較弱的管排,是否爆管則與熱強度的增加幅度和時間有關。
綜上所述,首次泄漏是由于焊接質量不良且受長期交變應力引起,第2次泄漏則是由于水塞引起的超溫爆管。水塞的形成是由于停爐后快速冷卻且壓力較低時放水,U形管內蒸汽凝結積水;鍋爐點火啟動時較早投運了減溫水,減溫水未汽化,延長了水塞的排出時間;機組并網后熱負荷增加較快,不僅減溫水量使用較多且大幅波動,后屏過熱器內水塞時間較長,無法消除,也使管壁嚴重超溫,進而引起爆管。
4 預防措施
4.1 異種鋼焊接規定
a.對后屏過熱器異種鋼焊接接頭進行全面排查和金相分析,存在缺陷的割除,加工V型坡口打磨后重新焊接,并減小熔合比。
b.為避免異種鋼焊接接頭產生晶間腐蝕、熱裂紋和其他缺陷,焊接時要求采用小直徑焊絲打底,焊接時氬氣充滿管道且穩定,選用小電流、適中的能量快速施焊,焊接過程中控制較低的層間溫度。
4.2 防止水塞爆管
a.正常停爐或事故停爐冷卻采用熱爐帶壓放水方式,汽包壓力0.8 MPa開始放水。待空氣門無白汽冒出4 h后,方可進行自然冷卻。
b.水壓試驗后放水,開啟水冷壁、省煤器放水,頂棚過熱器入口聯箱疏水,壓力0.2 MPa開啟過熱器出口排空氣門,開啟5%啟動旁路,壓力至0 MPa后,開啟其余空氣門。
c.機組啟動時嚴格控制升溫升壓速度,鍋爐點火2 h內,升溫速率≤1.0 ℃/min,升壓速率≤0.03 MPa/min;點火后2 h升溫速率≤1.5 ℃/min,升壓速率≤0.05 MPa/min。
d.增加給煤量應緩慢均勻,以≤1 t/min的速度增加給煤量,磨煤機啟動控制給煤量≤10 t/h。
e.鍋爐啟動開啟PCV閥,鍋爐減壓后,可緩慢投入高低壓旁路,旁路開度大于15%,關閉PCV閥。
f.鍋爐上水前關閉減溫水門,減溫水門存在內漏,應及時消除。機側主蒸汽溫度高于370 ℃,減溫水注水后開啟主蒸汽減溫水各電動門,可緩慢小流量投入一級減溫水,并觀察后屏過熱器出口溫度和末級過熱器出口溫度,如下降明顯應關閉電動門,減溫水投運其對應出口汽溫應保證有80 ℃以上的過熱度。
g.點火后逐漸增加給煤量,控制升溫升壓速度,壓力升至5 MPa,高壓旁路開至80%后突關至50%反復活動2次;待壓力重新升至5.0 MPa后,開啟PCV閥,壓力降至3.0 MPa后關閉,如此反復活動3次,以排出過熱器內積水。
h.鍋爐點火后隨著汽壓上升,觀察后屏過熱器和末級過熱器出口汽溫,如有短時下降且快速回升的現象,應禁投減溫水,維持給煤量不變,增加旁路和PCV閥的開關次數,加強擾動直至汽溫運行平穩。
i.機組并網后,控制升負荷速率4 MW/min,負荷達30 MW穩定汽溫汽壓暖機30 min,當運行磨煤量達到最大時啟動下臺磨煤機,及時調整二次風門,維持大風箱差壓400 Pa,當總煤量達95 t/h時機組負荷穩定,切換廠用電,并檢查風煙系統、制粉系統、主再熱系統及二次風系統運行是否符合要求。
j.負荷240 MW時穩定運行30 min,投入減溫水和風煙系統,檢查爐膛甲、乙側煙溫及各畫面參數是否合理,減溫水總量應低于120 t/h,甲、乙側偏差應小于25 t/h,后屏與末級過熱器壁溫與對應汽溫差應小于20 ℃,否則進行燃燒調整,排出管內積水。
5 結束語
針對2次爆管進行分析,對后屏過熱器異種鋼接口進行仔細排查,對存在的缺陷按規定重新施焊,經檢驗合格率100%。同時對水塞的形成原因予以全面分析,制定了防范措施,并在以后機組啟停過程中嚴格執行。